Вам также может понравиться
- EFB Combustion - Power Gen Asia 2014 VFДокумент28 страницEFB Combustion - Power Gen Asia 2014 VFcram1960Оценок пока нет
- Civil Engineering in Installation of Substation Buildings and Switchboard RoomsДокумент12 страницCivil Engineering in Installation of Substation Buildings and Switchboard RoomsMohammadImranRaza100% (1)
- EstimatingДокумент9 страницEstimatingLucio Loyloy SanchezОценок пока нет
- Price List Dari Pak Iwan Kusmana Voksel PDFДокумент7 страницPrice List Dari Pak Iwan Kusmana Voksel PDFakhbalmОценок пока нет
- 1.1. Usb Legal PDFДокумент60 страниц1.1. Usb Legal PDFnadzrin_akatsuki94100% (1)
- Tukau Trunkline Monitoring System OverviewДокумент13 страницTukau Trunkline Monitoring System OverviewIkhtiander IkhtianderОценок пока нет
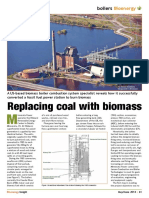
- Article From Coal To Biomass at MN PowerДокумент3 страницыArticle From Coal To Biomass at MN PowerCory LukerОценок пока нет
- Ttps Ipt ReportДокумент9 страницTtps Ipt ReportJabin Joe50% (2)
- TNBJ HandbookДокумент180 страницTNBJ Handbookмing junОценок пока нет
- Documents - Tips Modul Kimia Tingkatan 4Документ50 страницDocuments - Tips Modul Kimia Tingkatan 4Anna Latifah Cammry33% (3)
- Motor Control and ProtectionДокумент64 страницыMotor Control and ProtectionRaghuram PatriОценок пока нет
- Handling HydrogenДокумент51 страницаHandling HydrogenShabin Shabi100% (1)
- List of Power Stations in India Power SectorДокумент16 страницList of Power Stations in India Power SectorkprsannaОценок пока нет
- Electrical Room Doors and Other Civil RequirementsДокумент15 страницElectrical Room Doors and Other Civil Requirementssivaram_kv100% (2)
- Technical Documents of The BoilerДокумент20 страницTechnical Documents of The BoilerMatias Mancilla0% (1)
- Capacitor Bank Sizing ExamplesДокумент29 страницCapacitor Bank Sizing ExamplesRobert OtimОценок пока нет
- Biomass HandbookДокумент17 страницBiomass HandbookSIVA100% (1)
- Yodp 1012 eДокумент12 страницYodp 1012 eckyee88Оценок пока нет
- Power Plant FamilarisationДокумент59 страницPower Plant FamilarisationMrinal KumarОценок пока нет
- JB4726-2000 Chinese StandandДокумент17 страницJB4726-2000 Chinese Standandsiens2304Оценок пока нет
- Electrical System Standards & Design GuidelinesДокумент19 страницElectrical System Standards & Design Guidelinesamitd_hupar666Оценок пока нет
- Development of Sodium Leak Detectors For PFBRДокумент13 страницDevelopment of Sodium Leak Detectors For PFBRWilliam MunnyОценок пока нет
- Low Voltage Switchgear PDFДокумент12 страницLow Voltage Switchgear PDFchidambaram kasiОценок пока нет
- Link Buku Buku Teks Digital Kimia Tingkatan 4 (Flipnote)Документ1 страницаLink Buku Buku Teks Digital Kimia Tingkatan 4 (Flipnote)sueОценок пока нет
- Power Plant Tech.Документ47 страницPower Plant Tech.firoj_khan967% (3)
- Siemens Pricelist 1 ST Nov 10 IndiaДокумент144 страницыSiemens Pricelist 1 ST Nov 10 IndiaAnas MemonОценок пока нет
- 20.05.McPhy Portfolio ELY McLyzer enДокумент1 страница20.05.McPhy Portfolio ELY McLyzer enamsukdОценок пока нет
- Vacuum Pump ProceduresДокумент5 страницVacuum Pump ProceduresGanesh BiОценок пока нет
- Florencio Favila III Updated ResumeДокумент5 страницFlorencio Favila III Updated ResumeBibamz SanchezОценок пока нет
- FRP CatalogueДокумент3 страницыFRP CatalogueshankarklОценок пока нет
- As For Boiler PackagesДокумент17 страницAs For Boiler PackagesjkОценок пока нет
