Вам также может понравиться
- Auditing Registered Starting Material ManufacturersДокумент23 страницыAuditing Registered Starting Material ManufacturersAl RammohanОценок пока нет
- Guideline Supplier Qualification - Dec09FINALДокумент34 страницыGuideline Supplier Qualification - Dec09FINALsksingh82100% (3)
- Guideline Supplier Qualification - Dec09FINALДокумент34 страницыGuideline Supplier Qualification - Dec09FINALbach2007Оценок пока нет
- Guideline Supplier Qualification - Dec09FINALДокумент35 страницGuideline Supplier Qualification - Dec09FINALflongОценок пока нет
- IJPR1303238Документ18 страницIJPR1303238yaminiaravindОценок пока нет
- Change Management: Common Failures and A Checklist For ImprovementДокумент5 страницChange Management: Common Failures and A Checklist For ImprovementPerry BurtonОценок пока нет
- WHO guidelines on quality risk managementДокумент32 страницыWHO guidelines on quality risk managementanandhra2010Оценок пока нет
- GMP and Regulations: Good Manufacturing PracticeДокумент10 страницGMP and Regulations: Good Manufacturing PracticeCelia Caroline Neves Faria de SousaОценок пока нет
- API SM Part 1Документ7 страницAPI SM Part 1Ronaldo JanglinОценок пока нет
- Quality Risk Management and The Draft Annex 1 Revision - What To ExpectДокумент6 страницQuality Risk Management and The Draft Annex 1 Revision - What To ExpectGovindaRajulaReddy M.VОценок пока нет
- Supplier Qualification Guideline APICДокумент34 страницыSupplier Qualification Guideline APICnataarajan praveenОценок пока нет
- Cleaning Validation Guidelines - A Complete ListДокумент11 страницCleaning Validation Guidelines - A Complete ListSanjay SharmaОценок пока нет
- Risk Assessment in Automated Manufacturing Practices 2Документ0 страницRisk Assessment in Automated Manufacturing Practices 2venki_beeОценок пока нет
- Pharmaceutical Quality SystemДокумент8 страницPharmaceutical Quality SystemRainMan75Оценок пока нет
- X-Ray GuidelinesДокумент76 страницX-Ray GuidelinesanggabianzОценок пока нет
- EU-GMP.2014 - Annex - 20 (Quality Risk Management)Документ25 страницEU-GMP.2014 - Annex - 20 (Quality Risk Management)bvsc77035Оценок пока нет
- 4 Key Considerations When Engaging A New GMP Contract Service ProviderДокумент5 страниц4 Key Considerations When Engaging A New GMP Contract Service ProviderMina Maher MikhailОценок пока нет
- Technical Guide Change ControlДокумент42 страницыTechnical Guide Change Controltito1628Оценок пока нет
- White Paper - Regulatoy ComplianceДокумент14 страницWhite Paper - Regulatoy ComplianceMinh LêОценок пока нет
- Smart Review of Marketing Authorisation Applications and Product Lifecycle Management: Future and ChallengesДокумент8 страницSmart Review of Marketing Authorisation Applications and Product Lifecycle Management: Future and ChallengesRAPPORTS DE PHARMACIEОценок пока нет
- Quality Risk Management SopДокумент9 страницQuality Risk Management Sopselinasimpson1301100% (1)
- Future-Proofing Pharmaceutical Analytical Method Development With An AQbD ApproachДокумент6 страницFuture-Proofing Pharmaceutical Analytical Method Development With An AQbD ApproachrbmoureОценок пока нет
- GXP Compliance in Pharmaceutical Industry PDFДокумент6 страницGXP Compliance in Pharmaceutical Industry PDFGyana SahooОценок пока нет
- Guidance for Qualification & Management of Contract Quality Control LaboratoriesДокумент22 страницыGuidance for Qualification & Management of Contract Quality Control Laboratoriesnsk79in@gmail.com100% (1)
- Lighthouse Environmental Monitoring Systems and Regulatory ComplianceДокумент40 страницLighthouse Environmental Monitoring Systems and Regulatory ComplianceHasni MoezОценок пока нет
- Compliance Program Guidance Manual Chapter - 45 Biological Drug Products Inspection of Biological Drug Products (CBER) 7345.848Документ57 страницCompliance Program Guidance Manual Chapter - 45 Biological Drug Products Inspection of Biological Drug Products (CBER) 7345.848ana_mondekarОценок пока нет
