Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- George Q. Huang (Auth.), G. Q. Huang (Eds.) - Design For X - Concurrent Engineering Imperatives-Springer Netherlands (1996) PDFДокумент498 страницGeorge Q. Huang (Auth.), G. Q. Huang (Eds.) - Design For X - Concurrent Engineering Imperatives-Springer Netherlands (1996) PDFBest ThingОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- INDU 411 Course Outline-Winter 2021Документ9 страницINDU 411 Course Outline-Winter 2021moser111Оценок пока нет
- S Sstovaunz 19Документ4 страницыS Sstovaunz 19fahadkhanffcОценок пока нет
- Gauntlet System For Master9S.Lave Manipulators: Savannah Riuer AboratorДокумент11 страницGauntlet System For Master9S.Lave Manipulators: Savannah Riuer AboratorfahadkhanffcОценок пока нет
- Iso 17874 2 2004Документ15 страницIso 17874 2 2004fahadkhanffcОценок пока нет
- Iso 17874 1 2010 en PDFДокумент11 страницIso 17874 1 2010 en PDFfahadkhanffcОценок пока нет
- Iso 17874 3 2011 en PDFДокумент11 страницIso 17874 3 2011 en PDFfahadkhanffcОценок пока нет
- Exclusive Ramadan DealsДокумент6 страницExclusive Ramadan DealsfahadkhanffcОценок пока нет
- Analysis of The Effects of Process Parameters On Exit Burrs in Drilling Using A Combined Simulation and Experimental ApproachДокумент11 страницAnalysis of The Effects of Process Parameters On Exit Burrs in Drilling Using A Combined Simulation and Experimental ApproachfahadkhanffcОценок пока нет
- Fits Si Tables Ansi b4.2-1978 r1994 1Документ11 страницFits Si Tables Ansi b4.2-1978 r1994 1fahadkhanffcОценок пока нет
- Manuscript No 3, Final Gally Proof of 11708 (Muhammad Zakria Butt)Документ12 страницManuscript No 3, Final Gally Proof of 11708 (Muhammad Zakria Butt)fahadkhanffcОценок пока нет
- Federal Public Service CommissionДокумент2 страницыFederal Public Service CommissionfahadkhanffcОценок пока нет
- NUST School of Mechanical & Manufacturing Engineering (SMME) Postgraduate Programme Date Sheet ESE (Spring 2016 Semester)Документ1 страницаNUST School of Mechanical & Manufacturing Engineering (SMME) Postgraduate Programme Date Sheet ESE (Spring 2016 Semester)fahadkhanffcОценок пока нет
- EXPRESS Data ModelingДокумент16 страницEXPRESS Data Modelingfahadkhanffc100% (1)
- Key BoardsДокумент6 страницKey BoardsBadrulHaqueRahmaniОценок пока нет
- The Pathan (Pashto) by Khan Abdul Ghani Khan (WWW - Kitaboona.blogspot - Com) .PDF TextДокумент99 страницThe Pathan (Pashto) by Khan Abdul Ghani Khan (WWW - Kitaboona.blogspot - Com) .PDF Textfahadkhanffc100% (1)
- Finish Cut On Working Surface Drilling Holes in PatternДокумент2 страницыFinish Cut On Working Surface Drilling Holes in PatternfahadkhanffcОценок пока нет
- Test Dates: Saturday 14th & Sunday 15th, April 2018Документ1 страницаTest Dates: Saturday 14th & Sunday 15th, April 2018fahadkhanffcОценок пока нет
- Flow Chart of IT FrameworkДокумент1 страницаFlow Chart of IT FrameworkfahadkhanffcОценок пока нет
- Quotation PAEC With Out TaxДокумент4 страницыQuotation PAEC With Out TaxfahadkhanffcОценок пока нет
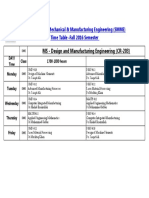
- NUST School of Mechanical & Manufacturing Engineering (SMME) Time Table - Fall 2016 SemesterДокумент1 страницаNUST School of Mechanical & Manufacturing Engineering (SMME) Time Table - Fall 2016 SemesterfahadkhanffcОценок пока нет
