Вам также может понравиться
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideОт Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideРейтинг: 3.5 из 5 звезд3.5/5 (7)
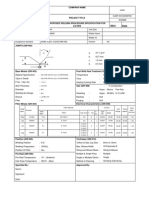
- WPS FormatДокумент1 страницаWPS FormatAbdullah AnsariОценок пока нет
- Section 1 Inspection and NDTДокумент84 страницыSection 1 Inspection and NDTariyamanjula2914100% (1)
- Weld Joint 1Документ81 страницаWeld Joint 1rajibali27100% (1)
- WPQR - Form As Per EN PDFДокумент3 страницыWPQR - Form As Per EN PDFAnilОценок пока нет
- PQR-WPS-WPQR XXX Rev 0Документ6 страницPQR-WPS-WPQR XXX Rev 0Brett Gosselin100% (1)
- Aramco CBT Questions-Answere For QAQC Welding-PART-03Документ11 страницAramco CBT Questions-Answere For QAQC Welding-PART-03Abdul Hafeez100% (1)
- General Requirements For Alloy and Stainless Steel PipeДокумент12 страницGeneral Requirements For Alloy and Stainless Steel Pipebehzad mohammadiОценок пока нет
- MFB02 Welder QualificationДокумент3 страницыMFB02 Welder Qualificationعبداللطيف الكاديكيОценок пока нет
- PQR 014 (Qualified Sa 106 GR BДокумент5 страницPQR 014 (Qualified Sa 106 GR Bersenthil100% (1)
- QAP FinalДокумент6 страницQAP FinalANSHUMAN KUMARОценок пока нет
- LBW WOPQ REV. 2010a Interactive FormДокумент1 страницаLBW WOPQ REV. 2010a Interactive Formcosmicbunny100% (1)
- BSI Standards For Welding InspectorДокумент7 страницBSI Standards For Welding InspectorAnonymous 1LrwaaOОценок пока нет
- Welder Cirt TotalДокумент78 страницWelder Cirt TotalNguyễn ChâuОценок пока нет
- Corrosion Intergranular ASTM A262Документ4 страницыCorrosion Intergranular ASTM A262JaviTron74100% (1)
- High Temperature Ultrasonic ScanningДокумент7 страницHigh Temperature Ultrasonic ScanningscribdmustaphaОценок пока нет
- MOS Welding WorksДокумент4 страницыMOS Welding WorksTuyen Nguyen100% (1)
- Welding of Duplex Stainless SteelДокумент7 страницWelding of Duplex Stainless SteelAnthony YUОценок пока нет
- Eddy Current White PaperДокумент25 страницEddy Current White PapervrapciudorianОценок пока нет
- Welding Manual Nov 2010Документ187 страницWelding Manual Nov 2010Sumit Chaurasia100% (4)
- K 3 Project Quality PlanДокумент23 страницыK 3 Project Quality PlanJonathan JoeОценок пока нет
- Wps - 09 Mt-Imecol Asme304 Gtaw Sheet-Tubesheet Rev 0Документ5 страницWps - 09 Mt-Imecol Asme304 Gtaw Sheet-Tubesheet Rev 0Oscar Iván Duque DíazОценок пока нет
- PMI Just in Case: Measurement of Ferrite Content in Austenitic & Duplex SteelДокумент7 страницPMI Just in Case: Measurement of Ferrite Content in Austenitic & Duplex Steelmahi1437100% (1)
- PQR FormatДокумент2 страницыPQR Formatravi0009880% (5)
- WPQ Template (Asme Ix) No LogoДокумент4 страницыWPQ Template (Asme Ix) No LogorcpretoriusОценок пока нет
- Non Destructive TestingДокумент7 страницNon Destructive TestingDanish IqbalОценок пока нет
- Petronas Technical Standards: Specification For Pipeline Valves (Amendments / Supplements To API 6D & API 6DSS)Документ29 страницPetronas Technical Standards: Specification For Pipeline Valves (Amendments / Supplements To API 6D & API 6DSS)tang weng wai100% (1)
- Lifetime Assessment of A Steam Pipeline: 1 2 Material 15 128 (14MOV6-3)Документ6 страницLifetime Assessment of A Steam Pipeline: 1 2 Material 15 128 (14MOV6-3)Costas AggelidisОценок пока нет
- Astm A1016Документ12 страницAstm A1016welywelyОценок пока нет
- Preliminary Welding Procedure Specification: Code: EN ISO 15609-1Документ2 страницыPreliminary Welding Procedure Specification: Code: EN ISO 15609-1wentropremОценок пока нет
- Pressure ElectrolyserДокумент4 страницыPressure ElectrolyserJaviTron74Оценок пока нет
- Asme PQR DemoДокумент3 страницыAsme PQR DemoMuthusamy AyyanapillaiОценок пока нет
- Astm E376 11 PDFДокумент5 страницAstm E376 11 PDFsergio100% (1)
- Cswip 3.1Документ278 страницCswip 3.1hahah100% (1)
- WPQR3Документ3 страницыWPQR3Dimitris NikouОценок пока нет
- PQ7-GM-16Mo3-B1 - AWSD1.1 Rev 0Документ12 страницPQ7-GM-16Mo3-B1 - AWSD1.1 Rev 0rodwellbОценок пока нет
- EQT ChecklistДокумент5 страницEQT Checklistvijayachidu100% (1)
- Astm E165 2012Документ18 страницAstm E165 2012Carlos CárdenasОценок пока нет
- Welding Procedure Specification (WPS) of The ManufacturerДокумент9 страницWelding Procedure Specification (WPS) of The ManufacturerfallalovaldesОценок пока нет
- Documentation of Welding Procedure TestДокумент5 страницDocumentation of Welding Procedure Testrty2Оценок пока нет
