Вам также может понравиться
- Saes H 204Документ33 страницыSaes H 204Rei Lizardo100% (1)
- Saes H 204Документ34 страницыSaes H 204heartbreakkid132Оценок пока нет
- 02 Samss 001Документ6 страниц02 Samss 001Florante NoblezaОценок пока нет
- 09-SAMSS-071 - (2016) Qualification Requirements For Inorganic Zinc Primer (APCS-17A) and (APCS-17B)Документ9 страниц09-SAMSS-071 - (2016) Qualification Requirements For Inorganic Zinc Primer (APCS-17A) and (APCS-17B)middlepermian100% (1)
- 01 Samss 031Документ3 страницы01 Samss 031Awais CheemaОценок пока нет
- Saes N 100Документ16 страницSaes N 100aamirapiОценок пока нет
- Materials System SpecificationДокумент10 страницMaterials System SpecificationAjeetKumar100% (1)
- 09-SAMSS-069 - Epoxy Coating For Atmospheric Service PDFДокумент10 страниц09-SAMSS-069 - Epoxy Coating For Atmospheric Service PDFsuresh_viki100% (1)
- APCS DeatailsДокумент3 страницыAPCS DeatailsnasirОценок пока нет
- Cold Thermal Insulation SpecificationДокумент13 страницCold Thermal Insulation SpecificationCameliaОценок пока нет
- Coating Personnel Id FormatДокумент1 страницаCoating Personnel Id FormatShabbar Abbas MalikОценок пока нет
- Insulation Rfi Control RecordДокумент1 353 страницыInsulation Rfi Control RecordJoseph DarwinОценок пока нет
- SATR-H-2004 Rev 7Документ3 страницыSATR-H-2004 Rev 7josephОценок пока нет
- FBE Coating PDFДокумент12 страницFBE Coating PDFthadikkaran100% (1)
- 04 Samss 041Документ6 страниц04 Samss 041Moustafa BayoumiОценок пока нет
- QP SPC L 0002 Rev 1 PDFДокумент80 страницQP SPC L 0002 Rev 1 PDFsouravrobinОценок пока нет
- SATIP-N-001-02 Rev. 4Документ2 страницыSATIP-N-001-02 Rev. 4Anonymous 4e7GNjzGW100% (1)
- Saes H 101V PDFДокумент389 страницSaes H 101V PDFQA QCОценок пока нет
- MSDS Primer S1301-M Parte AДокумент2 страницыMSDS Primer S1301-M Parte AMichael Betetta AbadОценок пока нет
- Technowrap H.A. Hardener (Part B) PDFДокумент6 страницTechnowrap H.A. Hardener (Part B) PDFskОценок пока нет
- 18B. Protegol UR 32.55R Data SheetДокумент3 страницы18B. Protegol UR 32.55R Data SheetClarkFedele27Оценок пока нет
- Saep 1200Документ9 страницSaep 1200Anonymous 4IpmN7On100% (1)
- AGCL PainterQualification Test Report - 1 AnnexureДокумент8 страницAGCL PainterQualification Test Report - 1 AnnexureArun Prasad100% (1)
- QP STD R 002 Rev 1Документ49 страницQP STD R 002 Rev 1Vinod Kumar100% (2)
- Saes B 006Документ21 страницаSaes B 006Anonymous a4Jwz14W100% (2)
- SATIP-H-002-06 Coating For Submerged Services-APCS 113 ABCДокумент2 страницыSATIP-H-002-06 Coating For Submerged Services-APCS 113 ABChossamalsherbinyОценок пока нет
- Sa 7900Документ3 страницыSa 7900Selvakpm06Оценок пока нет
- 09 SAMSS 089 (Final Draft - 2018)Документ28 страниц09 SAMSS 089 (Final Draft - 2018)lhanx2Оценок пока нет
- QP STD L 009 R1 TechSpecfor Corrosion Monitoring SystemДокумент36 страницQP STD L 009 R1 TechSpecfor Corrosion Monitoring SystemMohamed HassanОценок пока нет
- Siropol 7440Документ3 страницыSiropol 7440shafeeqm3086Оценок пока нет
- PIP-007 - Specification For Painting and Protective CoatingДокумент10 страницPIP-007 - Specification For Painting and Protective Coatingaanouar77Оценок пока нет
- Cladding (Metalworking) : Roll BondingДокумент4 страницыCladding (Metalworking) : Roll Bondingcal2_uniОценок пока нет
- HGP Insulation ProcedureДокумент22 страницыHGP Insulation ProcedureShamas TabraizОценок пока нет
- Rubber Linning Selection PDFДокумент4 страницыRubber Linning Selection PDFSachin5586100% (1)
- Ae 036881 002Документ1 страницаAe 036881 002narutothunderjet216Оценок пока нет
- Saudi Aramco Typical Inspection PlanДокумент10 страницSaudi Aramco Typical Inspection PlanMoghal AliОценок пока нет