- Design For Manufacturing and Assembly: Prepared By-Prashant TripathiДокумент44 страницыDesign For Manufacturing and Assembly: Prepared By-Prashant Tripathichrmerz100% (1)
- Introduction To Design For Assembly and Manufacturing: (Cost Effective)Документ81 страницаIntroduction To Design For Assembly and Manufacturing: (Cost Effective)Prabhu MechОценок пока нет
- Advance Teardown MethodsДокумент14 страницAdvance Teardown MethodssarantceОценок пока нет
- 1 s2.0 S2212827122003250 MainДокумент8 страниц1 s2.0 S2212827122003250 Mainarun.nagarkarОценок пока нет
- Design For AssemblyДокумент6 страницDesign For AssemblyRupesh SiyodiaОценок пока нет
- Product DesignДокумент11 страницProduct DesignParamasivam VeerappanОценок пока нет
- 8Документ9 страниц8kaushik638Оценок пока нет
- Design For AssemblyДокумент16 страницDesign For AssemblyOmkar Pradeep KhanvilkarОценок пока нет
- Design For Assembly (Dfa) : Engr. Wan Sharuzi HJ Wan Harun Industrial Engineering, FKMДокумент124 страницыDesign For Assembly (Dfa) : Engr. Wan Sharuzi HJ Wan Harun Industrial Engineering, FKMsharuzi67% (3)
- DFM P2Документ6 страницDFM P2Cosmin Ionuț BlaneteОценок пока нет
- ME491-Ch 1Документ42 страницыME491-Ch 1Yazan MannaОценок пока нет
- Muhammad Safuan Othman (CD 4862)Документ24 страницыMuhammad Safuan Othman (CD 4862)Andy100% (1)
- Design For Automatic Assembly PDFДокумент190 страницDesign For Automatic Assembly PDFAliSyarief100% (1)
- DFMAДокумент73 страницыDFMADilip PatelОценок пока нет
- Lecture 08 Design For X (DFX)Документ22 страницыLecture 08 Design For X (DFX)chitra2010Оценок пока нет
- DFMAPaper FullДокумент13 страницDFMAPaper FullahasimplemailОценок пока нет
- Metrics Paper 19july96 PDFДокумент20 страницMetrics Paper 19july96 PDFfronendОценок пока нет
- DFMA vs. Lean ManufacturingДокумент4 страницыDFMA vs. Lean Manufacturingsiddharth pandyaОценок пока нет
- Design For Automatic Assembly-: Dfa2 Dfa2 Dfa2 Dfa2Документ190 страницDesign For Automatic Assembly-: Dfa2 Dfa2 Dfa2 Dfa2kkd3Оценок пока нет
- General Design Principles For ManufacturabilityДокумент2 страницыGeneral Design Principles For ManufacturabilityBala Mech SBОценок пока нет
- Module 4Документ13 страницModule 4joyelpaulОценок пока нет
- Dox PDFДокумент21 страницаDox PDFNarayan ManeОценок пока нет
- Computer-Aided Design Volume 26 Issue 7 1994Документ16 страницComputer-Aided Design Volume 26 Issue 7 1994gnanasekarОценок пока нет
- AME 546: Design For Assembly (Chapter 3 of Textbook) : Satyandra K. GuptaДокумент86 страницAME 546: Design For Assembly (Chapter 3 of Textbook) : Satyandra K. GuptaSHUОценок пока нет
- Design For Manufacturing and AssemblyДокумент168 страницDesign For Manufacturing and Assemblygnanasekar100% (2)
- Cost Breakdown AnalysisДокумент163 страницыCost Breakdown AnalysisAnonymous VRspXsmОценок пока нет
- Design For Manufacturing and Assembly Web ReferencesДокумент3 страницыDesign For Manufacturing and Assembly Web ReferencesGopinath GangadhariОценок пока нет
- 13 Design For ManufacturingДокумент67 страниц13 Design For ManufacturingNikhilKulkarniОценок пока нет