- State of Total Quality Management in Pharmaceutical Industry Literature ReviewДокумент4 страницыState of Total Quality Management in Pharmaceutical Industry Literature ReviewwoeatlrifОценок пока нет
- Developing a Control Strategy Model for Pharmaceutical QualityДокумент10 страницDeveloping a Control Strategy Model for Pharmaceutical QualitypakdekroОценок пока нет
- Avoiding Errors With The Batch Release ProcessДокумент11 страницAvoiding Errors With The Batch Release ProcessAnthony CollierОценок пока нет
- Applying ICH Q8 (R2), Q9, and Q10 Principles To CMC ReviewДокумент5 страницApplying ICH Q8 (R2), Q9, and Q10 Principles To CMC Reviewvg_vvgОценок пока нет
- Guideline Supplier QualificationДокумент21 страницаGuideline Supplier QualificationHamid HamidОценок пока нет
- CXG - 021e CRITERII MICROBIOLOGICE PDFДокумент4 страницыCXG - 021e CRITERII MICROBIOLOGICE PDFdorinutza280Оценок пока нет
- Why Are Cgmps So Important?Документ13 страницWhy Are Cgmps So Important?Adeliza MortallaОценок пока нет
- Contamination - Control - in - and - Out - of - The - Cleanroom - Full - ArticleДокумент3 страницыContamination - Control - in - and - Out - of - The - Cleanroom - Full - ArticlesigalrusОценок пока нет
- 7.01 CAMs QSE Dec13 v2 1Документ48 страниц7.01 CAMs QSE Dec13 v2 1dutoitlouwОценок пока нет
- Ensure Medical Device Quality with FDA QSR RegulationsДокумент4 страницыEnsure Medical Device Quality with FDA QSR Regulationscamohunter71Оценок пока нет
- Lecture 5 - 6 & 7 - 2022-1Документ20 страницLecture 5 - 6 & 7 - 2022-1Koki KingОценок пока нет
- 2.10 Risk-Based Qualification For The 21st CenturyДокумент7 страниц2.10 Risk-Based Qualification For The 21st CenturyJorge Humberto HerreraОценок пока нет
- Experiment No. Title Date 1: Definition of Good Pharmacy PracticeДокумент457 страницExperiment No. Title Date 1: Definition of Good Pharmacy Practice10 Adarsh GuptaОценок пока нет
- Method Qualification vs. Validation - What is Required for Clinical Trial MaterialsДокумент3 страницыMethod Qualification vs. Validation - What is Required for Clinical Trial MaterialsAntónio FerreiraОценок пока нет
- The FDA and Worldwide Current Good Manufacturing Practices and Quality System Requirements Guidebook for Finished PharmaceuticalsОт EverandThe FDA and Worldwide Current Good Manufacturing Practices and Quality System Requirements Guidebook for Finished PharmaceuticalsОценок пока нет
- Quality System Regulation OverviewДокумент4 страницыQuality System Regulation OverviewNathan GoodpastureОценок пока нет
- Anatomy of ContaminationControlДокумент19 страницAnatomy of ContaminationControlVinay PatelОценок пока нет
- CA2 Leupron Ans KunalДокумент12 страницCA2 Leupron Ans Kunalvaishanavib2000Оценок пока нет
- 24 IM Review Est DataДокумент7 страниц24 IM Review Est DataNader SedighiОценок пока нет
- File-Download Environmental MonitoringДокумент8 страницFile-Download Environmental Monitoringppremala86Оценок пока нет
- Process Safety ManagementДокумент28 страницProcess Safety ManagementIndranil Hatua100% (13)
- Aksu 2019 Chapter 2Документ23 страницыAksu 2019 Chapter 2Angel GarciaОценок пока нет
- The Quality System Regulation FlexibilityДокумент6 страницThe Quality System Regulation Flexibilitytrungthanhnguyen_83Оценок пока нет
- Good Manufacturing Practices (GMP)Документ5 страницGood Manufacturing Practices (GMP)sai vaibhavОценок пока нет
- Quality Manual TemplateДокумент34 страницыQuality Manual Templatesakib445100% (3)
- Michigan - October 30 2019 Guidance - Medical - FINAL.TESTING - GUIDE - 634575 - 7-UnlockedДокумент33 страницыMichigan - October 30 2019 Guidance - Medical - FINAL.TESTING - GUIDE - 634575 - 7-UnlockedadamscavoneОценок пока нет
- FP5007 Sop GMP 1Документ32 страницыFP5007 Sop GMP 1silvanaanggraeniОценок пока нет
- 9437 Risk-Based-El WebДокумент5 страниц9437 Risk-Based-El WebRavi KanthОценок пока нет
