Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- FAD Calculation For CompressorДокумент2 страницыFAD Calculation For CompressorDurjoy ChakrabortyОценок пока нет
- Thermo 5th Chap03P061Документ22 страницыThermo 5th Chap03P061IENCSОценок пока нет
- Energies 09 00857Документ20 страницEnergies 09 00857Durjoy ChakrabortyОценок пока нет
- GEC-High Production CapabilityДокумент1 страницаGEC-High Production CapabilityDurjoy ChakrabortyОценок пока нет
- H2 KoreanДокумент3 страницыH2 KoreanDurjoy ChakrabortyОценок пока нет
- Energy Storage 101.Документ65 страницEnergy Storage 101.Durjoy ChakrabortyОценок пока нет
- TG SynchronizationДокумент7 страницTG SynchronizationDurjoy ChakrabortyОценок пока нет
- EpcДокумент18 страницEpcDurjoy ChakrabortyОценок пока нет
- Battery Components-REDoxДокумент1 страницаBattery Components-REDoxDurjoy ChakrabortyОценок пока нет
- A 240106Документ6 страницA 240106Durjoy ChakrabortyОценок пока нет
- Flange FacingДокумент6 страницFlange FacingDurjoy ChakrabortyОценок пока нет
- ACCДокумент4 страницыACCDurjoy ChakrabortyОценок пока нет
- Cranes - Range Diagram and Lifting Capacity - RT665Документ12 страницCranes - Range Diagram and Lifting Capacity - RT665Bhavana Kewlani100% (1)
- Chemical & Process Technology: From Rs.2,879Документ3 страницыChemical & Process Technology: From Rs.2,879Bhavana KewlaniОценок пока нет
- EpcДокумент18 страницEpcDurjoy ChakrabortyОценок пока нет
- Energies 09 00098Документ14 страницEnergies 09 00098dssrwrtgwtgОценок пока нет
- Design Aspects ForДокумент11 страницDesign Aspects ForNirajkumar NairОценок пока нет
- Dec 08 - 08 - Sharma NPL - Emission Factors & Methodology (Compatibility Mode)Документ44 страницыDec 08 - 08 - Sharma NPL - Emission Factors & Methodology (Compatibility Mode)Durjoy ChakrabortyОценок пока нет
- ST 14114Документ8 страницST 14114Durjoy ChakrabortyОценок пока нет
- Glass Fibre Reinforced Products PDFДокумент16 страницGlass Fibre Reinforced Products PDFDurjoy ChakrabortyОценок пока нет
- Bridge Bearing PDFДокумент7 страницBridge Bearing PDFDurjoy ChakrabortyОценок пока нет
- TechNote - DIS Daiki Japan Seawater Electrochlorination ProposalsДокумент5 страницTechNote - DIS Daiki Japan Seawater Electrochlorination ProposalsRomeo Jaka RОценок пока нет
- Corrosion and Material Selection in Desalination PlantsДокумент32 страницыCorrosion and Material Selection in Desalination PlantsCharlie Chong100% (6)
- Training Modules in ESPДокумент162 страницыTraining Modules in ESPSekar CmОценок пока нет
- Comparison of Counter Flow and Cross Flow CoolingДокумент2 страницыComparison of Counter Flow and Cross Flow CoolingDurjoy ChakrabortyОценок пока нет
- LinksДокумент1 страницаLinksDurjoy ChakrabortyОценок пока нет
- Energy Efficiency GuidebookДокумент55 страницEnergy Efficiency Guidebookvinydv100% (1)
- Fuel Audit Full Report PDFДокумент198 страницFuel Audit Full Report PDFDurjoy ChakrabortyОценок пока нет
- Coal FLowДокумент28 страницCoal FLowDurjoy ChakrabortyОценок пока нет
- The Dome Valve Is Normally ClosedДокумент1 страницаThe Dome Valve Is Normally ClosedDurjoy ChakrabortyОценок пока нет
- Restriction Orifice Diamater CalculationДокумент1 страницаRestriction Orifice Diamater CalculationDurjoy ChakrabortyОценок пока нет