- COM SU 5191 C February 2017Документ91 страницаCOM SU 5191 C February 2017suriya100% (1)
- Cafco Fendolite Mii Application Guidelines PDFДокумент23 страницыCafco Fendolite Mii Application Guidelines PDFTanmay GorОценок пока нет
- Rotational Lining SystemДокумент11 страницRotational Lining SystemMubeenОценок пока нет
- SAIC-N-2020 Rev 0Документ4 страницыSAIC-N-2020 Rev 0philipyapОценок пока нет
- 1 SATIP-W-016-01 Welding of S C R M & Duplex SS - Rev 1Документ4 страницы1 SATIP-W-016-01 Welding of S C R M & Duplex SS - Rev 1JithuJohnОценок пока нет
- 09 Samss 030Документ8 страниц09 Samss 030Kalanithi KasirajanОценок пока нет
- 175 091300Документ2 страницы175 091300Abu Anas M.SalaheldinОценок пока нет
- 09 Samss 068Документ7 страниц09 Samss 068AjeetKumarОценок пока нет
- Dfy - Coating Quality Key PointsДокумент1 страницаDfy - Coating Quality Key PointsMohammed SadiqОценок пока нет
- Road Crossing Specification PDFДокумент15 страницRoad Crossing Specification PDFSend Mail100% (1)
- AE-036411-001 INDEX For Drawing and EquipmentДокумент1 страницаAE-036411-001 INDEX For Drawing and Equipmentnarutothunderjet216Оценок пока нет
- Vessel/S&T Heat Exchanger Standard Details (Metric Units)Документ7 страницVessel/S&T Heat Exchanger Standard Details (Metric Units)Jamil AhmadОценок пока нет
- MineralWoolInsulation Data SheetДокумент18 страницMineralWoolInsulation Data SheetAnonymous MB5YbaLrBEОценок пока нет
- SAIC-S-4056 Rev 7Документ3 страницыSAIC-S-4056 Rev 7Eswari AnandОценок пока нет
- 8474L-000-JSD-2310-001-4-Protective Coatings PDFДокумент31 страница8474L-000-JSD-2310-001-4-Protective Coatings PDFDo Quynh100% (2)
- Gewan Island Project Mechanical Submittal Log-Sheet: Total 47Документ5 страницGewan Island Project Mechanical Submittal Log-Sheet: Total 47Anand TVОценок пока нет
- Saudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-Y-2001 24-Mar-16 MechДокумент2 страницыSaudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-Y-2001 24-Mar-16 MechRijwan MohammadОценок пока нет
- Saes H 200 PDFДокумент9 страницSaes H 200 PDFSohail Aziz Ahmad Malik100% (1)
- Saudi Aramco Test ReportДокумент2 страницыSaudi Aramco Test ReportMoghal AliОценок пока нет
- XHD Skid Mounted CTUДокумент31 страницаXHD Skid Mounted CTUYuri BadretdinovОценок пока нет
- Cat 3406 Genset Specs enДокумент6 страницCat 3406 Genset Specs enAndrei Bleoju80% (5)
- 18C-SG01-18C-SG01 - Figure 1Документ12 страниц18C-SG01-18C-SG01 - Figure 1AsdОценок пока нет
- Welcome To You AllДокумент70 страницWelcome To You AllGlënnLibönTäbiölöОценок пока нет
- Untitled - FHP ManufacturingДокумент52 страницыUntitled - FHP ManufacturingAbdulSattarОценок пока нет
- SP-2161 Materials Selection & Corrosion Control For Surface Operating Process, Sep 14 - FinalДокумент63 страницыSP-2161 Materials Selection & Corrosion Control For Surface Operating Process, Sep 14 - FinalAnonymous jLVLP4w3m100% (7)
- SP 2041 Rev.02Документ16 страницSP 2041 Rev.02Anonymous jLVLP4w3mОценок пока нет
- Cold StretchingДокумент1 страницаCold StretchingAnonymous jLVLP4w3mОценок пока нет
- Trevor Seipp, P.Eng.: Mark PascaleДокумент3 страницыTrevor Seipp, P.Eng.: Mark PascaleAnonymous jLVLP4w3mОценок пока нет
- Marine Compressor FSD 505L, Water Cooled, 2605 M H, 14 Bar (G), 440 V 3...Документ2 страницыMarine Compressor FSD 505L, Water Cooled, 2605 M H, 14 Bar (G), 440 V 3...Mazhar SafdarОценок пока нет
- EXPERIMENT - 1: Single Cylinder Air Compressor: WorkingДокумент2 страницыEXPERIMENT - 1: Single Cylinder Air Compressor: WorkingBarbie JooОценок пока нет
- AT Question BankДокумент3 страницыAT Question BankShubham Vijay JadhavОценок пока нет
