Вам также может понравиться
- Cement Grinding OPtimizationДокумент13 страницCement Grinding OPtimizationTgemunuОценок пока нет
- Grindability of Commercial Clinkers With High MgO LevelДокумент7 страницGrindability of Commercial Clinkers With High MgO LevelAnonymous NxpnI6jCОценок пока нет
- QUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYДокумент8 страницQUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYVijay BhanОценок пока нет
- 1 - Grinding Media Catalogue PDFДокумент14 страниц1 - Grinding Media Catalogue PDFmahreza189Оценок пока нет
- Costs of Individual Equipment ExplainedPacked towers:C, = 1.7C, + Nf&fC, + CДокумент7 страницCosts of Individual Equipment ExplainedPacked towers:C, = 1.7C, + Nf&fC, + CNishithОценок пока нет
- HASLER Coalvit-400 For Fine CoalДокумент37 страницHASLER Coalvit-400 For Fine CoalĐi Để ĐếnОценок пока нет
- Kiln Operation Is An Art 1671239989Документ9 страницKiln Operation Is An Art 1671239989ROHITОценок пока нет
- Monitoring, Inspection & Evaluation of Ball Cement MillsДокумент6 страницMonitoring, Inspection & Evaluation of Ball Cement MillsMin MCLОценок пока нет
- Energy Efficiency with IKN Pendulum CoolerДокумент28 страницEnergy Efficiency with IKN Pendulum CoolerJunaid MazharОценок пока нет
- Modern Cement Grinding Systems ComparedДокумент14 страницModern Cement Grinding Systems ComparedCao Ngoc AnhОценок пока нет
- Cement grinding and production overviewДокумент9 страницCement grinding and production overviewMob Morphling KurustienОценок пока нет
- Pozzolana Role PDFДокумент36 страницPozzolana Role PDFOsman QaasimОценок пока нет
- Performing A Cement Plant Operations AuditДокумент6 страницPerforming A Cement Plant Operations AuditJa Phe TiОценок пока нет
- Ball Charge Design Methods GuideДокумент12 страницBall Charge Design Methods GuidePaulo VidasОценок пока нет
- CPB Brochure Diaphragms en 2Документ12 страницCPB Brochure Diaphragms en 2ebrahimОценок пока нет
- MarchДокумент70 страницMarchdexter1850Оценок пока нет
- Snowman FormationДокумент1 страницаSnowman FormationKEERTHI INDUSTRIES100% (1)
- Lean Six Sigma Forlean Six Sigma For Cement Processes - CemLean6S Cement Processes - CemLean6SДокумент14 страницLean Six Sigma Forlean Six Sigma For Cement Processes - CemLean6S Cement Processes - CemLean6SIbrahim YucedagОценок пока нет
- Cement Grinding - Cement Plant OptimizationДокумент4 страницыCement Grinding - Cement Plant OptimizationHasan KamalОценок пока нет
- Cement Industry en PDFДокумент12 страницCement Industry en PDFzzhrhfvlОценок пока нет
- Cement Technology Cement Manufacturing: C E M E N T A D D I T I V E SДокумент57 страницCement Technology Cement Manufacturing: C E M E N T A D D I T I V E Sshani5573Оценок пока нет
- Operational Experience From The United States First Vertical Roller Mill For Cement GrindingДокумент4 страницыOperational Experience From The United States First Vertical Roller Mill For Cement GrindingIndra Budhi KurniawanОценок пока нет
- Loesche Overview EN PDFДокумент34 страницыLoesche Overview EN PDFNguyễn Quang Hưng100% (1)
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Документ5 страницVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuОценок пока нет
- Ball Mill GrindingДокумент6 страницBall Mill GrindingShyanu Udeshika WijerathnaОценок пока нет
- Collaboration Cuts Costs and Increases Capacity by 35%: CASE: India Cements Limited, ChilamkurДокумент4 страницыCollaboration Cuts Costs and Increases Capacity by 35%: CASE: India Cements Limited, ChilamkurjmpbarrosОценок пока нет
- Ball-Cement-Mill-Monitoring-Inspection-Evaluation PerformanceДокумент7 страницBall-Cement-Mill-Monitoring-Inspection-Evaluation PerformanceMin MCLОценок пока нет
