Вам также может понравиться
- Catalogo Simoniz 2014Документ17 страницCatalogo Simoniz 2014Hector CardenasОценок пока нет
- Concentradora 1 - Àrea Seca: Chancadora Primaria NT60X113 Chancadora Secundaria MP1250Документ1 страницаConcentradora 1 - Àrea Seca: Chancadora Primaria NT60X113 Chancadora Secundaria MP1250KENNETHОценок пока нет
- 2017-001-142-100-4-PL-MB-7 X 8 - 00-00-00-EG - REV. 01 Anclaje-Layout1Документ1 страница2017-001-142-100-4-PL-MB-7 X 8 - 00-00-00-EG - REV. 01 Anclaje-Layout1juan montufarОценок пока нет
- Manual UtpДокумент198 страницManual UtpicomsacvОценок пока нет
- NSK-RHP Catalogo PulgadasДокумент34 страницыNSK-RHP Catalogo PulgadasMaria Angelica Sanchez Bonilla100% (1)
- Informe TitulacionДокумент35 страницInforme TitulacionTeobaldo Trveno AlferesОценок пока нет
- Multitac Sistema Automático de Lubricación Molinos SALДокумент19 страницMultitac Sistema Automático de Lubricación Molinos SALrobertoalfaro492023100% (1)
- Códigos y partes de bombas industrialesДокумент1 страницаCódigos y partes de bombas industrialesCamilo Dittus LeónОценок пока нет
- SimonizДокумент32 страницыSimonizJuan Carlos RodriguezОценок пока нет
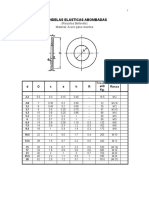
- Arandelas elásticas abombadas y tornillosДокумент30 страницArandelas elásticas abombadas y tornillosgabОценок пока нет
- Acero HardoxДокумент12 страницAcero HardoxJose Luis ErasoОценок пока нет
- MANPOWER DE PARADA 21-22 (Autoguardado)Документ20 страницMANPOWER DE PARADA 21-22 (Autoguardado)Rogger MelchorОценок пока нет
- Catalogo de RoscasДокумент4 страницыCatalogo de RoscasMarco Tapia U.100% (1)
- Catalogo Comercial Norton 2019-2020Документ150 страницCatalogo Comercial Norton 2019-2020Lara MiltonОценок пока нет
- 374 SP Cr128 Es Voith Acoplamientos Hidraulicos Con Llenado ConstanteДокумент14 страниц374 SP Cr128 Es Voith Acoplamientos Hidraulicos Con Llenado Constantesolidsnake019Оценок пока нет
- PlaquitasДокумент63 страницыPlaquitasAngel NajarroОценок пока нет
- Tabla de Contenidos DORMERДокумент144 страницыTabla de Contenidos DORMERPipe AriasОценок пока нет
- Limpieza de jabón en alambreДокумент66 страницLimpieza de jabón en alambreHector LavoeОценок пока нет
- Taladro StancoДокумент29 страницTaladro StancoqcomoОценок пока нет
- (256597860) Tabla Aceros para HerramientasДокумент3 страницы(256597860) Tabla Aceros para HerramientasMartinezAlanОценок пока нет
- Especificaciones Torno UratsaДокумент2 страницыEspecificaciones Torno UratsaMauri RangelОценок пока нет
- DESPIECE ADAPTADOR REDUCTOR MIXER - 23276199 - EsДокумент1 страницаDESPIECE ADAPTADOR REDUCTOR MIXER - 23276199 - EsEdson Eduardo Medina de la CruzОценок пока нет
- Catalogo UTPДокумент13 страницCatalogo UTPEder Agustin Fernandez MedinaОценок пока нет
- Catalogo de Pernos Con AgujerosДокумент103 страницыCatalogo de Pernos Con AgujerosVladimir GordilloОценок пока нет
- Manual Shaft 200Документ93 страницыManual Shaft 200Israel RiquelmeОценок пока нет
- Ficha Tecnica Power Wave Ac DC 1000Документ28 страницFicha Tecnica Power Wave Ac DC 1000Carlos RuizОценок пока нет
- Selección de Acoplamiento VulkanДокумент1 страницаSelección de Acoplamiento VulkanAlex Xavier Malasquez LeónОценок пока нет
- Norma AdmaДокумент6 страницNorma AdmaOlga159Оценок пока нет
- Catalogo General 2010Документ258 страницCatalogo General 2010giovannihurtadoОценок пока нет
