Вам также может понравиться
- Boiler Optimization PDFДокумент6 страницBoiler Optimization PDFvijayk1968Оценок пока нет
- Efficient Uses of Steam EnergyДокумент67 страницEfficient Uses of Steam EnergytojinboОценок пока нет
- Performance Evaluation of Boilers: Avinash Raj 17BME0136Документ36 страницPerformance Evaluation of Boilers: Avinash Raj 17BME0136Rashmi KumariОценок пока нет
- Condensate Recovery White PaperДокумент20 страницCondensate Recovery White PaperJustin Gentry100% (1)
- Deaerators in Industrial Steam Systems: Additional BenefitsДокумент5 страницDeaerators in Industrial Steam Systems: Additional BenefitsNaОценок пока нет
- PTQ Q2 - Spirax PT 1Документ6 страницPTQ Q2 - Spirax PT 1Pop-Coman Simion100% (1)
- Advanced Gas Turbine Cycles For Power GenerationДокумент10 страницAdvanced Gas Turbine Cycles For Power GenerationRenzo Alexander RestrepoОценок пока нет
- Ormat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Документ5 страницOrmat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Anonymous Cxriyx9HIX100% (1)
- Coking and Thermal ProcessesДокумент8 страницCoking and Thermal ProcessesWulandariОценок пока нет
- WASTE HEAT RECOVERY (HRSG) PerformanceДокумент17 страницWASTE HEAT RECOVERY (HRSG) PerformanceEjaz AhmedОценок пока нет
- Organic Rankine Cycle Power PlantДокумент6 страницOrganic Rankine Cycle Power PlantPower PowerОценок пока нет
- Boilers, Boiler Fuel andДокумент7 страницBoilers, Boiler Fuel andVivek RamnohurОценок пока нет
- Waste Heat Recovery Power Plant - Cement PlantДокумент7 страницWaste Heat Recovery Power Plant - Cement PlantknsaravanaОценок пока нет
- Ch1 - Steam Power PlantsДокумент44 страницыCh1 - Steam Power Plantsaminjoe93100% (1)
- Improving Steam Generation and Utilization EfficiencyДокумент31 страницаImproving Steam Generation and Utilization EfficiencyEzhil Vendhan PalanisamyОценок пока нет
- Study of Vapour Absorption System Using Waste Heat-F0283439Документ6 страницStudy of Vapour Absorption System Using Waste Heat-F0283439Anonymous NGXdt2BxОценок пока нет
- Waste Heat Recovery Devices and ApplicationsДокумент18 страницWaste Heat Recovery Devices and Applicationsdivyank3dОценок пока нет
- Ch1 - Steam Power PlantsДокумент44 страницыCh1 - Steam Power PlantsSyahir LokhmanОценок пока нет
- CONDENSER AND COOLING WATER PLANT DESIGNДокумент4 страницыCONDENSER AND COOLING WATER PLANT DESIGNAhmed HelmyОценок пока нет
- 251 42719Документ85 страниц251 42719kalikamalaОценок пока нет
- Ch1 - Steam Power PlantsДокумент43 страницыCh1 - Steam Power PlantsShiau Fen100% (1)
- Boiler RatingДокумент5 страницBoiler RatingEdy Suprayitno0% (1)
- Absorption Future PDFДокумент12 страницAbsorption Future PDFVaidyanathan KS100% (1)
- Boiler - Fouling and EfficiencyДокумент11 страницBoiler - Fouling and EfficiencyUdhayakumar VenkataramanОценок пока нет
- Heat Recovery From Tail Gas IncinerationДокумент14 страницHeat Recovery From Tail Gas IncinerationcanscotОценок пока нет
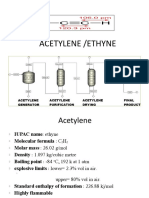
- Acetylene Production-2023 4Документ31 страницаAcetylene Production-2023 4Divyansh NagarОценок пока нет
- Fertilizer Technology Ammonia Production ProcessesДокумент29 страницFertilizer Technology Ammonia Production ProcessesNitin HansaliaОценок пока нет
- Coker Meyers QInd IIДокумент57 страницCoker Meyers QInd IIAusten83790% (1)
- BoilBal SpreadsheetДокумент16 страницBoilBal SpreadsheetZulkarnain NasrullahОценок пока нет
- Hydrogen generation design for modern refineriesДокумент4 страницыHydrogen generation design for modern refineriesJosiph BukairОценок пока нет
- Heat Losses in BoilersДокумент5 страницHeat Losses in Boilersgad480Оценок пока нет