- Tricon Cable Ladder - Price ListДокумент6 страницTricon Cable Ladder - Price ListYanuar ZulkarnainОценок пока нет
- Cable LaddersДокумент236 страницCable LaddersAjithОценок пока нет
- Gas Carrier & FLNG - A Great Leap For The Future (Hanjin Heavy Industries)Документ10 страницGas Carrier & FLNG - A Great Leap For The Future (Hanjin Heavy Industries)LelosPinelos123Оценок пока нет
- Seminar On: Flexibilisation of Thermal Power PlantsДокумент4 страницыSeminar On: Flexibilisation of Thermal Power Plantser_sanjaypatelОценок пока нет
- Jan2014 TD Technical Specs - Gadarwara STPPДокумент77 страницJan2014 TD Technical Specs - Gadarwara STPPkumar.arunk6784Оценок пока нет
- Ebara Matrix - Price - ListДокумент6 страницEbara Matrix - Price - ListYurizki LhzОценок пока нет
- Energy CrisesДокумент258 страницEnergy CrisesSyed ZulqarnainОценок пока нет
- Power Sector IndiaДокумент54 страницыPower Sector IndiaIrfanОценок пока нет
- EEP Types and Origins of Substation Fires ArticleДокумент7 страницEEP Types and Origins of Substation Fires ArticleAlbertoKrawczykОценок пока нет
- Balance of PlantДокумент5 страницBalance of PlantshringimaheshОценок пока нет
- HFY3-3125-MEC-MR-0002 - 1 Code-AДокумент31 страницаHFY3-3125-MEC-MR-0002 - 1 Code-AAshraf AbdulredhaОценок пока нет
- Uses and Applications of AmmoniaДокумент5 страницUses and Applications of AmmoniaSohail Asghar100% (2)
- OISD Std-113Документ43 страницыOISD Std-113VASANHF183% (6)
- Low Voltage Switchboard SpecsДокумент8 страницLow Voltage Switchboard SpecsSanjeev Kumar T M100% (1)
- 20TPD Oil Refining Equipment ListДокумент4 страницы20TPD Oil Refining Equipment ListMuhammad aliОценок пока нет
- Purification of CopperДокумент12 страницPurification of CopperAlrazi ArmanОценок пока нет
- Lighing Notes Calculation FinalДокумент4 страницыLighing Notes Calculation FinalRwitika TarafderОценок пока нет
- 2013 en SG LightДокумент56 страниц2013 en SG LightAmit Sarkar100% (1)
- Thermal Power Plant BathindaДокумент58 страницThermal Power Plant Bathindadeepzsohl100% (1)
- Redapt Hazardous Area GuideДокумент11 страницRedapt Hazardous Area GuidekarthipetroОценок пока нет
- Material Safety Data Sheet: Bottom AshДокумент5 страницMaterial Safety Data Sheet: Bottom AshEva Indah100% (1)
- 2014 Nkea PDFДокумент34 страницы2014 Nkea PDFfang skОценок пока нет
- LPG Associated GasДокумент53 страницыLPG Associated Gastaufany99Оценок пока нет
- Economics of Gas-to-Liquids (GTL) Plants: Petroleum Science and EngineeringДокумент9 страницEconomics of Gas-to-Liquids (GTL) Plants: Petroleum Science and Engineeringo_g10Оценок пока нет
- CO2 Recovery TechnologyДокумент12 страницCO2 Recovery Technologyusman_hafeez86Оценок пока нет
- Articles 04Документ16 страницArticles 04Poliana PolyОценок пока нет
- NKEA - EPP5 Jan 2013 PDFДокумент34 страницыNKEA - EPP5 Jan 2013 PDFAnonymous 6LeF37Оценок пока нет
- HFOgasturbine SriLanka PowerGenAsa2010 PDFДокумент24 страницыHFOgasturbine SriLanka PowerGenAsa2010 PDFAmar DAMENEОценок пока нет
- Gia Lai Final PDD Ver 08 16 09 2013Документ55 страницGia Lai Final PDD Ver 08 16 09 2013Thanh NgânОценок пока нет
- Bearing Capacity Factors On The Geotechnical Information WebsiteДокумент2 страницыBearing Capacity Factors On The Geotechnical Information WebsiteAnonymous DJrec2Оценок пока нет
- The Business Model CanvasДокумент1 страницаThe Business Model CanvasAnonymous DJrec2Оценок пока нет
- 117 Excerpts 2004Документ7 страниц117 Excerpts 2004Anonymous DJrec2Оценок пока нет