- Process Technology For Efficient and Sustainable Cement ProductionДокумент10 страницProcess Technology For Efficient and Sustainable Cement ProductionAnonymous NxpnI6jCОценок пока нет
- 03mill SlidesДокумент21 страница03mill SlidesNael El SayyadОценок пока нет
- Preheater Lores PDFДокумент8 страницPreheater Lores PDFamjed_de_enimОценок пока нет
- Pre-Homogenization Factor PDFДокумент6 страницPre-Homogenization Factor PDFAfqan B-v0% (1)
- 04-03-PODFA-Function-Roller Mill QUADROPOL-Hydraulic SystemДокумент16 страниц04-03-PODFA-Function-Roller Mill QUADROPOL-Hydraulic SystemДен СтаднікОценок пока нет
- Rotatory Kiln DesignДокумент11 страницRotatory Kiln DesignMiguel Calabozo AlvaroОценок пока нет
- Per Banding An Desain Fls Pfister FeederДокумент5 страницPer Banding An Desain Fls Pfister Feederde_chemenx2540Оценок пока нет
- Ultra tech Cement Tadipatri Plant OverviewДокумент18 страницUltra tech Cement Tadipatri Plant OverviewAshutosh SinghОценок пока нет
- Rotary Kiln Deformability SimulationДокумент10 страницRotary Kiln Deformability SimulationAmran WiratmaОценок пока нет
- Monitoring and optimizing cement mill performanceДокумент5 страницMonitoring and optimizing cement mill performanceMin MCLОценок пока нет
- Alkali Bypass WHRPP Nov - 11 PDFДокумент18 страницAlkali Bypass WHRPP Nov - 11 PDFNinad Bhave100% (1)
- Magotteaux - XLIFT PaperДокумент11 страницMagotteaux - XLIFT PaperHamed MostafaОценок пока нет
- Life Is Full of Challenges So Be Brave & Face ItДокумент48 страницLife Is Full of Challenges So Be Brave & Face Itrams221209Оценок пока нет
- The Cement Grinding Office: Blaine Specific Surface Area (Cement Density)Документ5 страницThe Cement Grinding Office: Blaine Specific Surface Area (Cement Density)Anonymous XX9Om322lОценок пока нет
- Process Control of LURM MillДокумент6 страницProcess Control of LURM Millimam janiОценок пока нет
- Ball Mill Machine Guide - Less than 40 CharactersДокумент2 страницыBall Mill Machine Guide - Less than 40 Characterspadma26327Оценок пока нет
- How To Measure False Air PDFДокумент3 страницыHow To Measure False Air PDFPrashant Kumar mishraОценок пока нет
- Pressure Relief Device: Machine Manual En-11092.001-FДокумент23 страницыPressure Relief Device: Machine Manual En-11092.001-FRahmat YusufОценок пока нет
- Grinding AidДокумент7 страницGrinding Aidjitendra ojhaОценок пока нет
- Ball Mill OptimiztionДокумент8 страницBall Mill OptimiztionShakil AhmadОценок пока нет
- Lucky Cement - KPIДокумент1 страницаLucky Cement - KPITanha Larka KarachiОценок пока нет
- DOPOL® 90 C-Type Cyclone StageДокумент37 страницDOPOL® 90 C-Type Cyclone StageRahmat YusufОценок пока нет
- Outlet Apparatus: Machine Manual En-23122.102-AДокумент16 страницOutlet Apparatus: Machine Manual En-23122.102-ARahmat YusufОценок пока нет
- Simulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesДокумент8 страницSimulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesNael100% (1)
- Instruction For Filling Up The Form-Sb & Keeping Records and Information For Verification ProcessДокумент57 страницInstruction For Filling Up The Form-Sb & Keeping Records and Information For Verification ProcessBùi Hắc HảiОценок пока нет
- MC V0 B000 TOC v7 0 1 PDFДокумент171 страницаMC V0 B000 TOC v7 0 1 PDFcassindrome100% (2)
- DOPOL® 90 Cyclone Stage Type B-CCДокумент35 страницDOPOL® 90 Cyclone Stage Type B-CCRahmat HidayatОценок пока нет
- Tube Mill NoteДокумент6 страницTube Mill Notevvijaybhan100% (1)
- Effect of High Pressure Grinding Rolls On Comminution Circuit DesignsДокумент4 страницыEffect of High Pressure Grinding Rolls On Comminution Circuit DesignstapanteОценок пока нет
