Вам также может понравиться
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985От EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Оценок пока нет
- Fundamentals of Flame Straightening - tcm410 113398Документ32 страницыFundamentals of Flame Straightening - tcm410 113398RobertBostanОценок пока нет
- ISO 9692 3 2002 Joint PreparationДокумент16 страницISO 9692 3 2002 Joint PreparationLHYT NTUAОценок пока нет
- The Golden Rules of Flame StraighteningДокумент2 страницыThe Golden Rules of Flame Straighteningvampiredraak2712Оценок пока нет
- Welding Recommendation TS890Документ2 страницыWelding Recommendation TS890max_powerОценок пока нет
- StraighteningДокумент10 страницStraighteningSimbu ArasanОценок пока нет
- Welding Fabrication Standards CrackedДокумент95 страницWelding Fabrication Standards CrackedNatraji100% (2)
- Welding Heat TreatmenДокумент29 страницWelding Heat TreatmentranngОценок пока нет
- BS EN - Qualification CodesДокумент4 страницыBS EN - Qualification CodesBalkishan DyavanapellyОценок пока нет
- Weldability PDFДокумент60 страницWeldability PDFS GoudaОценок пока нет
- DIN 1690 - 2-TDC of Metallic Casting (Steel Casing)Документ16 страницDIN 1690 - 2-TDC of Metallic Casting (Steel Casing)Sowmen Chakroborty100% (4)
- (1-VI) - Rules For Welding - 2013 PDFДокумент302 страницы(1-VI) - Rules For Welding - 2013 PDFKhoirulRamadhanОценок пока нет
- ISO 6520 Defects Overview PDFДокумент27 страницISO 6520 Defects Overview PDFalinor_tn100% (4)
- Flame Straightening S355Документ9 страницFlame Straightening S355Anonymous oI04sS100% (1)
- En 1090 Workshop 14 June 2019 FinalДокумент2 страницыEn 1090 Workshop 14 June 2019 FinalHanuman RaaoОценок пока нет
- Duplex Ss WPSДокумент8 страницDuplex Ss WPSVinu Raveendran100% (1)
- How To Carry Out Tack WeldingДокумент2 страницыHow To Carry Out Tack WeldingwentropremОценок пока нет
- ISO 3834 InterpretationДокумент14 страницISO 3834 InterpretationMako SkyОценок пока нет
- PED 2014-68-EU Guidelines EN PDFДокумент218 страницPED 2014-68-EU Guidelines EN PDFMali MedoОценок пока нет
- DRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Документ18 страницDRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Osu AmpawanonОценок пока нет
- Asme Sec Ix-WpqДокумент47 страницAsme Sec Ix-WpqKaushal Sojitra100% (1)
- Flame StraighteningДокумент3 страницыFlame StraighteningAvishek Gupta100% (1)
- BS EN 1011-3-2000 - Recommendations For Arc Welding of Stainless Steels PDFДокумент25 страницBS EN 1011-3-2000 - Recommendations For Arc Welding of Stainless Steels PDF0502ravi100% (1)
- 6 Shielding Gases For Welding Stainless Steels - Glenn Allen - TWI PDFДокумент23 страницы6 Shielding Gases For Welding Stainless Steels - Glenn Allen - TWI PDFhailay83Оценок пока нет
- Flame StraighteningДокумент41 страницаFlame Straighteningscribdniko100% (1)
- Welders Visual Inspection Handbook-2013 WEB PDFДокумент77 страницWelders Visual Inspection Handbook-2013 WEB PDFquiron2014Оценок пока нет
- Quality Requirements - Fusion Welding of Metalic MaterialДокумент8 страницQuality Requirements - Fusion Welding of Metalic MaterialStatus whatsapp status100% (2)
- Weld Cladding Overlay - Topics by ScienceДокумент73 страницыWeld Cladding Overlay - Topics by ScienceMichael TayactacОценок пока нет
- (Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Документ1 страница(Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Ivan Briscoe100% (7)
- Tratamentul Termic Al Pieselor Sudate EnglezaДокумент5 страницTratamentul Termic Al Pieselor Sudate EnglezaamocatoОценок пока нет
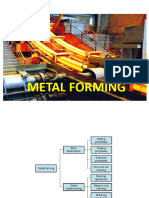
- RJ - METAL FORMING PROCESS - NotesДокумент16 страницRJ - METAL FORMING PROCESS - NotesAnshul YadavОценок пока нет
- WeldingДокумент55 страницWeldingshaik menhaajОценок пока нет
- WeldingДокумент7 страницWeldingJuanОценок пока нет
- Term Paper - 1 Flame HardeningДокумент11 страницTerm Paper - 1 Flame HardeningSiva PrasadОценок пока нет