- Comparing Advanced Combined Cycle Configurations to Improve EfficiencyДокумент9 страницComparing Advanced Combined Cycle Configurations to Improve Efficiencyank_mehraОценок пока нет
- Waste Heat Recovery Methods and Technologies ReviewДокумент11 страницWaste Heat Recovery Methods and Technologies ReviewChem.Engg100% (2)
- Reducing Steam Header PressureДокумент1 страницаReducing Steam Header Pressuresj_scribdОценок пока нет
- 10the Optimisation and Design of Large Scale Multi-Stage Flash Distillation PlantsДокумент16 страниц10the Optimisation and Design of Large Scale Multi-Stage Flash Distillation Plantsbandi.shandrasekharОценок пока нет
- 1,620 MTPD Kellogg Ammonia Plant ProcessДокумент32 страницы1,620 MTPD Kellogg Ammonia Plant ProcessAhmed KadimОценок пока нет
- 04.section I - Steam, Its Generation & Use, 41 - EdДокумент193 страницы04.section I - Steam, Its Generation & Use, 41 - EdMayur Patel100% (1)
- Ethylene Recovery Through Dephlegmator TechnologyДокумент9 страницEthylene Recovery Through Dephlegmator TechnologyMohamed Abushrida100% (1)
- GT - Turbine Inlet CoolingДокумент12 страницGT - Turbine Inlet CoolingSharon Lambert100% (1)
- Economizers: Colin FrenchДокумент6 страницEconomizers: Colin Frenchsathesh100% (1)
- Direct Condensation of Hydrocarbon VaporsДокумент10 страницDirect Condensation of Hydrocarbon VaporsManju Lata Kapur100% (1)
- Advances in Cryogenic Air SeparationДокумент25 страницAdvances in Cryogenic Air SeparationTGrey027Оценок пока нет
- Asian Paints Boiler Report AnalysisДокумент10 страницAsian Paints Boiler Report AnalysisPrakash WarrierОценок пока нет
- Mechanical Engineering Project - Thermal Power Plant Study - WWW - Amie.nbcafe - inДокумент24 страницыMechanical Engineering Project - Thermal Power Plant Study - WWW - Amie.nbcafe - inbtdoss72100% (1)
- CryogenicДокумент19 страницCryogeniczohaib_farooq100% (1)
- Deaerating Condenser Boosts Combined-Cycle Plant EfficiencyДокумент5 страницDeaerating Condenser Boosts Combined-Cycle Plant Efficiencybabis1980Оценок пока нет
- Power Plant EngineeringДокумент16 страницPower Plant EngineeringAshok PradhanОценок пока нет
- Publication 9 30888 310Документ4 страницыPublication 9 30888 310mailsk123Оценок пока нет
- Boiler Operation On DcsДокумент4 страницыBoiler Operation On Dcsarif100% (2)
- Boiler BurnerДокумент12 страницBoiler BurnerSumeet SawantОценок пока нет
- Co HenДокумент40 страницCo HenHiltonОценок пока нет
- Steam System Basics PDFДокумент67 страницSteam System Basics PDFEduardo Miranda100% (1)
- Design and Fabrication of Vapour Absorption Refrigeration System (Libr-H 0)Документ6 страницDesign and Fabrication of Vapour Absorption Refrigeration System (Libr-H 0)IJMERОценок пока нет
- Mod 9-Clinker CoolersДокумент492 страницыMod 9-Clinker Coolerslovjnx100% (6)
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"От EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Оценок пока нет
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОт EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОценок пока нет
- Ger 3658d Speedtronic Mark V Gas Turbine Control System PDFДокумент19 страницGer 3658d Speedtronic Mark V Gas Turbine Control System PDFyos100% (1)
- Gacl-Dahej Captive Co-Generation Power Plant Corrected Gas Turbines Output Calculation On Site ConditionДокумент6 страницGacl-Dahej Captive Co-Generation Power Plant Corrected Gas Turbines Output Calculation On Site ConditionDurga PrasadОценок пока нет
- Safety Talk Chemical HandlingДокумент4 страницыSafety Talk Chemical HandlingidigitiОценок пока нет
