Вам также может понравиться
- ISO 5817 - Welds Acceptance CriteriaДокумент45 страницISO 5817 - Welds Acceptance Criteriaaravindan77% (22)
- EN ISO 9606-1 (2013) (E) CodifiedДокумент0 страницEN ISO 9606-1 (2013) (E) Codifiedvimal_mech1230% (1)
- Fracture Testing According EN 9017Документ3 страницыFracture Testing According EN 9017Anil100% (1)
- 1143 EWF IIW Diploma Overview - August 2013Документ2 страницы1143 EWF IIW Diploma Overview - August 2013Sean ฌอนОценок пока нет
- BS en 439 94 PDFДокумент12 страницBS en 439 94 PDFDario RamljakОценок пока нет
- BS en Iso 15614-12-2014 PDFДокумент20 страницBS en Iso 15614-12-2014 PDFjohn100% (3)
- Iso 15609-1-2019Документ19 страницIso 15609-1-2019HarikeshRana100% (2)
- IIW SyllabusДокумент31 страницаIIW SyllabusAbhishek AnandОценок пока нет
- Iso 10042Документ5 страницIso 10042Nur Diana100% (3)
- European Grouping System for Metallic MaterialsДокумент12 страницEuropean Grouping System for Metallic MaterialsCarlos Nombela Palacios100% (2)
- Guide To ISO14731Документ8 страницGuide To ISO14731scandalthegoodОценок пока нет
- ISO Standards On NDT of WeldingДокумент2 страницыISO Standards On NDT of WeldingDavid Alejandro Vega Alfonso100% (1)
- Iso 23277-2006 PDFДокумент8 страницIso 23277-2006 PDFAtim SahidОценок пока нет
- BS en 10306 - 2002Документ18 страницBS en 10306 - 2002subbarao100% (1)
- Application DIN 2303Документ8 страницApplication DIN 2303Marcelle Poll100% (1)
- BSI Standards Publication: BS EN ISO 15609 1:2019Документ34 страницыBSI Standards Publication: BS EN ISO 15609 1:2019Ирина Михайлова57% (7)
- Course Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)Документ8 страницCourse Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)SanthaKumar Muthu ThankaveluОценок пока нет
- BS en Iso 15609-3-2004Документ14 страницBS en Iso 15609-3-2004burak ücebakanОценок пока нет
- ISO 5817 Weld Defects AnalysisДокумент82 страницыISO 5817 Weld Defects Analysisaravindan50% (2)
- Terms in Welding Standard en 15085Документ6 страницTerms in Welding Standard en 150850502raviОценок пока нет
- Welding procedure specification guideДокумент3 страницыWelding procedure specification guideAnilОценок пока нет
- BS-EN-440-wire Electrode PDFДокумент14 страницBS-EN-440-wire Electrode PDFuday narayan singhОценок пока нет
- I S Eniso3834-2-2021Документ28 страницI S Eniso3834-2-2021Ngoc Bang67% (3)
- BS en Iso 14731-2019Документ20 страницBS en Iso 14731-2019Hüseyin BuğdaycıОценок пока нет
- En Iso 13916 1996 Scanned OkДокумент7 страницEn Iso 13916 1996 Scanned Oksoft4gsm100% (1)
- CE Marking of StructuralДокумент31 страницаCE Marking of StructuralRavi ValiyaОценок пока нет
- Online & Blended IWE Course GuideДокумент4 страницыOnline & Blended IWE Course GuideKamal HalawiОценок пока нет
- BS en Iso 09016-2011Документ16 страницBS en Iso 09016-2011Chris100% (1)
- Belgian Standard ISO 10863 2020 EN ISO 10863 2020 NBN EN ISO 10863 2020Документ12 страницBelgian Standard ISO 10863 2020 EN ISO 10863 2020 NBN EN ISO 10863 2020Luong Ho Vu100% (1)
- ISO 4063 - The Chronological Overview of Nomenclature System ISO 4063 For Welding and Allied ProcessesДокумент10 страницISO 4063 - The Chronological Overview of Nomenclature System ISO 4063 For Welding and Allied ProcessesBorn ToSin90% (10)
- Welding ConsumablesДокумент20 страницWelding ConsumablesThillaivananОценок пока нет
- CEN ISO TR 17844 (2004) (E) CodifiedДокумент7 страницCEN ISO TR 17844 (2004) (E) CodifiedOerroc Oohay0% (1)
