Вам также может понравиться
- SOP For CCM OperationДокумент3 страницыSOP For CCM OperationMurali Krishnan Nair100% (2)
- BSPДокумент50 страницBSPRahul PandeyОценок пока нет
- Optimize AOD Process with Startup ChecksДокумент10 страницOptimize AOD Process with Startup ChecksBibhudutta mishraОценок пока нет
- 20150212-GPIL-SMS - SOP - FinalДокумент101 страница20150212-GPIL-SMS - SOP - FinalMurali Krishnan NairОценок пока нет
- AlokJain JindalДокумент76 страницAlokJain JindalArunprasad Murugesan100% (1)
- ROLLED PRODUCT DEFECTS AND REMEDIESДокумент32 страницыROLLED PRODUCT DEFECTS AND REMEDIESamit gajbhiye100% (2)
- CCM Mechanical-Design PresentationДокумент63 страницыCCM Mechanical-Design PresentationRavi Kant kumarОценок пока нет
- Product Description Wire RodДокумент3 страницыProduct Description Wire RodEngr Farrukh RehanОценок пока нет
- Efficient Induction Melting PracticesДокумент29 страницEfficient Induction Melting PracticesQuynh NguyenОценок пока нет
- Tundish Inclusion ArrestДокумент71 страницаTundish Inclusion ArrestAmiy SrivastavaОценок пока нет
- CCMДокумент10 страницCCMHeet PatelОценок пока нет
- Steel Making Process RoutesДокумент7 страницSteel Making Process Routespkn_pnt9950Оценок пока нет
- Safety Guidelines For Iron & Steel Sector Direct Reduction PlantДокумент5 страницSafety Guidelines For Iron & Steel Sector Direct Reduction PlantHasan AshОценок пока нет
- JSW Ladle Heating Furnace OperationsДокумент34 страницыJSW Ladle Heating Furnace OperationsAnusha Rao100% (5)
- Steel Plant ReportДокумент60 страницSteel Plant ReportShalini Dhanvada100% (2)
- Steckel Mill 1 PDFДокумент178 страницSteckel Mill 1 PDFSomnathNaskarОценок пока нет
- Sms ProcessДокумент7 страницSms ProcessAnonymous p4GdtQpОценок пока нет
- Lecture Casting InSteelCon 2007Документ8 страницLecture Casting InSteelCon 2007radynasrОценок пока нет
- Charge Mix Preparation During Steel MakingДокумент11 страницCharge Mix Preparation During Steel MakingVikram Mahajan100% (1)
- 3.shot BlastingДокумент12 страниц3.shot BlastingVaibhav Vithoba Naik100% (1)
- Stainless Steel - Process Flow ChartДокумент1 страницаStainless Steel - Process Flow ChartgiovannaОценок пока нет
- Continuous Casting Machine (CCM) : By-Riya Mondal SMS-2 (QC)Документ11 страницContinuous Casting Machine (CCM) : By-Riya Mondal SMS-2 (QC)Dr-Riya Mondal100% (1)
- SMS LabДокумент64 страницыSMS LabDivya DiyaОценок пока нет
- If & LRFДокумент20 страницIf & LRFMashiur RahmanОценок пока нет
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceДокумент5 страницAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamОценок пока нет
- 2.9years Experience in Quality Department-Castings (Foundry) Sujith. DДокумент3 страницы2.9years Experience in Quality Department-Castings (Foundry) Sujith. Dsrsivaraman81Оценок пока нет
- SOP RM Final 26th Nov 08Документ96 страницSOP RM Final 26th Nov 08Raj Jaiswal100% (7)
- Additives and Refractories Report in FoundryДокумент20 страницAdditives and Refractories Report in FoundryWalton BangladeshОценок пока нет
- SMS#1 SMS#2: PERFROMANCE DATA (Refractory & Operation)Документ14 страницSMS#1 SMS#2: PERFROMANCE DATA (Refractory & Operation)Binod Kumar PadhiОценок пока нет
- Eliminating Molten Metal Splash and Furnace BreakdownsДокумент15 страницEliminating Molten Metal Splash and Furnace BreakdownsAaradhya Poddar0% (1)
- Presentation ON Steel Melting Shop: Rupendra Naik 3203810037Документ19 страницPresentation ON Steel Melting Shop: Rupendra Naik 3203810037Rahul PandeyОценок пока нет