- Manual of Policies and Procedures Center For Drug Evaluation and Research MAPP 5017.2 Rev. 1Документ10 страницManual of Policies and Procedures Center For Drug Evaluation and Research MAPP 5017.2 Rev. 1Md. Yousuf BhuiyanОценок пока нет
- Regulatory Affairs in Biotech IndustryДокумент29 страницRegulatory Affairs in Biotech IndustryG.Bhavana 4GM20BT018Оценок пока нет
- Pharmaceutical Quality Management System (QMS) Questions and AnswersОт EverandPharmaceutical Quality Management System (QMS) Questions and AnswersОценок пока нет
- GMP in Pharmaceutical Industry: Global cGMP & Regulatory ExpectationsОт EverandGMP in Pharmaceutical Industry: Global cGMP & Regulatory ExpectationsРейтинг: 5 из 5 звезд5/5 (2)
- The FDA and Worldwide Quality System Requirements Guidebook for Medical DevicesОт EverandThe FDA and Worldwide Quality System Requirements Guidebook for Medical DevicesОценок пока нет
- Appendix 2 Compulsory Exercises Aerial Hoop 2018 EngДокумент28 страницAppendix 2 Compulsory Exercises Aerial Hoop 2018 Engtito1628100% (1)
- The Aerial Sling Manual: Prev Iew Prev IewДокумент13 страницThe Aerial Sling Manual: Prev Iew Prev Iewtito1628100% (1)
- Book For PharmaceuticalsДокумент63 страницыBook For PharmaceuticalsPentesh NingaramainaОценок пока нет
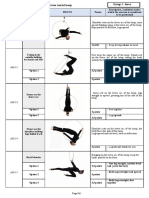
- Aerial Silks Exercises Group I Force MovesДокумент23 страницыAerial Silks Exercises Group I Force Movestito1628100% (6)
- Aerial Yoga Manual 2018 Third Edition AДокумент156 страницAerial Yoga Manual 2018 Third Edition Atito1628100% (8)
- HACCP en Drogas AnticancerДокумент7 страницHACCP en Drogas Anticancertito1628Оценок пока нет
- Aerial Yoga Manual 2018 Third Edition AДокумент156 страницAerial Yoga Manual 2018 Third Edition Atito1628100% (8)
- Rings One Manual Ebook PDFДокумент87 страницRings One Manual Ebook PDFAarif Akbari67% (3)
- Alberto Villoldo Book PDFДокумент120 страницAlberto Villoldo Book PDFtito1628100% (3)
- Shamal 1206Документ134 страницыShamal 1206tito1628Оценок пока нет
- The Aerial Sling Manual: Prev Iew Prev IewДокумент13 страницThe Aerial Sling Manual: Prev Iew Prev Iewtito1628100% (1)
- Skinfold Sume Referencee Valuese For Tope AthletesДокумент7 страницSkinfold Sume Referencee Valuese For Tope Athletestito1628Оценок пока нет
- EffectivenessofTrainingArthur Etal PDFДокумент12 страницEffectivenessofTrainingArthur Etal PDFIrene KangОценок пока нет
- Analisis de RiesgoДокумент1 страницаAnalisis de Riesgotito1628Оценок пока нет
- Tutorial AnillasДокумент40 страницTutorial Anillastito1628Оценок пока нет
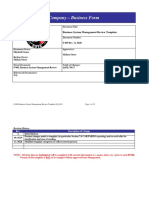
- Business System ReviewДокумент12 страницBusiness System Reviewtito1628Оценок пока нет
- FMEA - A Guide For Continuous ImprovementДокумент36 страницFMEA - A Guide For Continuous Improvementvipin_chaudhary100% (1)
- Workshop 2 Spanish FDA RequirementsДокумент29 страницWorkshop 2 Spanish FDA Requirementstito1628Оценок пока нет
- Handouts - GMP Workshop 27-28 Feb 2014Документ76 страницHandouts - GMP Workshop 27-28 Feb 2014tito1628Оценок пока нет
- FDA Guidance - Submission of CMC Info For RDDPs and MAbsДокумент30 страницFDA Guidance - Submission of CMC Info For RDDPs and MAbsNelson Alejandro FierroОценок пока нет
- Celex 52015XC0321 (02) enДокумент4 страницыCelex 52015XC0321 (02) entito1628Оценок пока нет
- Lynne EnsorДокумент32 страницыLynne Ensortito1628Оценок пока нет
- CCP - en European CTD PDFДокумент7 страницCCP - en European CTD PDFtito1628Оценок пока нет
- CCP - en European CTD PDFДокумент7 страницCCP - en European CTD PDFtito1628Оценок пока нет
- S3 Guo Sherry Temperature ExcursionДокумент51 страницаS3 Guo Sherry Temperature Excursiondian fitri anandaОценок пока нет
- Optimized Interval Training ProtocolДокумент6 страницOptimized Interval Training Protocoltito1628Оценок пока нет
- The Formalized Risk Assessment For Excipients - GenialДокумент22 страницыThe Formalized Risk Assessment For Excipients - Genialtito1628Оценок пока нет
