Вам также может понравиться
- Gas Natural PDFДокумент10 страницGas Natural PDFCristian Andres Muñoz AguilarОценок пока нет
- Coal Gasification Using AspenДокумент6 страницCoal Gasification Using AspenTaniadi Suria100% (1)
- Normal OperationДокумент15 страницNormal OperationRaiAsifnawazОценок пока нет
- Belajar Buat IncenerasiДокумент28 страницBelajar Buat IncenerasiIgri Septian Risky DiaanОценок пока нет
- Skripsi UI Fischer TropschДокумент17 страницSkripsi UI Fischer Tropschaisyahzafira26Оценок пока нет
- Natural Gas CombustionДокумент10 страницNatural Gas CombustionLakshmi Pathi BojjaОценок пока нет
- 1.4 Natural Gas CombustionДокумент11 страниц1.4 Natural Gas Combustionnoorul786Оценок пока нет
- Ombustion AND AFE Urnace Perations: C S F OДокумент79 страницOmbustion AND AFE Urnace Perations: C S F OTruth Seeker100% (1)
- Chapter 1 2 RaisДокумент9 страницChapter 1 2 RaisirviirviОценок пока нет
- Biomass GasificationДокумент25 страницBiomass GasificationlucabenedettiОценок пока нет
- Environmental Impact and Forecast of Pollutants From Coke Oven Gas and Natural Gas CombustionДокумент4 страницыEnvironmental Impact and Forecast of Pollutants From Coke Oven Gas and Natural Gas CombustionIJERDОценок пока нет
- Lecture F13Документ12 страницLecture F13Shakeel AhmadОценок пока нет
- In - Situ CombustionДокумент21 страницаIn - Situ Combustionحسين رامي كريم A 12Оценок пока нет
- m4l27 PDFДокумент9 страницm4l27 PDFPappu SahОценок пока нет
- 21Документ10 страниц21Ashwani KansaraОценок пока нет
- Theory of CombustionДокумент19 страницTheory of CombustionDevendra Singh DhakreyОценок пока нет
- Thermal Oxidation For VOC Control: 13.1 Combustion BasicsДокумент17 страницThermal Oxidation For VOC Control: 13.1 Combustion Basicsdardocapo100% (1)
- Fischer-Tropsch ProcessДокумент5 страницFischer-Tropsch ProcessBilal Arif100% (1)
- Epm 6Документ15 страницEpm 6Lubulwer DouglasОценок пока нет
- Electric Arc FurnaceДокумент14 страницElectric Arc Furnacepravinchavan79Оценок пока нет
- Combustion FundamentalsДокумент40 страницCombustion Fundamentalsbinu vaОценок пока нет
- FCC MANUAL 5-Catalyst RegenerationДокумент10 страницFCC MANUAL 5-Catalyst RegenerationSrinivas MoturiОценок пока нет
- MET 49 2 79 82 TerpakДокумент4 страницыMET 49 2 79 82 Terpaknaser hasan fauziОценок пока нет
- Unit - Iii Engine Exhaust Emission ControlДокумент46 страницUnit - Iii Engine Exhaust Emission ControlMichael ButlerОценок пока нет
- Motors in Chemical Eng.Документ6 страницMotors in Chemical Eng.Guillermo CúmezОценок пока нет
- Unit-2 (Gasification) PDFДокумент27 страницUnit-2 (Gasification) PDFMalli ReddyОценок пока нет
- Fischer Tropsch - Process 2Документ14 страницFischer Tropsch - Process 2bryan lillibridgeОценок пока нет
- Ammonia PlantДокумент10 страницAmmonia PlantHemal Patel Sam100% (3)
- Boiler DesignJuly 2010Документ44 страницыBoiler DesignJuly 2010dheerumgiОценок пока нет
- Combustion and Heat Transfer by G. Subhash ReddyДокумент5 страницCombustion and Heat Transfer by G. Subhash ReddySomarouthu HarimuraliОценок пока нет
- 2.2 Sewage Sludge IncinerationДокумент53 страницы2.2 Sewage Sludge IncinerationTaufik Abdillah Natsir100% (1)
- Combustion Fundamental PDFДокумент33 страницыCombustion Fundamental PDFmahreza189Оценок пока нет
- Gaseous Fuels: 朱信 Hsin Chu Professor Dept. of Environmental Engineering National Cheng Kung UniversityДокумент52 страницыGaseous Fuels: 朱信 Hsin Chu Professor Dept. of Environmental Engineering National Cheng Kung UniversityvictorОценок пока нет