- Guidelines For Proper Coreless Furnace Maintenance.Документ7 страницGuidelines For Proper Coreless Furnace Maintenance.iowafurnace83100% (2)
- Ladle Refining FurnaceДокумент3 страницыLadle Refining FurnaceBibhudutta mishraОценок пока нет
- Continuous Casting User ManualДокумент22 страницыContinuous Casting User ManualMyo100% (1)
- Operation and Maintenance Regulation For Finishing MillДокумент67 страницOperation and Maintenance Regulation For Finishing MillAbhijitkar89Оценок пока нет
- Electric Arc and Ladle Furnaces PDFДокумент27 страницElectric Arc and Ladle Furnaces PDFrodolfo_tome8275Оценок пока нет
- SM TupkaryДокумент666 страницSM TupkaryElio100% (5)
- Studies On Direct Reduced Iron Melting In Induction FurnaceДокумент10 страницStudies On Direct Reduced Iron Melting In Induction FurnaceAhmed SobhiОценок пока нет
- Raw Material Handling and Coke Oven ProcessesДокумент36 страницRaw Material Handling and Coke Oven ProcessesJaved AlamОценок пока нет
- 1 Introduction of The Blast Furnace ProcessДокумент9 страниц1 Introduction of The Blast Furnace Processhemant patilОценок пока нет
- Iron Ore Pellets and Pelletizing ProcessesДокумент5 страницIron Ore Pellets and Pelletizing ProcessesNirad SinhaОценок пока нет
- Sop of Ladle LIFEДокумент1 страницаSop of Ladle LIFEMurali Krishnan NairОценок пока нет
- Sop For Coil Insulation Electrical MaintenanceДокумент1 страницаSop For Coil Insulation Electrical MaintenanceMurali Krishnan NairОценок пока нет
- EAF Proces-EzzsteelДокумент38 страницEAF Proces-Ezzsteelabedo danklawyОценок пока нет
- Work Instruction GalДокумент31 страницаWork Instruction Galjasminnee100% (1)
- Ironmaking and Steelmaking ProcessesДокумент251 страницаIronmaking and Steelmaking Processesnagaraj100% (1)
- Con CastДокумент5 страницCon CastZubair AhmadОценок пока нет
- Lime in Iron OreДокумент14 страницLime in Iron Oreranjeet_nismОценок пока нет
- 1 Metallography Lab SheetДокумент5 страниц1 Metallography Lab SheetAlexОценок пока нет
- Macrostructure Defect in Continuous Steel CastingДокумент13 страницMacrostructure Defect in Continuous Steel CastingHasna RiazОценок пока нет
- As 4862-2000 Lead and Lead Alloys - Determination of Impurities and Alloying Elements - Atomic Emission SpectДокумент6 страницAs 4862-2000 Lead and Lead Alloys - Determination of Impurities and Alloying Elements - Atomic Emission SpectSAI Global - APAC100% (1)
- First Movable KR in India Has Successfully Started Up in JSW Steel at VijayanagarДокумент10 страницFirst Movable KR in India Has Successfully Started Up in JSW Steel at VijayanagarJJОценок пока нет
- Jindal Steel PlantДокумент23 страницыJindal Steel PlantPramodPradhanОценок пока нет
- Hydrogen in CastingsДокумент9 страницHydrogen in CastingsnmclaughОценок пока нет
- 9 Strip Casting Technology PYMenetДокумент5 страниц9 Strip Casting Technology PYMenetNikolas Kolasni Lakenir Ckerde DockosОценок пока нет
- Steel Production Process at SMS-IIДокумент22 страницыSteel Production Process at SMS-IIRahul PandeyОценок пока нет
- How Induction Furnaces Work Using Electromagnetic InductionДокумент5 страницHow Induction Furnaces Work Using Electromagnetic InductionOmar MushtaqОценок пока нет
- Feasibility Report On The Production of Direct Reduced IronДокумент5 страницFeasibility Report On The Production of Direct Reduced IronEngr Faiq ChauhdaryОценок пока нет
- Project Report (Chetan Jain)Документ24 страницыProject Report (Chetan Jain)Santosh KumarОценок пока нет
- Ball and Tube Mill OpnДокумент5 страницBall and Tube Mill OpnDevendra PrasadОценок пока нет
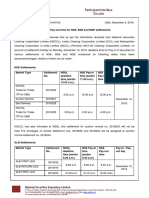