- HTML - Articles - Exploring Temper BeadДокумент11 страницHTML - Articles - Exploring Temper BeadSharad ShahОценок пока нет
- Unit Iii Solid State WeldingДокумент77 страницUnit Iii Solid State WeldingparthibankОценок пока нет
- Joining Processes-Sec-B-MtДокумент32 страницыJoining Processes-Sec-B-MtGaneshОценок пока нет
- Joining of Plastics and CeramicsДокумент73 страницыJoining of Plastics and Ceramicsrohit mathankerОценок пока нет
- GN06 Post Weld Heat Treatment of Welded PDFДокумент11 страницGN06 Post Weld Heat Treatment of Welded PDFGregory FenwickОценок пока нет
- Swedish College of Engineering and Technology Wah Cantt TaxilaДокумент8 страницSwedish College of Engineering and Technology Wah Cantt TaxilaM. RazaОценок пока нет
- TGN-D-04 Distortion Control in ShipbuildingДокумент9 страницTGN-D-04 Distortion Control in ShipbuildingKomkamol ChongbunwatanaОценок пока нет
- Exploring Temper BeadДокумент11 страницExploring Temper BeadvaseaОценок пока нет
- Themenbroschuere Heat TreatmentДокумент4 страницыThemenbroschuere Heat TreatmentKaustubh JoshiОценок пока нет
- Plastic WeldingДокумент16 страницPlastic WeldingSaroj KumarОценок пока нет
- Welding PlasticsДокумент5 страницWelding Plasticsjujuroyale100% (1)
- January 2015 1422602600 88Документ2 страницыJanuary 2015 1422602600 88DilipОценок пока нет
- Tips For The Practitioner.: Flame StraighteningДокумент2 страницыTips For The Practitioner.: Flame StraighteningmikirscОценок пока нет
- Friction Stir Welding (FSW) Seminar Report 2Документ12 страницFriction Stir Welding (FSW) Seminar Report 2RajuОценок пока нет
- Reduction of Residual StressДокумент19 страницReduction of Residual StressSteve HornseyОценок пока нет
- Residual Stress in SteelДокумент14 страницResidual Stress in SteelAhmed BdairОценок пока нет
- Thermal Aspects in Metal CuttingДокумент122 страницыThermal Aspects in Metal CuttingSanjay NayeeОценок пока нет
- Assignment-5 Enmt610029 Welding ANDARADHI NARARYA/1206291992Документ8 страницAssignment-5 Enmt610029 Welding ANDARADHI NARARYA/1206291992Andaradhi NararyaОценок пока нет
- Metal Forming-RollingДокумент50 страницMetal Forming-RollingMuhammad Alsi AdharyОценок пока нет
- Preheating and Post Weld Heat TreatmentsДокумент3 страницыPreheating and Post Weld Heat TreatmentssubrataОценок пока нет
- Friction Stir WeldingДокумент63 страницыFriction Stir WeldingWebsoft Tech-HydОценок пока нет
- Welding of Ductile Iron: Welding Metallurgy Equipment and Filler MaterialsДокумент2 страницыWelding of Ductile Iron: Welding Metallurgy Equipment and Filler Materialshrk100Оценок пока нет
- Unit-4 Unconventional Manufacturing ProcessДокумент18 страницUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- Welding MetallurgyДокумент17 страницWelding Metallurgydanish moinОценок пока нет
- Chapter 3-Fundamentals of Metal FormingДокумент6 страницChapter 3-Fundamentals of Metal FormingG. Dancer GhОценок пока нет
- BimetalicasДокумент8 страницBimetalicasLuis LugoОценок пока нет
- XL 10000 Air Motor: Instructions - PartsДокумент27 страницXL 10000 Air Motor: Instructions - PartsLuis LugoОценок пока нет
- PWHTДокумент118 страницPWHTLuis LugoОценок пока нет
- 5) Oil Chalk Test PDFДокумент2 страницы5) Oil Chalk Test PDFkyeong cheol lee75% (16)
- Pressure Roller Equipment: 307-713 Instructions-Parts ListДокумент4 страницыPressure Roller Equipment: 307-713 Instructions-Parts ListLuis LugoОценок пока нет
- Saw Parameter Prediction PDFДокумент14 страницSaw Parameter Prediction PDFLuis LugoОценок пока нет
- Welding Preheat ChartДокумент1 страницаWelding Preheat ChartLuis LugoОценок пока нет
- Submerged Arc WeldingДокумент4 страницыSubmerged Arc WeldingLuis LugoОценок пока нет
- Welding Procedures (Overview)Документ11 страницWelding Procedures (Overview)Luis LugoОценок пока нет
- SAWДокумент4 страницыSAWLuis LugoОценок пока нет
- Windytv - Windyty, Wind Map & ForecastДокумент1 страницаWindytv - Windyty, Wind Map & ForecastLuis LugoОценок пока нет