- En 15085 - 1 & 2Документ34 страницыEn 15085 - 1 & 20502ravi100% (4)
- Iso 17639 2022Документ10 страницIso 17639 2022Marcus Gimenes0% (1)
- IAB 252r5 19Документ34 страницыIAB 252r5 19Panomsit SrirunpetchОценок пока нет
- En 10163-1Документ9 страницEn 10163-1Gheorghe Calota100% (1)
- Filler Materials TestingДокумент34 страницыFiller Materials TestingSunilОценок пока нет
- Competitive Solutions For Joining TechnologyДокумент19 страницCompetitive Solutions For Joining Technologyjy12bhuОценок пока нет
- ISO 9606-1 Interpretations 2019-04-10Документ5 страницISO 9606-1 Interpretations 2019-04-10alevent100% (1)
- WIS5 (Sept 19) - NotesДокумент321 страницаWIS5 (Sept 19) - NotesRodrigo CelesОценок пока нет
- IAB-041-02 (IW Inspection Personnel)Документ43 страницыIAB-041-02 (IW Inspection Personnel)Teddy TP100% (1)
- Din en Iso 5817 - 2014Документ9 страницDin en Iso 5817 - 2014J.Guerhard50% (2)
- ISO-11666-2010 - UT Acceptance LevelsДокумент21 страницаISO-11666-2010 - UT Acceptance LevelsOprisor CostinОценок пока нет
- Repair Dvs Supplement PDFДокумент6 страницRepair Dvs Supplement PDFGnana MoorthyОценок пока нет
- Certification Guideline for Welding Manufacturers of Railway VehiclesДокумент50 страницCertification Guideline for Welding Manufacturers of Railway Vehiclesrameshqc100% (1)
- Din en Iso 23279-2010Документ19 страницDin en Iso 23279-2010Anbarasan PerumalОценок пока нет
- Iso 17577-2006Документ18 страницIso 17577-2006Tuan Pham Anh50% (2)
- Quality Requirements - Fusion Welding of Metalic MaterialДокумент8 страницQuality Requirements - Fusion Welding of Metalic MaterialStatus whatsapp status100% (2)
- Certified International Welding Engineer PDFДокумент2 страницыCertified International Welding Engineer PDFSridharan ChandranОценок пока нет
- Bs en Iso 15614 12 2014pdf PDFДокумент20 страницBs en Iso 15614 12 2014pdf PDFVasile TomsaОценок пока нет
- EN 1011 welding standards for stainless steelДокумент25 страницEN 1011 welding standards for stainless steel0502ravi100% (1)
- Manual Urz3404Документ20 страницManual Urz3404MindaОценок пока нет
- Building A Pipe Shotgun With The Pop-A 410 DIY Kit RECOIL OFFGRIDДокумент1 страницаBuilding A Pipe Shotgun With The Pop-A 410 DIY Kit RECOIL OFFGRIDBrody LockleyОценок пока нет
- Arco de violín de la serie Fiddlerman ProДокумент1 страницаArco de violín de la serie Fiddlerman ProTomás OlivoОценок пока нет
- Presentation Slides STRASSER Shearwalls and Diaphragms WDS 190516Документ90 страницPresentation Slides STRASSER Shearwalls and Diaphragms WDS 190516Pl TorrОценок пока нет
- Chap 9Документ16 страницChap 9jarinmail4490Оценок пока нет
- Design de Sobrancelha - Portal Jovem EmpreendedorДокумент1 страницаDesign de Sobrancelha - Portal Jovem EmpreendedorVITÓRIA RÉGIAОценок пока нет
- Green Power Friendly Energy Saving: True Double Conversion Online UPSДокумент2 страницыGreen Power Friendly Energy Saving: True Double Conversion Online UPSZaili KastamОценок пока нет
- Legacy Education: Empowering Families Through Faith-Based SchoolingДокумент22 страницыLegacy Education: Empowering Families Through Faith-Based SchoolingPriscila GiovanaОценок пока нет
- Operating Instructions for Coordinate Measuring MachineДокумент235 страницOperating Instructions for Coordinate Measuring Machinebeto206123100% (1)
- Quantitative Capability Assessment SummaryДокумент21 страницаQuantitative Capability Assessment Summarybeto206123Оценок пока нет
- Practica 1 O-RingsДокумент7 страницPractica 1 O-Ringsbeto206123Оценок пока нет