- Trabajo Final ReductoresДокумент18 страницTrabajo Final ReductoresEnma BenitesОценок пока нет
- Lincoln Inversor 200i ST soldadoras compacta semi-industrialДокумент2 страницыLincoln Inversor 200i ST soldadoras compacta semi-industrialCarlos Enrique Rivas BustamanteОценок пока нет
- Alambre tubular de alta resistencia al impactoДокумент1 страницаAlambre tubular de alta resistencia al impactowinrorroОценок пока нет
- Descriptiva de EquiposДокумент114 страницDescriptiva de EquiposMaxiUtilitarioRomeroОценок пока нет
- GASOLINAДокумент5 страницGASOLINARoy CruiseОценок пока нет
- Catalogo Metrologia Dimensional Espanhol Starrett PDFДокумент92 страницыCatalogo Metrologia Dimensional Espanhol Starrett PDFJOSE MARIA GARCIA SANTIAGOОценок пока нет
- Válvula Rotativas SOCOMДокумент9 страницVálvula Rotativas SOCOMChristian Monroy Espinoza100% (2)
- Acople Con GrillaДокумент8 страницAcople Con GrillaLuis TestaОценок пока нет
- Alineando 2Документ26 страницAlineando 2Yraula CrucesОценок пока нет
- ChaveterosДокумент1 страницаChaveterospitcabОценок пока нет
- Tolerancias Rodamientos de Bolas en Motores Electricos PDFДокумент2 страницыTolerancias Rodamientos de Bolas en Motores Electricos PDFOscar Vicente Martinez100% (1)
- Estudio de Reduccion de Peso en Tolvas de AcarreoДокумент122 страницыEstudio de Reduccion de Peso en Tolvas de AcarreoNano Rios ChavezОценок пока нет
- Acoplamientos para HerramientasДокумент10 страницAcoplamientos para HerramientasOmar JimenezОценок пока нет
- Alineaci N y Balanceo de M Quinas RotativasДокумент12 страницAlineaci N y Balanceo de M Quinas Rotativasleobayona5Оценок пока нет
- Tabla Comparativa de AcerosДокумент1 страницаTabla Comparativa de AcerosCruz Cruz Daniela GuadalupeОценок пока нет
- Cambio de Hardox 400 A Weldox 450Документ4 страницыCambio de Hardox 400 A Weldox 450cristobal_tl2277Оценок пока нет
- Catalogue CoroKey SANDIVIK 2010Документ208 страницCatalogue CoroKey SANDIVIK 201004104647623100% (1)
- Planchas Antidesgaste AR-400 - 16!11!12Документ10 страницPlanchas Antidesgaste AR-400 - 16!11!12Raphael LinoОценок пока нет
- 4 Herramientas de RoscarДокумент311 страниц4 Herramientas de RoscarJesús Reynoso SotoОценок пока нет
- Cat A LogoДокумент28 страницCat A Logojosemaria1970agostoОценок пока нет
- Alumold FortalДокумент4 страницыAlumold FortalconradoralОценок пока нет
- Catalogo de Herramientas de TornoДокумент156 страницCatalogo de Herramientas de TornoWilson Rivera Flores100% (1)
- Catalogo Completo NachiДокумент169 страницCatalogo Completo Nachiinthelightwork-scribdОценок пока нет
- 20fresas HSSДокумент49 страниц20fresas HSSRicardo GeséОценок пока нет
- Datos Acero 4340Документ5 страницDatos Acero 4340felipe_gonzalezfiОценок пока нет
- Fordsteel CatalogoДокумент38 страницFordsteel Catalogo89manuelfОценок пока нет
- CoroKey Guide 2010Документ216 страницCoroKey Guide 2010Ivan Ricardo Duquino Castiblanco100% (2)
- 03 Milwaukee Catalogo Accesorios 2013Документ172 страницы03 Milwaukee Catalogo Accesorios 2013Allan Francisco Perez CordobaОценок пока нет
- Sae 10452036946Документ5 страницSae 10452036946MarceloCastilloCОценок пока нет
- Hydropower SPAДокумент16 страницHydropower SPAmarcoedgОценок пока нет
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoОт EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoРейтинг: 5 из 5 звезд5/5 (1)