- TSM Tank JackingДокумент2 страницыTSM Tank JackingLuis LugoОценок пока нет
- Bidding Document: Ceylon Petroleum CorporationДокумент35 страницBidding Document: Ceylon Petroleum CorporationLuis LugoОценок пока нет
- Stock Prediction SynopsisДокумент3 страницыStock Prediction SynopsisPiyushPurohitОценок пока нет
- MSA Chair's Report 2012Документ56 страницMSA Chair's Report 2012Imaad IsaacsОценок пока нет
- La Salle Lipa Integrated School Senior High School Community 1 Quarter Summative Assessment Earth Science AY 2021-2022 Household Conservation PlanДокумент4 страницыLa Salle Lipa Integrated School Senior High School Community 1 Quarter Summative Assessment Earth Science AY 2021-2022 Household Conservation PlanKarlle ObviarОценок пока нет
- Practical GAD (1-32) Roll No.20IF227Документ97 страницPractical GAD (1-32) Roll No.20IF22720IF135 Anant PatilОценок пока нет
- EC2 406006 001 EFE 0121 - Controgen Generator Excitation System Description - Rev - AДокумент29 страницEC2 406006 001 EFE 0121 - Controgen Generator Excitation System Description - Rev - AAnonymous bSpP1m8j0n50% (2)
- PanasonicДокумент35 страницPanasonicAsif Shaikh0% (1)
- Brief Curriculum Vitae: Specialisation: (P Ea 1. 2. 3. Statistical AnalysisДокумент67 страницBrief Curriculum Vitae: Specialisation: (P Ea 1. 2. 3. Statistical Analysisanon_136103548Оценок пока нет
- C Sharp Logical TestДокумент6 страницC Sharp Logical TestBogor0251Оценок пока нет
- Capsule Research ProposalДокумент4 страницыCapsule Research ProposalAilyn Ursal80% (5)
- Steam Source Book PDFДокумент108 страницSteam Source Book PDFJose Levican A100% (1)
- QuizДокумент11 страницQuizDanica RamosОценок пока нет
- Circuitos Digitales III: #IncludeДокумент2 страницыCircuitos Digitales III: #IncludeCristiamОценок пока нет
- Starkville Dispatch Eedition 12-9-18Документ28 страницStarkville Dispatch Eedition 12-9-18The DispatchОценок пока нет
- EASY DMS ConfigurationДокумент6 страницEASY DMS ConfigurationRahul KumarОценок пока нет
- Descriptive Statistics - SPSS Annotated OutputДокумент13 страницDescriptive Statistics - SPSS Annotated OutputLAM NGUYEN VO PHIОценок пока нет
- Hosts 1568558667823Документ5 страницHosts 1568558667823Vũ Minh TiếnОценок пока нет
- In Comparison With Oracle 8i, 9i Is Have Lot Many New Features. Important IsДокумент241 страницаIn Comparison With Oracle 8i, 9i Is Have Lot Many New Features. Important IsBalaji ShindeОценок пока нет
- Dreamweaver Lure v. Heyne - ComplaintДокумент27 страницDreamweaver Lure v. Heyne - ComplaintSarah BursteinОценок пока нет
- Staircase and Lintel As-03Документ1 страницаStaircase and Lintel As-03Divith B SannakkiОценок пока нет
- Tindara Addabbo, Edoardo Ales, Ylenia Curzi, Tommaso Fabbri, Olga Rymkevich, Iacopo Senatori - Performance Appraisal in Modern Employment Relations_ An Interdisciplinary Approach-Springer Internationa.pdfДокумент278 страницTindara Addabbo, Edoardo Ales, Ylenia Curzi, Tommaso Fabbri, Olga Rymkevich, Iacopo Senatori - Performance Appraisal in Modern Employment Relations_ An Interdisciplinary Approach-Springer Internationa.pdfMario ChristopherОценок пока нет
- T3A-T3L Servo DriverДокумент49 страницT3A-T3L Servo DriverRodrigo Salazar71% (7)
- PartitionДокумент5 страницPartitionKotagiri AravindОценок пока нет
- BreezeAIR 8000 Data SheetДокумент2 страницыBreezeAIR 8000 Data Sheetalfasukarno100% (1)
- Acevac Catalogue VCD - R3Документ6 страницAcevac Catalogue VCD - R3Santhosh KumarОценок пока нет
- Notice For AsssingmentДокумент21 страницаNotice For AsssingmentViraj HibareОценок пока нет
- IEEE Conference Template ExampleДокумент14 страницIEEE Conference Template ExampleEmilyОценок пока нет
- Go Ask Alice EssayДокумент6 страницGo Ask Alice Essayafhbexrci100% (2)
- Science News Explores-June July 2023Документ36 страницScience News Explores-June July 2023Tobei AchimОценок пока нет
- RetrieveДокумент8 страницRetrieveSahian Montserrat Angeles HortaОценок пока нет