Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- 8.2.4 - JSL QMS QP 14 Hydrotest - ProcedureДокумент5 страниц8.2.4 - JSL QMS QP 14 Hydrotest - ProcedureGbenga MoboladeОценок пока нет
- Hydraulics - Chapter - 2 - Lecture - IIДокумент30 страницHydraulics - Chapter - 2 - Lecture - IIBikila LegesseОценок пока нет
- Ulman Part 10Документ1 000 страницUlman Part 10Yana RahmadaniОценок пока нет
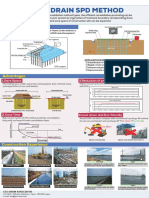
- SPDポスターДокумент1 страницаSPDポスターLengendary PhubrОценок пока нет
- Plate Heat Exchanger Model M15-MFG - ASTM B265 Gr1 TitaniumДокумент1 страницаPlate Heat Exchanger Model M15-MFG - ASTM B265 Gr1 TitaniumCardoso MalacaoОценок пока нет
- Reservoir Lab SheetДокумент36 страницReservoir Lab SheetSteve Lian Kuling100% (1)
- Apex Instruments Method 5 Pre-Test Console Calibration Using Calibrated Critical Orifices 5-Point Metric UnitsДокумент8 страницApex Instruments Method 5 Pre-Test Console Calibration Using Calibrated Critical Orifices 5-Point Metric UnitsMuhammad Rizky AKОценок пока нет
- Storage Tank DesignДокумент7 страницStorage Tank DesignMichael Robert Gatdula SamarОценок пока нет
- Water Potential Worksheet KeyДокумент2 страницыWater Potential Worksheet Keyapi-485795043Оценок пока нет
- WWW - Studyguide.pk: AS Physics - Revision Notes Unit 2 - Electricity and Thermal PhysicsДокумент3 страницыWWW - Studyguide.pk: AS Physics - Revision Notes Unit 2 - Electricity and Thermal PhysicsHany ElGezawyОценок пока нет
- Excelon Filter - Regulators - B72, 73, 74Документ3 страницыExcelon Filter - Regulators - B72, 73, 74Sreevathsa GururajОценок пока нет
- Leak Off TestДокумент2 страницыLeak Off TestshivampasiОценок пока нет
- The Design of Vertical Pressure Vessels Subjected To Applied ForcesДокумент3 страницыThe Design of Vertical Pressure Vessels Subjected To Applied ForcesMANOJ M100% (1)
- Tutorial Bmp180 ArduinoДокумент8 страницTutorial Bmp180 ArduinoMaikaSánchez100% (1)
- Manual Crystal Gauge Cal XPДокумент8 страницManual Crystal Gauge Cal XPRadinal MuchtarОценок пока нет
- SG Unit1summativefrqДокумент78 страницSG Unit1summativefrq刘奇Оценок пока нет
- Learner Guide For IGCSE Physics 0625Документ49 страницLearner Guide For IGCSE Physics 0625digarte33% (3)
- D3542-08 (2013) Standard Specification For Preformed Polychloroprene Elastomeric Joint Seals For BridgesДокумент4 страницыD3542-08 (2013) Standard Specification For Preformed Polychloroprene Elastomeric Joint Seals For BridgesAlabbas FadhelОценок пока нет
- CCDДокумент4 страницыCCDismi iqhwan ihsan0% (1)
- Exercises Lecture 2: The Standard AtmosphereДокумент5 страницExercises Lecture 2: The Standard AtmosphereJosé A. Montiel QuirósОценок пока нет
- Santos 7'' HPC and TAMCAP Assembly - Running Procedure - Rev.3Документ13 страницSantos 7'' HPC and TAMCAP Assembly - Running Procedure - Rev.3TonyОценок пока нет
- Epa CertificationДокумент124 страницыEpa Certificationplumbguru100% (5)
- Concrete Formwork Loads and Pressure CalculationsДокумент7 страницConcrete Formwork Loads and Pressure CalculationsAravindan100% (1)
- PERFORM - Nodal Analysis by ExampleДокумент2 страницыPERFORM - Nodal Analysis by ExampleAlfonso R. ReyesОценок пока нет
- Drilling Calculations CD Complete CourseДокумент177 страницDrilling Calculations CD Complete CourseIman100% (15)
- Hypertension in ChildrenДокумент32 страницыHypertension in ChildrenmikhaelyosiaОценок пока нет
- Gas SafetyДокумент28 страницGas SafetySyed Safiur RahmanОценок пока нет
- FAQ: How Is Airspeed Really MeasuredДокумент2 страницыFAQ: How Is Airspeed Really MeasuredMedaОценок пока нет
- Carretes AlemiteДокумент22 страницыCarretes Alemiteestebang956Оценок пока нет
- D3492.20048-1 - Vol. 09.02Документ14 страницD3492.20048-1 - Vol. 09.02Jignesh TrivediОценок пока нет