- Energy Conversion and Management Volume 52 Issue 1 2011 (Doi 10.1016/j.enconman.2010.06.036) Yingjian Li Xinkui You Qi Qiu Jiezhi Li - The Study On The Evaporation Cooling Efficiency and EffectiДокумент7 страницEnergy Conversion and Management Volume 52 Issue 1 2011 (Doi 10.1016/j.enconman.2010.06.036) Yingjian Li Xinkui You Qi Qiu Jiezhi Li - The Study On The Evaporation Cooling Efficiency and EffectiidigitiОценок пока нет
- Customer Information Updation FormДокумент3 страницыCustomer Information Updation FormSumith VkОценок пока нет
- C700 - Basic Frame DescriptionДокумент13 страницC700 - Basic Frame Descriptionidigiti100% (1)
- Airflow FormulasДокумент4 страницыAirflow FormulasYoesof HilabyОценок пока нет
- The Big Five African Animals Most Dangerous to HuntДокумент5 страницThe Big Five African Animals Most Dangerous to HuntidigitiОценок пока нет
- Mel709 41Документ32 страницыMel709 41naveen reddyОценок пока нет
- Confined Space Rescue Plan: Description of The WorkДокумент2 страницыConfined Space Rescue Plan: Description of The Workidigiti100% (1)
- Pump NPSH Calculation: ValueДокумент1 страницаPump NPSH Calculation: ValueidigitiОценок пока нет
- Cooling TowerДокумент17 страницCooling TowerFaisal ShahzadОценок пока нет
- s0048-9697 (81) 80062-9) F. Fiessinger Y. Richard A. Montiel P. Musquere - Advantages and Disadvantages of Chemical OxidДокумент17 страницs0048-9697 (81) 80062-9) F. Fiessinger Y. Richard A. Montiel P. Musquere - Advantages and Disadvantages of Chemical OxididigitiОценок пока нет
- Oilrefinery MINASДокумент2 страницыOilrefinery MINASidigitiОценок пока нет
- s0140 6701 (96) 93617 6Документ1 страницаs0140 6701 (96) 93617 6idigitiОценок пока нет
- Current Transformer MeasurementsДокумент4 страницыCurrent Transformer MeasurementsidigitiОценок пока нет
- Radial Well 1Документ25 страницRadial Well 1Sandeep_AjmireОценок пока нет
- Cooling Tower Inspection TipsДокумент8 страницCooling Tower Inspection TipsbahaaabdelnaserОценок пока нет
- Electrical Impedance: Electrical Impedance, or Simply Impedance, Is A Term Coined byДокумент8 страницElectrical Impedance: Electrical Impedance, or Simply Impedance, Is A Term Coined byidigitiОценок пока нет
- Ac60019a013) Haller, J. F. Listek, S. S. - Determination of Chlorine Dioxide and Other Active Chlorine Compounds in WaterДокумент4 страницыAc60019a013) Haller, J. F. Listek, S. S. - Determination of Chlorine Dioxide and Other Active Chlorine Compounds in WateridigitiОценок пока нет
- 0048-9697 (85) 90338-9) F. Fiessinger J.J. Rook J.P. Duguet - Alternative Methods For ChlorinationДокумент17 страниц0048-9697 (85) 90338-9) F. Fiessinger J.J. Rook J.P. Duguet - Alternative Methods For ChlorinationidigitiОценок пока нет
- Chin.200136052) a. v. Kuchin; S. a. Rubtsova; I. v. Loginova; S. N. Subbotina - ChemInform Abstract- Chlorine Dioxide ВЂ" a New Oxidant for Sulfides AnДокумент1 страницаChin.200136052) a. v. Kuchin; S. a. Rubtsova; I. v. Loginova; S. N. Subbotina - ChemInform Abstract- Chlorine Dioxide ВЂ" a New Oxidant for Sulfides AnidigitiОценок пока нет
- AN0305 Current TransformersДокумент4 страницыAN0305 Current Transformersmbd368Оценок пока нет
- CR Magnetics Sensing SolutionsДокумент2 страницыCR Magnetics Sensing SolutionsidigitiОценок пока нет
- Transfer Electrical Energy With TransformersДокумент18 страницTransfer Electrical Energy With TransformersidigitiОценок пока нет
- Vertical Turbine Pumps Oil N Water Lubricated PDFДокумент6 страницVertical Turbine Pumps Oil N Water Lubricated PDFidigitiОценок пока нет
- Electromagnetic Field: Jump ToДокумент9 страницElectromagnetic Field: Jump ToidigitiОценок пока нет
- Reliable & Efficiennt Steam Generation B&WДокумент12 страницReliable & Efficiennt Steam Generation B&WLekhamani YadavОценок пока нет