- 2.0 Combustion Source and Pollutant DescriptionsДокумент4 страницы2.0 Combustion Source and Pollutant DescriptionshariprakavОценок пока нет
- Boiler Combustion AnalysisДокумент4 страницыBoiler Combustion AnalysisDha'z SuiiciderzОценок пока нет
- BustionДокумент27 страницBustion2020828108Оценок пока нет
- Full Report RQL CombustorДокумент20 страницFull Report RQL CombustorSiti Fatimah AmmarahОценок пока нет
- An Experimental Investigation of A Flue GasДокумент9 страницAn Experimental Investigation of A Flue GasmichaelОценок пока нет
- 8-Clean Combustion TechnologiesДокумент58 страниц8-Clean Combustion TechnologiesNomaan AsimОценок пока нет
- Combustion in Cement KilnДокумент20 страницCombustion in Cement KilnLe HoangОценок пока нет
- Combustion Principles and ControlДокумент32 страницыCombustion Principles and ControlThalia de la FuenteОценок пока нет
- 19 Combustion of Solid FuelsДокумент30 страниц19 Combustion of Solid FuelsRameshkumar RОценок пока нет
- Sulfuric Acid ConverterДокумент8 страницSulfuric Acid ConverterchikukotwalОценок пока нет
- Hydrogen Gas Production by Partial OxidaДокумент69 страницHydrogen Gas Production by Partial OxidaChinwuba Samuel EbukaОценок пока нет
- Use and Importance of Furnaces in Oil RefineriesДокумент6 страницUse and Importance of Furnaces in Oil RefineriesMusa KaleemОценок пока нет
- Black Liquor Incineration - Process, Chemistry and Ash Fusion Characteristics-By AjДокумент41 страницаBlack Liquor Incineration - Process, Chemistry and Ash Fusion Characteristics-By AjAnkit Jain100% (2)
- Accidente en Union Carbide Seadrift TexasДокумент28 страницAccidente en Union Carbide Seadrift TexasKirlainPaulinoОценок пока нет
- Flue Gas AnalysisДокумент41 страницаFlue Gas AnalysisKingrad1100% (1)
- Epri - Ap 4257 SR B 10Документ26 страницEpri - Ap 4257 SR B 10Darel Muhammad KamilОценок пока нет
- TP PC 11 02Документ16 страницTP PC 11 02Khoirul Walad100% (1)
- Ammonia Process InformationДокумент4 страницыAmmonia Process InformationRishikesh AwaleОценок пока нет
- Design, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed CombustionДокумент9 страницDesign, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed Combustionapi-3799861Оценок пока нет
- 208 1132 1 PB PDFДокумент9 страниц208 1132 1 PB PDFOnCo TallaОценок пока нет
- Combustion in Porous Media : BY Prof. Dr. Mohammed Hamdan & Eng. Nabeel Abo ShabanДокумент22 страницыCombustion in Porous Media : BY Prof. Dr. Mohammed Hamdan & Eng. Nabeel Abo ShabanDamy ManesiОценок пока нет
- Gasification-Producer Gas - and SyngasДокумент8 страницGasification-Producer Gas - and SyngasKVV100% (1)
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"От EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Оценок пока нет
- Water Vapor, Not Carbon Dioxide, Is Major Contributor to the Earth's Greenhouse Effect: Putting the Kibosh on Global Warming AlarmistsОт EverandWater Vapor, Not Carbon Dioxide, Is Major Contributor to the Earth's Greenhouse Effect: Putting the Kibosh on Global Warming AlarmistsОценок пока нет
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementОт EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementОценок пока нет
- Learning Module No. 4 - Aircraft Air Conditioning and Pressurization SystemДокумент36 страницLearning Module No. 4 - Aircraft Air Conditioning and Pressurization SystemDavidSamsonОценок пока нет