- An Experimental Study On The Effect of Increased Pressure On MIG Welding ArcДокумент6 страницAn Experimental Study On The Effect of Increased Pressure On MIG Welding ArcSaket PatwaОценок пока нет
- Pirani GaugeДокумент12 страницPirani GaugeDarshanОценок пока нет
- Examination Board of Boilers: Instructions To Candidates.Документ9 страницExamination Board of Boilers: Instructions To Candidates.9766224189Оценок пока нет
- ThermodynamicsДокумент15 страницThermodynamicsGillianne Mae VargasОценок пока нет
- BCGA CP4 - Industrial Gas Cylinders and Gas DistributionДокумент70 страницBCGA CP4 - Industrial Gas Cylinders and Gas Distributionallokot100% (2)
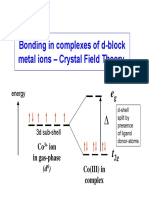
- ABC mg7 (1) - Bonding in Complexes - CrystalfieldtheoryДокумент50 страницABC mg7 (1) - Bonding in Complexes - CrystalfieldtheoryAdistaОценок пока нет
- 18bt01036 FFO Lab ManualДокумент25 страниц18bt01036 FFO Lab ManualSarthak LathiyaОценок пока нет
- Fci Tuv Nel v3Документ17 страницFci Tuv Nel v3Reza GhanavatiОценок пока нет
- Körting Multistage-Steam-Jet-Vacuum-Ejectors PDFДокумент5 страницKörting Multistage-Steam-Jet-Vacuum-Ejectors PDF何恭彥Оценок пока нет
- Unit 2 GasesДокумент41 страницаUnit 2 GasesSai TendoОценок пока нет
- Class 1: Intermolecular Forces: Volatile (Highest Boiling Point) Product Are Separated at LastДокумент5 страницClass 1: Intermolecular Forces: Volatile (Highest Boiling Point) Product Are Separated at LastYaswanth Sai PodapatiОценок пока нет
- Q1 ModuleДокумент15 страницQ1 ModuleMossolb EquiperОценок пока нет
- Fluid Mechanics Objective Type QuestionsДокумент223 страницыFluid Mechanics Objective Type Questionshello17Оценок пока нет
- MTH 642 Mid Solve Paper: AnswerДокумент3 страницыMTH 642 Mid Solve Paper: AnswerZain AhsanОценок пока нет
- QB105712Документ6 страницQB105712Manish KushwahaОценок пока нет
- Static ElectricityДокумент14 страницStatic ElectricityGaurav RathiОценок пока нет
- Pressure Cooker ThermodynamicsДокумент2 страницыPressure Cooker ThermodynamicsKarthick Velayutham100% (3)
- Key Hole SizeДокумент6 страницKey Hole Sizeswapnil pandeОценок пока нет
- Maryellen Nerz-Stormes, PH.D.: (Study Aids)Документ2 страницыMaryellen Nerz-Stormes, PH.D.: (Study Aids)Louie Shaolin LungaoОценок пока нет
- IntroductionДокумент3 страницыIntroductionYash Pratap SinghОценок пока нет
- ESP Training ManualДокумент51 страницаESP Training ManuallrpatraОценок пока нет
- Terminology For Mechanical PropertiesДокумент75 страницTerminology For Mechanical PropertiesibrahimОценок пока нет
- Dessication, Sublimation and TriturationДокумент15 страницDessication, Sublimation and Triturationkriss Wong0% (1)
- CLB20804 Mass Transfer 1 Assignment: DistillationДокумент17 страницCLB20804 Mass Transfer 1 Assignment: DistillationSiti Hajar MohamedОценок пока нет
- US Neutron BackscatterДокумент2 страницыUS Neutron BackscattervrapciudorianОценок пока нет
- Ervice:: SteamДокумент4 страницыErvice:: SteamSuresh Damu BhadОценок пока нет
- PERFORMANCE TEST ON VAPOUR COMPRESSION REFRIGERATION SYSTEM USING R290 & R134a MIXTUREДокумент7 страницPERFORMANCE TEST ON VAPOUR COMPRESSION REFRIGERATION SYSTEM USING R290 & R134a MIXTUREJASH MATHEWОценок пока нет
- Steam TableДокумент25 страницSteam TableManoj PaudelОценок пока нет
- DLP in Lesson 13.2 (Trends in Periodic Table)Документ10 страницDLP in Lesson 13.2 (Trends in Periodic Table)Gel CabansagОценок пока нет