- Triplex Pump ManualДокумент11 страницTriplex Pump ManualDustin WhiteОценок пока нет
- Preventive Maintanance Interval 10 Whell Loader SDLGДокумент40 страницPreventive Maintanance Interval 10 Whell Loader SDLGAdy Prasetyo100% (2)
- A Lucas Alternator and Zener Charging CircuitДокумент8 страницA Lucas Alternator and Zener Charging CircuitderryukОценок пока нет
- Guardrail Installation ProcedureДокумент5 страницGuardrail Installation ProcedureThandabantu Magengelele50% (2)
- Braden Bga06 Manual de PartesДокумент24 страницыBraden Bga06 Manual de PartesMauricio Ariel H. OrellanaОценок пока нет
- SEC Specs for Low Voltage Pole Mounted Transformer CabinetДокумент20 страницSEC Specs for Low Voltage Pole Mounted Transformer CabinetMehdi SalahОценок пока нет
- Guide To DSEAR Risk AssessmentДокумент25 страницGuide To DSEAR Risk Assessmentkanakarao10% (1)
- Exhaust Emission Reduction Technologies For Diesel Engines: Pankaj Gupta 142116517 Stress and VibrationДокумент25 страницExhaust Emission Reduction Technologies For Diesel Engines: Pankaj Gupta 142116517 Stress and VibrationTushar RadkarОценок пока нет
- Separate Oil from Condensate with FOD Oil-Water SeparatorДокумент4 страницыSeparate Oil from Condensate with FOD Oil-Water Separatormogwai71Оценок пока нет
- PMS Sheet GRE PipeДокумент3 страницыPMS Sheet GRE PipeSOPANОценок пока нет
- How 2 - Build A MIDGE Stove PDFДокумент6 страницHow 2 - Build A MIDGE Stove PDFpimar2008Оценок пока нет
- Test FireДокумент11 страницTest FireMario UyОценок пока нет
- Manual of Green Building MaterialsДокумент153 страницыManual of Green Building MaterialsKawser HossainОценок пока нет
- Tesd 100Документ6 страницTesd 100Nizamar Vaz Da SilvaОценок пока нет
- York CatalogueДокумент142 страницыYork Catalogueeng_amin1239449Оценок пока нет
- Isopentane Stabilization Facilities Operation GuideДокумент10 страницIsopentane Stabilization Facilities Operation GuideBrainer SanchezОценок пока нет
- Fasi - Pressure VesselsДокумент90 страницFasi - Pressure VesselsjeinerОценок пока нет
- Front Elevation Side Elevation: Stair Detail Stair DetailДокумент1 страницаFront Elevation Side Elevation: Stair Detail Stair DetailkangkongОценок пока нет
- MCQ Madness 1 PDFДокумент15 страницMCQ Madness 1 PDFnotabc gamerОценок пока нет
- HeraCeram IFU GB PDFДокумент52 страницыHeraCeram IFU GB PDFAna StanОценок пока нет
- Prodem Chapter 7 Gas Dehydration: Presented By: Rr. Sri Hastiyatisatiyah Ecp/Pro April 13th, 2015Документ64 страницыProdem Chapter 7 Gas Dehydration: Presented By: Rr. Sri Hastiyatisatiyah Ecp/Pro April 13th, 2015andi dipayadnya100% (1)
- AS 2187 - Terminology PDFДокумент29 страницAS 2187 - Terminology PDFkrainaoz2011Оценок пока нет
- Carbital™ 110S - Imerys - Technical DatasheetДокумент3 страницыCarbital™ 110S - Imerys - Technical Datasheetumair912147Оценок пока нет
- td50 1Документ88 страницtd50 1beltranreal6162Оценок пока нет
- Solution Combustion Synthesis, Energy and Environment: Best Parameters For Better MaterialДокумент39 страницSolution Combustion Synthesis, Energy and Environment: Best Parameters For Better MaterialBFCОценок пока нет
- MSDS Accepta LTD Accepta 3543Документ5 страницMSDS Accepta LTD Accepta 3543mechzarОценок пока нет
- 6-Tube Digit NIXIE Clock Setup GuideДокумент14 страниц6-Tube Digit NIXIE Clock Setup GuideEnéas BaroneОценок пока нет
- PD MeterДокумент3 страницыPD Meterreach_arindomОценок пока нет
- Structural Steel Design by Jay Ryan SantosДокумент19 страницStructural Steel Design by Jay Ryan SantosjayryansantosОценок пока нет
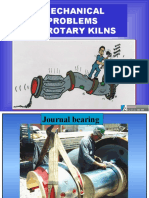
- Kiln Mechanical ProblemsДокумент40 страницKiln Mechanical ProblemsIrshad Hussain83% (6)