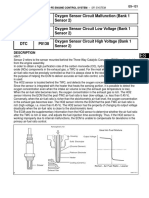
- HO2 Sensor InfoДокумент24 страницыHO2 Sensor InfoÇağrı SivrikayaОценок пока нет
- Operation ManualДокумент81 страницаOperation ManualHalilintar BiruОценок пока нет
- S41/42 + S62 + S86 + S110 Plate Heat ExchangerДокумент2 страницыS41/42 + S62 + S86 + S110 Plate Heat ExchangerTrần Khắc ĐộОценок пока нет
- The Consumers Guideto Choosinga Heat PumpДокумент11 страницThe Consumers Guideto Choosinga Heat Pumpmishka123Оценок пока нет
- New Energy Technologies Issue 17Документ100 страницNew Energy Technologies Issue 17blameitontherain9877100% (1)
- Surgical DiathermyДокумент27 страницSurgical DiathermyNimi Batubo100% (1)
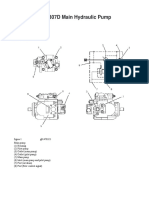
- Cat 307D Main Pump OperationДокумент3 страницыCat 307D Main Pump Operationkahandawala100% (1)
- Engineering Unit 1 Jan 2022Документ20 страницEngineering Unit 1 Jan 2022Subscriptions ram100% (1)
- Solar Manufacturers India 2010Документ30 страницSolar Manufacturers India 2010redrag505100% (1)
- UHDE - Nitrate Fertilizers PDFДокумент24 страницыUHDE - Nitrate Fertilizers PDFvzgscribdОценок пока нет
- Parallel Operation of Three-Phase AlternatorsДокумент13 страницParallel Operation of Three-Phase AlternatorsSTUDENTS OF DOE CUSATОценок пока нет
- Austria PowerpointДокумент6 страницAustria PowerpointSammie WainainaОценок пока нет
- 2002 Physics NQE QuestionsДокумент7 страниц2002 Physics NQE QuestionskarxriОценок пока нет
- Acetanilide Structure andДокумент5 страницAcetanilide Structure andjdОценок пока нет
- Rammed EarthДокумент10 страницRammed EarthAnugraha KrishnanОценок пока нет
- Tabla Cargas Grua F4C-892Документ4 страницыTabla Cargas Grua F4C-892Juan Carlos Callas GarayОценок пока нет
- Deck Cranes PDFДокумент7 страницDeck Cranes PDFIndra Ranu KusumaОценок пока нет
- Fractional Distillation Is The Separation of A Mixture Into Its Component PartsДокумент4 страницыFractional Distillation Is The Separation of A Mixture Into Its Component PartsMariana MarchenaОценок пока нет
- Ac & DC CurrentДокумент11 страницAc & DC CurrentAniketОценок пока нет
- Service Station Manual Vespa LX 125 - 150 4t Euro 3Документ241 страницаService Station Manual Vespa LX 125 - 150 4t Euro 3Adèle Standard100% (1)
- 2006 OA On The Execution of A Fast-Track Disconnectable FPSOДокумент25 страниц2006 OA On The Execution of A Fast-Track Disconnectable FPSOUthanmalliah NagarajanОценок пока нет
- Company Profile - Grrsb-SmallДокумент2 страницыCompany Profile - Grrsb-Smallmsis81Оценок пока нет
- Ch14HW AllДокумент9 страницCh14HW Alldhiru12314Оценок пока нет
- Aakas Aiats 2020 Test1 29-07-2019Документ119 страницAakas Aiats 2020 Test1 29-07-2019gyandatt100% (3)
- Production of Bio Ethanol From Sugarcane BagasseДокумент4 страницыProduction of Bio Ethanol From Sugarcane BagassePreet ChahalОценок пока нет
- York Chiller Specifications (14654)Документ11 страницYork Chiller Specifications (14654)Игорь ДергачевОценок пока нет
- Jurong Junior College: Preliminary Examination 2008Документ13 страницJurong Junior College: Preliminary Examination 2008Ronald McdonaldОценок пока нет
- 3.3 Schematic Diagram (Gm-8706Zt/Uc)Документ12 страниц3.3 Schematic Diagram (Gm-8706Zt/Uc)qmarcelОценок пока нет
- Teaching Case Study: Heat TransferДокумент4 страницыTeaching Case Study: Heat TransferJulendra AriatedjaОценок пока нет