- Factor of Safety On The Geotechnical Information WebsiteДокумент2 страницыFactor of Safety On The Geotechnical Information WebsiteAnonymous DJrec2Оценок пока нет
- External Friction Angle On The Geotechnical Information WebsiteДокумент2 страницыExternal Friction Angle On The Geotechnical Information WebsiteAnonymous DJrec2100% (1)
- 4 - Technical Specifications For Piling Works - Pile Foundation For Tanks - ParadeepДокумент48 страниц4 - Technical Specifications For Piling Works - Pile Foundation For Tanks - Paradeepvignesh_freeboterОценок пока нет
- Cohesion On The Geotechnical Information WebsiteДокумент2 страницыCohesion On The Geotechnical Information WebsiteAnonymous DJrec2Оценок пока нет
- Accounting Finance For EngineersДокумент16 страницAccounting Finance For EngineersSubashiиy PяabakaяaиОценок пока нет
- Industrial LowbayДокумент8 страницIndustrial LowbayAnonymous DJrec2Оценок пока нет
- Foundation Code 2004Документ64 страницыFoundation Code 2004Patie Zheng100% (2)
- CFD Simulation On CFBC BoilerДокумент6 страницCFD Simulation On CFBC BoilerAnonymous DJrec2Оценок пока нет
- Circulating Fluidized Bed Boiler Development Situation and ProspectsДокумент4 страницыCirculating Fluidized Bed Boiler Development Situation and ProspectsAnonymous DJrec2Оценок пока нет
- Foundation Code 2004Документ64 страницыFoundation Code 2004Patie Zheng100% (2)
- Evolution of Management ThoughtДокумент17 страницEvolution of Management ThoughtAnonymous DJrec2Оценок пока нет
- 0217 PresentationДокумент73 страницы0217 PresentationHector RodriguezОценок пока нет
- Understanding MarketingДокумент5 страницUnderstanding MarketingAnonymous DJrec2Оценок пока нет
- Managing A Safe Work PlaceДокумент3 страницыManaging A Safe Work PlaceAnonymous DJrec2Оценок пока нет
- BEM Code of Ethics - Ir. Yim Hon WaДокумент53 страницыBEM Code of Ethics - Ir. Yim Hon WaAnonymous DJrec2Оценок пока нет
- Accounting Finance For EngineersДокумент16 страницAccounting Finance For EngineersSubashiиy PяabakaяaиОценок пока нет
- Motor Load and Efficiency PDFДокумент16 страницMotor Load and Efficiency PDFwfjerrОценок пока нет
- BEM Code of EthicsДокумент11 страницBEM Code of EthicsAbdul Hakim AbdullahОценок пока нет
- Engineers in Construction Industry - Ir. Choo Kok BengДокумент22 страницыEngineers in Construction Industry - Ir. Choo Kok BengAnonymous DJrec2Оценок пока нет
- Dry-Type Transformers: Codes and Standards Enhancement (CASE) StudyДокумент22 страницыDry-Type Transformers: Codes and Standards Enhancement (CASE) StudyAnonymous DJrec2Оценок пока нет
- HarmonicsДокумент7 страницHarmonicsAnonymous DJrec2Оценок пока нет
- Basics of Power CableДокумент7 страницBasics of Power CableAnonymous DJrec2Оценок пока нет
- Power Amps Efficiency PFДокумент5 страницPower Amps Efficiency PFAnonymous DJrec2Оценок пока нет
- Sportage SL Pen-010112 PDFДокумент1 страницаSportage SL Pen-010112 PDFAnonymous DJrec2Оценок пока нет
- Third Quarter 2016 Investment Outlook: Asset Class SectorДокумент6 страницThird Quarter 2016 Investment Outlook: Asset Class SectorAnonymous DJrec2Оценок пока нет
- CiMB Research Report On REITДокумент6 страницCiMB Research Report On REITAnonymous DJrec2Оценок пока нет
- Se Bro Smart Package en UkДокумент4 страницыSe Bro Smart Package en UkdouvsОценок пока нет
- Green Jobs and Women Workers. Employment, Equity, Equality. (Sustainlabour, 2009)Документ20 страницGreen Jobs and Women Workers. Employment, Equity, Equality. (Sustainlabour, 2009)Sustainlabour- International Labour Foundation for Sustainable DevelopmentОценок пока нет
