Вам также может понравиться
- Tabela de Tamanhos - WICKETT JONESДокумент2 страницыTabela de Tamanhos - WICKETT JONESPaulo FonsecaОценок пока нет
- About TyresДокумент5 страницAbout TyresJuliana JustinoОценок пока нет
- GUIA - Como Maximixar A Aprovação Dos Novos Projectos de TIДокумент13 страницGUIA - Como Maximixar A Aprovação Dos Novos Projectos de TIPaulo FonsecaОценок пока нет
- About TyresДокумент5 страницAbout TyresJuliana JustinoОценок пока нет
- 01 Decidi Deixar de FumarДокумент31 страница01 Decidi Deixar de FumarPaulo FonsecaОценок пока нет
- Diferenca Entre Metrica Kpi e ObjetivoДокумент29 страницDiferenca Entre Metrica Kpi e ObjetivoPaulo Fonseca100% (1)
- Guia Sobre Aterramento Eletrico PDFДокумент4 страницыGuia Sobre Aterramento Eletrico PDFPaulo FonsecaОценок пока нет
- Manual Testador JDSU Smart Class TPSДокумент9 страницManual Testador JDSU Smart Class TPSggonzalez1984Оценок пока нет
- Semáforos InteligentesДокумент5 страницSemáforos InteligentesCristiano da silvaОценок пока нет
- Ebook Arquitetura de ComputadoresДокумент79 страницEbook Arquitetura de ComputadoresGil FragaОценок пока нет
- Apresentação ISO 9001 + SCRUMДокумент6 страницApresentação ISO 9001 + SCRUMliviablОценок пока нет
- Ciber Nova 1200P1 Fichatecnica PDFДокумент12 страницCiber Nova 1200P1 Fichatecnica PDFGonzales Vela Dante AdolfoОценок пока нет
- Sistema de Perfuração Autônoma em Minas de FerroДокумент15 страницSistema de Perfuração Autônoma em Minas de FerroVictor SilvaОценок пока нет
- Pascal UfscДокумент85 страницPascal UfscArturОценок пока нет
- Circular 126 - 2020 - 2201789CLMA - ML - PCДокумент4 страницыCircular 126 - 2020 - 2201789CLMA - ML - PCJosé MacedoОценок пока нет
- POP GQ 000 - Elaboração de Procedimentos Rev. 05Документ6 страницPOP GQ 000 - Elaboração de Procedimentos Rev. 05Elizabeth WalshОценок пока нет
- TCC SimulaçãoДокумент40 страницTCC Simulaçãobiblioteca DOD100% (1)
- Matrizes Do Pensamento Iii: Psicologia CognitivaДокумент17 страницMatrizes Do Pensamento Iii: Psicologia Cognitivastephane larissaОценок пока нет
- Template ACDДокумент77 страницTemplate ACDPaulo SilvaОценок пока нет
- AduДокумент2 страницыAdumh4347652Оценок пока нет
- Forma Canonica 11 PDFДокумент15 страницForma Canonica 11 PDFAnthonny Gabryell LimaОценок пока нет
- Apostila 2016 para AlunosДокумент78 страницApostila 2016 para AlunosjoaoОценок пока нет
- Orientações Atividade PLANILHAДокумент7 страницOrientações Atividade PLANILHAJoilton De Sousa Lima0% (7)
- Furtado & Schmidt - GNSS HI - TARGET V30 PLUSДокумент5 страницFurtado & Schmidt - GNSS HI - TARGET V30 PLUSFilipe AugustoОценок пока нет
- Manual Addtech MC16 PDFДокумент62 страницыManual Addtech MC16 PDFCaroline CoelherОценок пока нет
- FIAT Toro 2019 ManualUsuario PDFДокумент362 страницыFIAT Toro 2019 ManualUsuario PDFjadr2654% (13)
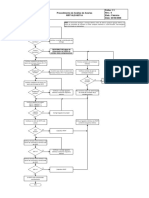
- Procedimento de Análise de Avarias - RIFF HLD18371A HitachiДокумент1 страницаProcedimento de Análise de Avarias - RIFF HLD18371A HitachijeffersonОценок пока нет
- Exercicios Complementares SIДокумент4 страницыExercicios Complementares SIJoice BezerraОценок пока нет
- Manual 60.03.02.257-r0 Centrix 4-12 PDFДокумент104 страницыManual 60.03.02.257-r0 Centrix 4-12 PDFMarcos Alessandro Santana SantosОценок пока нет
- Como Acessar As Redações No Novo Ambiente de Simulados Do PlurallДокумент10 страницComo Acessar As Redações No Novo Ambiente de Simulados Do PlurallCoordenação PedagógicaОценок пока нет
- Proficiência DuolingoДокумент20 страницProficiência Duolingoeu.heduОценок пока нет
- Language Pack MicrosipДокумент6 страницLanguage Pack MicrosipEdmilson OliveiraОценок пока нет
- 08 - MaterialVídeos-1,2,3,4Документ14 страниц08 - MaterialVídeos-1,2,3,4ARILSON RIBEIRO OLIVEIRAОценок пока нет
- IntArt U3Документ34 страницыIntArt U3Flavio AnunciatoОценок пока нет
- TCC Murilo de Ávila DilliДокумент132 страницыTCC Murilo de Ávila DilliJadiel SilvaОценок пока нет
- Potência Do Homem + BônusДокумент49 страницPotência Do Homem + BônusJosé RicardoОценок пока нет
- Simulado 02 Pmpe HD Cursos Com GabaritoДокумент20 страницSimulado 02 Pmpe HD Cursos Com GabaritoEduardo FelipeОценок пока нет