- 1-5 Equipment QualificationДокумент47 страниц1-5 Equipment QualificationSandip NajanОценок пока нет
- A Historical View of Human Resource ManagementДокумент12 страницA Historical View of Human Resource Managementtito1628Оценок пока нет
- Audit and EnforcementДокумент684 страницыAudit and EnforcementmoparthiОценок пока нет
- Chapter 76 - Engine Controls: BHT-206L4-MM-9Документ22 страницыChapter 76 - Engine Controls: BHT-206L4-MM-9Raisa RabeyaОценок пока нет
- SIT 6404 57th Ave Report - Final052913Документ301 страницаSIT 6404 57th Ave Report - Final052913epraetorianОценок пока нет
- Setting Up A Virtual Switch For A HyperДокумент5 страницSetting Up A Virtual Switch For A Hyperaleksandar71Оценок пока нет
- Definition of Terms (Fire Code of The Philippines)Документ9 страницDefinition of Terms (Fire Code of The Philippines)broomer27Оценок пока нет
- Electricity Markets and Renewable GenerationДокумент326 страницElectricity Markets and Renewable GenerationElimar RojasОценок пока нет
- Latest On LNG Liquefaction and Re-Gasification Technology: FLNG RouteДокумент3 страницыLatest On LNG Liquefaction and Re-Gasification Technology: FLNG RouteUJJWALОценок пока нет
- Deposit SlipДокумент1 страницаDeposit SlipMansoor RaoОценок пока нет
- Tcs Employment Application Form: Basic DetailsДокумент6 страницTcs Employment Application Form: Basic DetailsRakesh Reddy GeetlaОценок пока нет
- Michael Haid Four Key HR Practices That Drive RetentionДокумент6 страницMichael Haid Four Key HR Practices That Drive RetentionBiswajit SikdarОценок пока нет
- TL594 Pulse-Width-Modulation Control Circuit: 1 Features 3 DescriptionДокумент33 страницыTL594 Pulse-Width-Modulation Control Circuit: 1 Features 3 Descriptionاحمد زغارىОценок пока нет
- SENSOR and Signal Processing UnitДокумент57 страницSENSOR and Signal Processing UnitRohit Ghulanavar100% (1)
- Case Study Biomaterials Selection For A Joint ReplacementДокумент8 страницCase Study Biomaterials Selection For A Joint ReplacementBjarne Van haegenbergОценок пока нет
- Division 8 Doors and Windows: Group 3Документ22 страницыDivision 8 Doors and Windows: Group 3Alen Ybanez100% (2)
- Tikaria Expansion Project, ACC Daily Checklist For SlipformДокумент2 страницыTikaria Expansion Project, ACC Daily Checklist For SlipformRaju100% (1)
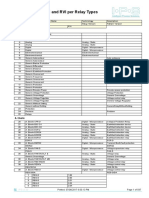
- IPS-ENERGY - Available Relay ModelsДокумент597 страницIPS-ENERGY - Available Relay Modelsbrahim100% (2)
- Commercial Dispatch Eedition 7-10-19Документ16 страницCommercial Dispatch Eedition 7-10-19The DispatchОценок пока нет
- Narrative Report - Food Safety and SanitationДокумент4 страницыNarrative Report - Food Safety and SanitationMarjorie Dela CruzОценок пока нет
- Overfishing and Fish Stock DepletionДокумент8 страницOverfishing and Fish Stock DepletionTiger SonОценок пока нет
- US V RuizДокумент2 страницыUS V RuizCristelle Elaine ColleraОценок пока нет
- Class Notes LUCT-updatedДокумент56 страницClass Notes LUCT-updatedYousef AzhariОценок пока нет
- XCMG ZL50GN 手册Документ6 страницXCMG ZL50GN 手册Lisa XiaoОценок пока нет
- Uy Vs Gonzales DigestДокумент2 страницыUy Vs Gonzales DigestFrancis De CastroОценок пока нет
- Microsoft Word Shortcut KeysДокумент3 страницыMicrosoft Word Shortcut KeysRaghavendra yadav KMОценок пока нет
- Practice SetclozetestДокумент48 страницPractice SetclozetestLia TouskaОценок пока нет
- Synopsis NДокумент9 страницSynopsis NAnonymous g7uPednIОценок пока нет
- ECC Chemical Process Pumps GuideДокумент84 страницыECC Chemical Process Pumps GuideIwan KurniawanОценок пока нет
- Beumer HD Gurtbecherwerk GBДокумент8 страницBeumer HD Gurtbecherwerk GBrimarima2barОценок пока нет
- Electric Bike ReportДокумент33 страницыElectric Bike ReportGautham M A100% (1)
- EN - 1.2 Introduction To Entrepreneurship TestДокумент4 страницыEN - 1.2 Introduction To Entrepreneurship TestMichelle LiwagОценок пока нет