- Compressor Data Sheet in Accordance With Federal Uniform Test Method For Certain Lubricated Air CompressorsДокумент1 страницаCompressor Data Sheet in Accordance With Federal Uniform Test Method For Certain Lubricated Air CompressorsErick Castellón CañadaОценок пока нет
- Pneumatic System and Basic Valve UsedДокумент401 страницаPneumatic System and Basic Valve Usedtarang srivasОценок пока нет
- Error Codes For Panasonic Air ConditionersДокумент5 страницError Codes For Panasonic Air ConditionersPheak TraОценок пока нет
- 99 AX Booster Assembly ManualДокумент34 страницы99 AX Booster Assembly ManualFernando NunezОценок пока нет
- Tohin Air Cooler AC60Документ2 страницыTohin Air Cooler AC60barik sidikОценок пока нет
- Lab Report 2 (Thermo) - UTSДокумент8 страницLab Report 2 (Thermo) - UTSsiddhant dhimanОценок пока нет
- Hvac CH 3Документ23 страницыHvac CH 3Abduljalil AlabidiОценок пока нет
- Cargo Conditioning, Reliquefaction - Gas TankersДокумент4 страницыCargo Conditioning, Reliquefaction - Gas TankersGiorgi KandelakiОценок пока нет
- Electroneumatics ManualДокумент71 страницаElectroneumatics ManualWayne RodrigoОценок пока нет
- Brochure Gas Turbine SGT-400 For Power Generation PDFДокумент4 страницыBrochure Gas Turbine SGT-400 For Power Generation PDFfrdnОценок пока нет
- Commercial Heating Brochure 2022Документ52 страницыCommercial Heating Brochure 2022reeb khanОценок пока нет
- Refrigerant Recovery and Recharge of A Room Air ConditionerДокумент8 страницRefrigerant Recovery and Recharge of A Room Air ConditionerUdara ManawaduОценок пока нет
- Elgi Vayu Series CatalougeДокумент2 страницыElgi Vayu Series CatalougeKajal MathurОценок пока нет
- RR TAY ENGINE Fokker 70Документ4 страницыRR TAY ENGINE Fokker 70Joseph X TantoОценок пока нет
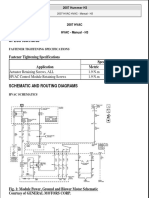
- Hummer H3 HVAC 1Документ90 страницHummer H3 HVAC 1Walter Javier MuñozОценок пока нет
- Handbook of Energy Audit 9789339221331 CompressДокумент463 страницыHandbook of Energy Audit 9789339221331 CompressvijayОценок пока нет
- S9 Q4 Hybrid Module 5 Week 6 How Heat Transfer and Energy Transformation Make Heat EngineДокумент16 страницS9 Q4 Hybrid Module 5 Week 6 How Heat Transfer and Energy Transformation Make Heat EngineSally CustodioОценок пока нет
- Technical Data Sheet Gpy16Rda 115V 60Hz 1 R134A: Compressor Model Voltage RefrigerantДокумент4 страницыTechnical Data Sheet Gpy16Rda 115V 60Hz 1 R134A: Compressor Model Voltage RefrigerantJose VasquezОценок пока нет
- Herramientas Atlas CopcoДокумент44 страницыHerramientas Atlas CopcoSergio AriasОценок пока нет
- Turbocharger Training For Fixed Geometry ProductsДокумент43 страницыTurbocharger Training For Fixed Geometry Productsacere18Оценок пока нет
- Turbine Engine Design and ConstructionДокумент4 страницыTurbine Engine Design and ConstructionWanda Aulia SukmaОценок пока нет
- Ewaq FДокумент69 страницEwaq FCarlos Aguirre100% (1)
- Ask - 28 Keiser CompДокумент138 страницAsk - 28 Keiser CompHitesh sharmaОценок пока нет
- A320LEAP1A-B12-0008.4 Air Sys R1 220517Документ68 страницA320LEAP1A-B12-0008.4 Air Sys R1 220517simsimsomОценок пока нет
- Industrial Refrigeration TrainerДокумент2 страницыIndustrial Refrigeration TrainerEugine BalomagaОценок пока нет
- c15 Inlet and Exhaust Valve RemovalДокумент5 страницc15 Inlet and Exhaust Valve RemovalMUHSIN MTОценок пока нет
- Dry Gas SealДокумент16 страницDry Gas SealRampageDraggerОценок пока нет
- From Raindrops to an Ocean: An Indian-American Oncologist Discovers Faith's Power From A PatientОт EverandFrom Raindrops to an Ocean: An Indian-American Oncologist Discovers Faith's Power From A PatientРейтинг: 1 из 5 звезд1/5 (1)
- The Voice of God: Experience A Life Changing Relationship with the LordОт EverandThe Voice of God: Experience A Life Changing Relationship with the LordОценок пока нет