- Angeles GuardianesДокумент14 страницAngeles GuardianesPedro LeosОценок пока нет
- Catalogo 2018 HLMДокумент74 страницыCatalogo 2018 HLMPedro LeosОценок пока нет
- Con El TiempoДокумент14 страницCon El TiempoPedro LeosОценок пока нет
- Apocrifos Sentencia de PilatosДокумент2 страницыApocrifos Sentencia de PilatosLuzSerenaОценок пока нет
- Segmentos AxaltaДокумент43 страницыSegmentos AxaltaedgarОценок пока нет
- Victoria Sobre La Oscuridad - Neil AndersonДокумент131 страницаVictoria Sobre La Oscuridad - Neil AndersonCristo Viene Pronto92% (26)
- Catalogo Ledur 1.1Документ62 страницыCatalogo Ledur 1.1Pedro LeosОценок пока нет
- Catalogo PPRДокумент42 страницыCatalogo PPRIsrael ZavalaОценок пока нет
- Catalogo Tunix 2017Документ79 страницCatalogo Tunix 2017Pedro LeosОценок пока нет
- Perfiles AceromexcatalogoДокумент80 страницPerfiles AceromexcatalogoP. Guderian MainsteinОценок пока нет
- El Evangelio de BernabÉДокумент3 страницыEl Evangelio de BernabÉapi-3722112Оценок пока нет
- Lilith: diosa, monstruo, temida o adorada, mujer al fin y símbolo del feminismoДокумент14 страницLilith: diosa, monstruo, temida o adorada, mujer al fin y símbolo del feminismoDavid Canchari100% (2)
- 01 Creciendo en Sabriduria PDFДокумент113 страниц01 Creciendo en Sabriduria PDFChristian Garcia Garcia ArevaloОценок пока нет
- Manual de LiberaciónДокумент334 страницыManual de LiberaciónInstitucionReyDavid79% (47)
- Manual Psicologia Definitivo PDF 58aeb107d234fДокумент119 страницManual Psicologia Definitivo PDF 58aeb107d234fDulce RomeroОценок пока нет
- Los movimientos de la mujer en la historiaДокумент96 страницLos movimientos de la mujer en la historiadavidleee19408230Оценок пока нет
- Pensamiento NegativoДокумент3 страницыPensamiento NegativoPedro LeosОценок пока нет
- Saint Germain Conocimiento Del Ser en Profundidad PDFДокумент14 страницSaint Germain Conocimiento Del Ser en Profundidad PDFIvan Sanchez NophalОценок пока нет
- Porque Algunos Pensadores Positivos Obtienen Resultados PoderososДокумент12 страницPorque Algunos Pensadores Positivos Obtienen Resultados PoderososPedro LeosОценок пока нет
- 4 GayДокумент6 страниц4 GayPedro LeosОценок пока нет
- 1 Cosas de La NocheДокумент8 страниц1 Cosas de La NochePedro LeosОценок пока нет
- 6 RomanosДокумент2 страницы6 RomanosPedro LeosОценок пока нет
- Las Siete LamparasДокумент87 страницLas Siete LamparasLuis ReyesОценок пока нет
- 5 OportunidadДокумент5 страниц5 OportunidadPedro LeosОценок пока нет
- Fichas Tecnica Pack TorinoДокумент1 страницаFichas Tecnica Pack TorinoPedro LeosОценок пока нет
- 211 ProverbiosMatrimonioДокумент11 страниц211 ProverbiosMatrimonioAlvaro Fernando Hoyos CuartasОценок пока нет
- 2 ActorДокумент2 страницы2 ActorPedro LeosОценок пока нет
- Iglesia Católica: significado y origen del términoДокумент65 страницIglesia Católica: significado y origen del términoInes Altagracia Santana FriasОценок пока нет
- 211 ProverbiosMatrimonioДокумент11 страниц211 ProverbiosMatrimonioAlvaro Fernando Hoyos CuartasОценок пока нет
- El Defecto de La MujerДокумент13 страницEl Defecto de La MujerAlma TaylorОценок пока нет
- LadderrrrДокумент12 страницLadderrrrRenato OviedoОценок пока нет
- Conexion Delta - Estrella Motor TrifasicoДокумент11 страницConexion Delta - Estrella Motor TrifasicoIrvingGermanVivancoОценок пока нет