- Energy Conservation Amendment BillДокумент3 страницыEnergy Conservation Amendment BillAneesh AnandОценок пока нет
- Notes On Natural ResourcesДокумент18 страницNotes On Natural Resourcesarjit KumarОценок пока нет
- Maldives PresentationДокумент26 страницMaldives PresentationADB_SAEN_ProjectsОценок пока нет
- A Report On Renewable Energy in NigeriaДокумент24 страницыA Report On Renewable Energy in NigeriaOsas E Egho100% (2)
- Savon I Us Wind Calculator 7Документ1 страницаSavon I Us Wind Calculator 7Marco NunesОценок пока нет
- Hydrogen Investment ReportДокумент17 страницHydrogen Investment ReportVaibhav Gupta100% (1)
- Norweg PDF+D PPI Presentation OslДокумент23 страницыNorweg PDF+D PPI Presentation OslGus SanchezОценок пока нет
- Non Renewable EnergyДокумент28 страницNon Renewable EnergyTariq KhanОценок пока нет
- Senior Project EEE ETE-498 Research PropДокумент2 страницыSenior Project EEE ETE-498 Research PropkhalifaОценок пока нет
- Parameters of Solar CellДокумент18 страницParameters of Solar Cellraja100% (2)
- Advances in Solar Based Power GenerationДокумент27 страницAdvances in Solar Based Power GenerationSagar ShahОценок пока нет
- SP660 (230 250W)Документ1 страницаSP660 (230 250W)Wildor Cordova SanchezОценок пока нет
- Dynamic Modeling and Simulation of Hybrid Power Systems Based On Renewable EnergyДокумент91 страницаDynamic Modeling and Simulation of Hybrid Power Systems Based On Renewable EnergySai Srinivas100% (1)
- Uniti-: Oro551-Renewable Energy Sources Question Bank Principles of Solar RadiationДокумент7 страницUniti-: Oro551-Renewable Energy Sources Question Bank Principles of Solar RadiationNandakumarОценок пока нет
- Renewable Energy Role and TradingДокумент235 страницRenewable Energy Role and Tradingypchawla50% (2)
- Reserve Power: Res Opzv BatteriesДокумент8 страницReserve Power: Res Opzv BatteriesJayson EnrileОценок пока нет
- PGT Unit 6.1Документ13 страницPGT Unit 6.1Dr. Anand SatputeОценок пока нет
- Total Solar Middle East - Top Solar Company in UAEДокумент10 страницTotal Solar Middle East - Top Solar Company in UAETotal SolarОценок пока нет
- Summer Internship Report Summer Internship Report Summer Internship ReportДокумент92 страницыSummer Internship Report Summer Internship Report Summer Internship ReportsrinОценок пока нет
- Aiddata - Id Year Donor Recipient Aid Data Taken From HereДокумент52 страницыAiddata - Id Year Donor Recipient Aid Data Taken From HereMartin HalomoanОценок пока нет
- Wind TurbinesДокумент18 страницWind Turbinesapi-271021803Оценок пока нет
- Altitude-Azimuth Design For 2 Axis TrackerДокумент6 страницAltitude-Azimuth Design For 2 Axis TrackerMohammed KhalidОценок пока нет
- Research Papers On Solar Cars PDFДокумент5 страницResearch Papers On Solar Cars PDFtog0filih1h2100% (1)
- ESDM - Renewable Energy and Energy Conservation by IGN Wiratmadja PDFДокумент27 страницESDM - Renewable Energy and Energy Conservation by IGN Wiratmadja PDFAryttОценок пока нет
- 50MW Solar Thermal DPRДокумент8 страниц50MW Solar Thermal DPRExergy100% (1)
- Yuan-Kang Wu Jhih-Hao Lin Huei-Jeng LinДокумент13 страницYuan-Kang Wu Jhih-Hao Lin Huei-Jeng LinrdwchyОценок пока нет
- 75765532667Документ283 страницы75765532667Navneet SharmaОценок пока нет
- Annex B 2 - 01 - Kfar Hanasi - FS3V-12°-28 - DUOДокумент1 страницаAnnex B 2 - 01 - Kfar Hanasi - FS3V-12°-28 - DUOmatan dvirОценок пока нет