- Specification (WPS) Welding ProcedureДокумент1 страницаSpecification (WPS) Welding ProcedureBranko FerenčakОценок пока нет
- Welding Protocol For Extrusion 1Документ1 страницаWelding Protocol For Extrusion 1Mark Kevin BechaydaОценок пока нет
- ISO 15614-1 - 2004 - Red Corr 2008-6Документ5 страницISO 15614-1 - 2004 - Red Corr 2008-6TasmanijskaNemaОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ2 страницыQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Оценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)ravi00098Оценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywar100% (1)
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarОценок пока нет
- WPQRДокумент3 страницыWPQRDimitris NikouОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Оценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ2 страницыQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarОценок пока нет
- Bayards Friction Stir Welding PresentationДокумент29 страницBayards Friction Stir Welding PresentationNalla PaiyanОценок пока нет
- M-650 Editon 4, September 2011, QTRДокумент1 страницаM-650 Editon 4, September 2011, QTRvlong3003Оценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Оценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarОценок пока нет
- QCF312 WPQRДокумент2 страницыQCF312 WPQRminhnnОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Оценок пока нет
- p22MNVMB MN Gtaw+Smaw (Pipe)Документ2 страницыp22MNVMB MN Gtaw+Smaw (Pipe)abidaliabid1Оценок пока нет
- WPS 0250Документ1 страницаWPS 0250igorspirkoskiОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Оценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarОценок пока нет
- RSW WOPQ REV. 2010a Interactive FormДокумент1 страницаRSW WOPQ REV. 2010a Interactive FormcosmicbunnyОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarОценок пока нет
- WPQ 282Документ1 страницаWPQ 282proxywarОценок пока нет
- How to prepare Welding Procedures for Oil & Gas PipelinesОт EverandHow to prepare Welding Procedures for Oil & Gas PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingОт EverandSpot Welding Interview Success: An Introduction to Spot WeldingОценок пока нет
- Dimension Ring T6 Class FДокумент1 страницаDimension Ring T6 Class FJaviTron74Оценок пока нет
- Dimension Hub T4 Class EДокумент1 страницаDimension Hub T4 Class EJaviTron74Оценок пока нет
- Dimension Hub T3 Class DДокумент1 страницаDimension Hub T3 Class DJaviTron74Оценок пока нет
- UPS Fails Insulation Resistance Test - 5E67Документ2 страницыUPS Fails Insulation Resistance Test - 5E67JaviTron74Оценок пока нет
- Shipping TermsДокумент4 страницыShipping TermsJaviTron74Оценок пока нет
- Balwinder Oceaneering ODC Employee Experience Record 25-April-2019Документ4 страницыBalwinder Oceaneering ODC Employee Experience Record 25-April-2019Balwinder SinghОценок пока нет
- SteelTubeHandbook February2012Документ120 страницSteelTubeHandbook February2012Adisak AumpiemОценок пока нет
- Nondestructive Evaluation of Food QualityДокумент298 страницNondestructive Evaluation of Food QualityJorge Perdigon100% (1)
- SOP Mobile Crane-Rev.1Документ7 страницSOP Mobile Crane-Rev.1RonniОценок пока нет
- UL TRA Sonic TES Ting: Afnor Associated StandardsДокумент2 страницыUL TRA Sonic TES Ting: Afnor Associated StandardsFethi BELOUISОценок пока нет
- Annex B ISO 14731 & ISO 3834Документ6 страницAnnex B ISO 14731 & ISO 3834ioancОценок пока нет
- CV Liu LeiДокумент40 страницCV Liu LeiMuthu SaravananОценок пока нет
- SDLINC Profile NDT TrainingДокумент3 страницыSDLINC Profile NDT TrainingsdlincОценок пока нет
- TWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyДокумент26 страницTWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDanem HalasОценок пока нет
- Inspection and Test Plan Itp No.: Itp/Sta/007Документ3 страницыInspection and Test Plan Itp No.: Itp/Sta/007sumit kumarОценок пока нет
- AviaciónДокумент27 страницAviaciónRogelio CastroОценок пока нет
- Ebs1 Aaaa00 Saqa Plin 0006Документ31 страницаEbs1 Aaaa00 Saqa Plin 0006SERT-QA/QC- BUZОценок пока нет
- Adtec S.alamДокумент8 страницAdtec S.alamMohd Shahrizat IjatОценок пока нет
- Vendor Fabrica Tion Shop Site Construction: QA/QC Inspections: Inspection Test PlanДокумент3 страницыVendor Fabrica Tion Shop Site Construction: QA/QC Inspections: Inspection Test PlanSuraj ShettyОценок пока нет