- Effect of Circulating Load and Sieve Size on Bond Work IndexДокумент3 страницыEffect of Circulating Load and Sieve Size on Bond Work Indextintusekhar100% (1)
- Ball Milling ThesisДокумент6 страницBall Milling Thesislaurenheardjackson100% (1)
- Analysis of Coal Mill OperationДокумент16 страницAnalysis of Coal Mill OperationAnonymous knICaxОценок пока нет
- Rod and ball mill sizing using Bond Work IndexДокумент5 страницRod and ball mill sizing using Bond Work IndexzicoОценок пока нет
- StructureДокумент8 страницStructureSubhransu Sekhar SahooОценок пока нет
- Selected Article: The LA-300 Particle Size Distribution AnalyzerДокумент5 страницSelected Article: The LA-300 Particle Size Distribution AnalyzerSubhransu Sekhar SahooОценок пока нет
- Why Is The Bond Ball Mill Grindability Test Done The Way It Is Done?Документ6 страницWhy Is The Bond Ball Mill Grindability Test Done The Way It Is Done?Fernando TorresОценок пока нет
- Method of Removing Carbon From Fly AshДокумент6 страницMethod of Removing Carbon From Fly AshSubhransu Sekhar SahooОценок пока нет
- Use of Hard Coal Fines As Reduction Agent in Smelting Reduction Processes Through BriquettingДокумент10 страницUse of Hard Coal Fines As Reduction Agent in Smelting Reduction Processes Through BriquettingSubhransu Sekhar SahooОценок пока нет
- Is.1493.1959-Chemical Analysis of Iron OreДокумент51 страницаIs.1493.1959-Chemical Analysis of Iron OreSubhransu Sekhar Sahoo100% (1)
- Chlorine in Coal A ReviewДокумент18 страницChlorine in Coal A ReviewSubhransu Sekhar SahooОценок пока нет
- Structural Changes in Reactivity of HematiteДокумент9 страницStructural Changes in Reactivity of HematiteSubhransu Sekhar SahooОценок пока нет
- Hydration of CFBC FlyashДокумент6 страницHydration of CFBC FlyashSubhransu Sekhar SahooОценок пока нет
- Bench Scale TriboelectrostaticДокумент38 страницBench Scale TriboelectrostaticSubhransu Sekhar SahooОценок пока нет
- Optimum Choice of The Make-Up Ball Sizes For Maximum Throughput in Ball MillsДокумент10 страницOptimum Choice of The Make-Up Ball Sizes For Maximum Throughput in Ball MillsSubhransu Sekhar SahooОценок пока нет
- Is 2686 (1977) - Cinder As Fine Aggregates For Use in Lime ConcreteДокумент14 страницIs 2686 (1977) - Cinder As Fine Aggregates For Use in Lime ConcreteSubhransu Sekhar SahooОценок пока нет
- Recycling of Steel Plant Wastes Through CorexДокумент1 страницаRecycling of Steel Plant Wastes Through CorexSubhransu Sekhar SahooОценок пока нет
- Optimised Ball Size DistributionДокумент4 страницыOptimised Ball Size DistributionSubhransu Sekhar Sahoo100% (1)
- History Class6 TN BoardДокумент53 страницыHistory Class6 TN BoardPragun JhaОценок пока нет
- Bond F.C., 1961. Crushing and Grinding CalculationsДокумент17 страницBond F.C., 1961. Crushing and Grinding Calculationsitapui86% (7)
- Coal Gas PDFДокумент941 страницаCoal Gas PDFSubhransu Sekhar SahooОценок пока нет
- CrushingandscreeningpresentationДокумент254 страницыCrushingandscreeningpresentationSubhransu Sekhar SahooОценок пока нет
- History Class6 TN BoardДокумент53 страницыHistory Class6 TN BoardPragun JhaОценок пока нет
- Alternate Approaches To Recover ZirconДокумент11 страницAlternate Approaches To Recover ZirconSubhransu Sekhar SahooОценок пока нет
- Clocks and CalenderДокумент7 страницClocks and CalenderKshitiz AgarwalОценок пока нет
- Volume ComputationДокумент4 страницыVolume ComputationJackiee1983Оценок пока нет
- Bending (Metalworking) : ProcessДокумент9 страницBending (Metalworking) : ProcessSubhransu Sekhar SahooОценок пока нет
- Haryana Retial GarmentsДокумент8 страницHaryana Retial Garmentssudesh.samastОценок пока нет
- CAP Regulation 20-1 - 05/29/2000Документ47 страницCAP Regulation 20-1 - 05/29/2000CAP History LibraryОценок пока нет