- Practica2 MicroДокумент15 страницPractica2 MicroFrancisco RosalesОценок пока нет
- Inspección tractor orugaДокумент3 страницыInspección tractor orugaDIEGO PEDRO ROLLY CARRERA URBINAОценок пока нет
- Atl 600 Lovato ElectricДокумент32 страницыAtl 600 Lovato ElectricIngeniero Residente Punto Eléctrico S.A.S.100% (1)
- Taller 1Документ15 страницTaller 1Santiago ZabalaОценок пока нет
- Partes de La Remalladora.Документ13 страницPartes de La Remalladora.FranciscoCalizayaCalizaya100% (1)
- Ensayo Tipos de AlternadoresДокумент9 страницEnsayo Tipos de AlternadoresJeremy QuishpeОценок пока нет
- Knock NavisДокумент2 страницыKnock NavisFernando PadronОценок пока нет
- Marcas de autos más vendidas y confiablesДокумент2 страницыMarcas de autos más vendidas y confiablesuniverzal worldОценок пока нет
- Interruptor horario digital Data Micro instruccionesДокумент2 страницыInterruptor horario digital Data Micro instruccionescarrasquel0Оценок пока нет
- Tutorial Manual-Workbench y Multisin 8Документ16 страницTutorial Manual-Workbench y Multisin 8energetiko15Оценок пока нет
- Análisis de Precios Unitarios: PáginaДокумент33 страницыAnálisis de Precios Unitarios: PáginaPietro Santa CruzОценок пока нет
- Top Collection Bolivia Ventas en Línea Zapatillas: Zapatilla Original PenguinДокумент8 страницTop Collection Bolivia Ventas en Línea Zapatillas: Zapatilla Original PenguinJoel Cristhian Rocabado GonzalesОценок пока нет
- Historia de La Television ?Документ11 страницHistoria de La Television ?HUGO ANDRES VILLANUEVA NARANJOОценок пока нет
- Árblo de levas: controla apertura y cierre de válvulasДокумент8 страницÁrblo de levas: controla apertura y cierre de válvulascesar10altamirano0% (1)
- Parte 3 Full 1800Документ20 страницParte 3 Full 1800Omar HernándezОценок пока нет
- Hardware y SoftwareДокумент13 страницHardware y SoftwareJulian Gaston MongabureОценок пока нет
- ATINNY Economico Parte 1Документ3 страницыATINNY Economico Parte 1Juan Pablo LasserreОценок пока нет
- LDS-FR-053 00 Solicitud Kárdex - Equipos4Документ4 страницыLDS-FR-053 00 Solicitud Kárdex - Equipos4TZILA AREVALOОценок пока нет
- PG 2202 PDFДокумент165 страницPG 2202 PDFRimber C. MonzonОценок пока нет
- Manual Partes MotoДокумент74 страницыManual Partes Motojuan muñozОценок пока нет
- Aplicaciones de Los Circuitos RL y RC en El SonidoДокумент3 страницыAplicaciones de Los Circuitos RL y RC en El SonidoJorge Ortega100% (1)
- Válvulas de procesamiento de señal Parte IIДокумент26 страницVálvulas de procesamiento de señal Parte IIYisusОценок пока нет
- Planilla Longitud Tuberias PunamaДокумент16 страницPlanilla Longitud Tuberias PunamaEduardo Tumiri LazarteОценок пока нет
- Transformador Auxiliar 24/0.4 KV 75kVAДокумент1 страницаTransformador Auxiliar 24/0.4 KV 75kVAAsdasd Ertwerfg100% (1)
- Inventario Valorizado HB Refrigeración 02-09Документ54 страницыInventario Valorizado HB Refrigeración 02-09JairFebresОценок пока нет
- 7ma Clase Clase Sistema de Encendido Transistorizado Prof David PalominoДокумент40 страниц7ma Clase Clase Sistema de Encendido Transistorizado Prof David Palominoluis100% (2)
- Manualdespulpadora 130421164218 Phpapp01 PDFДокумент14 страницManualdespulpadora 130421164218 Phpapp01 PDFsalvadorrrrrОценок пока нет
- Que Corriente Necesita Un Foco de LEDДокумент4 страницыQue Corriente Necesita Un Foco de LEDjose_azmir17Оценок пока нет