- Markov Chains 153-MДокумент43 страницыMarkov Chains 153-Mbeto206123Оценок пока нет
- PPAP Manual Supplier QualityДокумент51 страницаPPAP Manual Supplier QualityGuru PrasadОценок пока нет
- Quality ToolsДокумент19 страницQuality Toolsshahzad afzal91% (11)
- Ex 100Документ12 страницEx 100beto206123Оценок пока нет
- Pe INTRODUCTION OF SPORTS AND ITS NATUREДокумент36 страницPe INTRODUCTION OF SPORTS AND ITS NATUREjofmusniОценок пока нет
- My Courses: Eastern GripДокумент6 страницMy Courses: Eastern GripNiño Jose A. Flores (Onin)100% (1)
- C1 The Hidden Shrine of TamoachanДокумент64 страницыC1 The Hidden Shrine of TamoachanJamesОценок пока нет
- Boost Your Chess 3Документ16 страницBoost Your Chess 3marfach14% (7)
- Module in PE3 Lesson 2Документ3 страницыModule in PE3 Lesson 2Quisha PalatanОценок пока нет
- 00 Full Lewd Handbook (WIP)Документ72 страницы00 Full Lewd Handbook (WIP)Kacper Andrzejak50% (4)
- Warhammer 40000 Dawn of War Prima Official EGuideДокумент206 страницWarhammer 40000 Dawn of War Prima Official EGuidePhil MasonОценок пока нет
- Program Latihan SD PDFДокумент3 страницыProgram Latihan SD PDFDzaki Siraaj Dien MuhammadОценок пока нет
- FEAR Combat SerialДокумент7 страницFEAR Combat SerialWarnet Brory PangeaОценок пока нет
- Threat Report #50 - Doc OtakuДокумент5 страницThreat Report #50 - Doc OtakuJames Myers100% (1)
- Slaying The Marsh KingДокумент7 страницSlaying The Marsh KingYotam KatzirОценок пока нет
- Group team results with no team names omittedДокумент4 страницыGroup team results with no team names omittedAhmad Abdul HaqОценок пока нет
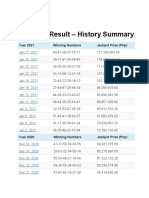
- 6/55 Lotto Result - History Summary: Year 2021 Winning Numbers Jackpot Prize (PHP)Документ8 страниц6/55 Lotto Result - History Summary: Year 2021 Winning Numbers Jackpot Prize (PHP)John BalagbisОценок пока нет
- Saka Sri Panja SahibДокумент5 страницSaka Sri Panja SahibIndian YouthОценок пока нет
- Death Roads All SstarsДокумент19 страницDeath Roads All SstarsRoopОценок пока нет
- Toefl Grammar Exercise 4 With AnswersДокумент3 страницыToefl Grammar Exercise 4 With AnswersThe GisseStyleОценок пока нет
- Ghostbusters Training ManualДокумент28 страницGhostbusters Training ManualJazon McfaddenОценок пока нет
- Organized Play - Race To Starport PDFДокумент82 страницыOrganized Play - Race To Starport PDFFrederic GayeОценок пока нет
- UntitledДокумент209 страницUntitledОлег СуременкоОценок пока нет
- Halaster BlackcloakДокумент4 страницыHalaster BlackcloakDetowОценок пока нет
- 1063133-Hellscouts Camp - April 2019Документ6 страниц1063133-Hellscouts Camp - April 2019SamuelОценок пока нет
- PC Spear of Destiny Super CD Hint Books PDFДокумент129 страницPC Spear of Destiny Super CD Hint Books PDFThomas HowardОценок пока нет
- P Speedier Than A MeteorДокумент10 страницP Speedier Than A MeteorNatalia IlhanОценок пока нет
- HG680P Pulpstone Android GuideДокумент4 страницыHG680P Pulpstone Android GuideAdiОценок пока нет
- Pathfit 4 Unit 1Документ4 страницыPathfit 4 Unit 1Jovit S. SomosierraОценок пока нет
- KN - Tables Reference SheetsДокумент4 страницыKN - Tables Reference SheetsDavidLedesmaОценок пока нет
- Is1 Class 1 Group 6 Assignment 1Документ10 страницIs1 Class 1 Group 6 Assignment 1denartha randhika100% (1)
- Ch13 PindyckДокумент119 страницCh13 PindyckJemiОценок пока нет
- WG SS 3. Premade Characters 221202Документ12 страницWG SS 3. Premade Characters 221202paon88Оценок пока нет
- Voyages SF 16Документ36 страницVoyages SF 16Big Zam100% (3)