- Eritrea and Ethiopia Beyond The Impasse PDFДокумент12 страницEritrea and Ethiopia Beyond The Impasse PDFThe Ethiopian AffairОценок пока нет
- Bancassurance Black Book Rahul 777-2Документ62 страницыBancassurance Black Book Rahul 777-2Shubham ShahОценок пока нет
- Model S-20 High Performance Pressure Transmitter For General Industrial ApplicationsДокумент15 страницModel S-20 High Performance Pressure Transmitter For General Industrial ApplicationsIndra PutraОценок пока нет
- Miniature Circuit Breaker - Acti9 Ic60 - A9F54110Документ2 страницыMiniature Circuit Breaker - Acti9 Ic60 - A9F54110Gokul VenugopalОценок пока нет
- Conversion of Units of Temperature - Wikipedia, The Free Encyclopedia PDFДокумент7 страницConversion of Units of Temperature - Wikipedia, The Free Encyclopedia PDFrizal123Оценок пока нет
- 1.1 Introduction To Networks - Networks Affect Our LivesДокумент2 страницы1.1 Introduction To Networks - Networks Affect Our LivesCristian MoralesОценок пока нет
- Excavator Loading To Truck TrailerДокумент12 страницExcavator Loading To Truck TrailerThy RonОценок пока нет
- Continuation in Auditing OverviewДокумент21 страницаContinuation in Auditing OverviewJayОценок пока нет
- ABS Rules for Steel Vessels Under 90mДокумент91 страницаABS Rules for Steel Vessels Under 90mGean Antonny Gamarra DamianОценок пока нет
- CST Jabber 11.0 Lab GuideДокумент257 страницCST Jabber 11.0 Lab GuideHải Nguyễn ThanhОценок пока нет
- Sapkale Sandspit 2020Документ5 страницSapkale Sandspit 2020jbs_geoОценок пока нет
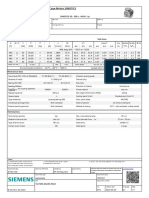
- 1LE1503-2AA43-4AA4 Datasheet enДокумент1 страница1LE1503-2AA43-4AA4 Datasheet enAndrei LupuОценок пока нет
- Tata Chemicals Yearly Reports 2019 20Документ340 страницTata Chemicals Yearly Reports 2019 20AkchikaОценок пока нет
- 2.8 V6 5V (Aha & Atq)Документ200 страниц2.8 V6 5V (Aha & Atq)Vladimir Socin ShakhbazyanОценок пока нет
- Keya PandeyДокумент15 страницKeya Pandeykeya pandeyОценок пока нет
- 2022 Product Catalog WebДокумент100 страниц2022 Product Catalog WebEdinson Reyes ValderramaОценок пока нет
- Ice Cream Cost Benefit AnalysisДокумент12 страницIce Cream Cost Benefit AnalysischarlotteОценок пока нет
- Portable dual-input thermometer with RS232 connectivityДокумент2 страницыPortable dual-input thermometer with RS232 connectivityTaha OpedОценок пока нет
- Difference Between OS1 and OS2 Single Mode Fiber Cable - Fiber Optic Cabling SolutionsДокумент2 страницыDifference Between OS1 and OS2 Single Mode Fiber Cable - Fiber Optic Cabling SolutionsDharma Teja TanetiОценок пока нет
- Haul Cables and Care For InfrastructureДокумент11 страницHaul Cables and Care For InfrastructureSathiyaseelan VelayuthamОценок пока нет
- Part I-Final Report On Soil InvestigationДокумент16 страницPart I-Final Report On Soil InvestigationmangjuhaiОценок пока нет
- Chapter 1 Qus OnlyДокумент28 страницChapter 1 Qus OnlySaksharОценок пока нет
- Super Flexible, Super Fast, Super Value: Gigabit PTMP Client and PTP With Modular AntennasДокумент5 страницSuper Flexible, Super Fast, Super Value: Gigabit PTMP Client and PTP With Modular AntennasAbdallaОценок пока нет
- A320 Normal ProceduresДокумент40 страницA320 Normal ProceduresRajesh KumarОценок пока нет
- CSEC IT Fundamentals of Hardware and SoftwareДокумент2 страницыCSEC IT Fundamentals of Hardware and SoftwareR.D. Khan100% (1)
- Lorilie Muring ResumeДокумент1 страницаLorilie Muring ResumeEzekiel Jake Del MundoОценок пока нет
- QSK45 60 oil change intervalДокумент35 страницQSK45 60 oil change intervalHingga Setiawan Bin SuhadiОценок пока нет
- Yamaha Nmax 155 - To Turn The Vehicle Power OffДокумент1 страницаYamaha Nmax 155 - To Turn The Vehicle Power Offmotley crewzОценок пока нет