- 2016-0100-Policy-Change in Pay-In & Pay-Out Time For NSE, BSE and MSE SettlementsДокумент3 страницы2016-0100-Policy-Change in Pay-In & Pay-Out Time For NSE, BSE and MSE SettlementsMurali Krishnan NairОценок пока нет
- Introduction To Structure of Banking IndustryДокумент7 страницIntroduction To Structure of Banking IndustrygrunedaОценок пока нет
- Aml and Kyc Analytics The Risk of Non Compliance and The Cost of ComplianceДокумент4 страницыAml and Kyc Analytics The Risk of Non Compliance and The Cost of ComplianceMurali Krishnan NairОценок пока нет
- Sop of Ladle LIFEДокумент1 страницаSop of Ladle LIFEMurali Krishnan NairОценок пока нет
- Terms of Reference: Weekly Production and Maintenance Review Meeting - SMSДокумент2 страницыTerms of Reference: Weekly Production and Maintenance Review Meeting - SMSMurali Krishnan NairОценок пока нет
- PowerMILL 2015 R1 WhatsNewДокумент2 страницыPowerMILL 2015 R1 WhatsNewMurali Krishnan NairОценок пока нет
- Beat-Frequency Models of Kilohertz Qpos: M. Coleman MillerДокумент10 страницBeat-Frequency Models of Kilohertz Qpos: M. Coleman MillerMurali Krishnan NairОценок пока нет
- Criteria For Conducting RCA Sr. No. Equipment Category: Root Cause Analysis (RCA) POLICY - SMS MATДокумент3 страницыCriteria For Conducting RCA Sr. No. Equipment Category: Root Cause Analysis (RCA) POLICY - SMS MATMurali Krishnan NairОценок пока нет
- Sop For Electrical Maintenance FurnaceДокумент2 страницыSop For Electrical Maintenance FurnaceMurali Krishnan NairОценок пока нет
- Terms of Reference: Weekly Production and Maintenance Review Meeting - SMSДокумент2 страницыTerms of Reference: Weekly Production and Maintenance Review Meeting - SMSMurali Krishnan NairОценок пока нет
- Sop For Mechanical Maintenance CraneДокумент2 страницыSop For Mechanical Maintenance CraneMurali Krishnan NairОценок пока нет
- GPIL - SOP For Quality - FINALДокумент8 страницGPIL - SOP For Quality - FINALMurali Krishnan NairОценок пока нет
- Criteria For Conducting RCA Sr. No. Equipment Category: Root Cause Analysis (RCA) POLICY - SMS MATДокумент3 страницыCriteria For Conducting RCA Sr. No. Equipment Category: Root Cause Analysis (RCA) POLICY - SMS MATMurali Krishnan NairОценок пока нет
- Fuels and CombustionДокумент26 страницFuels and CombustionEjaz AhmedОценок пока нет
- Sop For Electrical Maintenance FurnaceДокумент2 страницыSop For Electrical Maintenance FurnaceMurali Krishnan NairОценок пока нет
- Sop For Electrical Maintenance FurnaceДокумент2 страницыSop For Electrical Maintenance FurnaceMurali Krishnan NairОценок пока нет
- Avon Application FormДокумент1 страницаAvon Application FormMurali Krishnan NairОценок пока нет
- Criteria For Conducting RCA Sr. No. Equipment Category: Root Cause Analysis (RCA) POLICY - SMS MATДокумент3 страницыCriteria For Conducting RCA Sr. No. Equipment Category: Root Cause Analysis (RCA) POLICY - SMS MATMurali Krishnan NairОценок пока нет
- Aptitude FormulaДокумент6 страницAptitude FormulaSenthil KumarОценок пока нет
- Sop For Coil Insulation Electrical MaintenanceДокумент1 страницаSop For Coil Insulation Electrical MaintenanceMurali Krishnan NairОценок пока нет
- 3rdpipes and Cisterns New1Документ50 страниц3rdpipes and Cisterns New1Sai Manoj K RОценок пока нет
- Shaft Diameter Determination for Bending, Torque & Fatigue LoadsДокумент1 страницаShaft Diameter Determination for Bending, Torque & Fatigue LoadsMurali Krishnan NairОценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- FAQДокумент1 страницаFAQMurali Krishnan NairОценок пока нет
- LGME006 SynopsisДокумент6 страницLGME006 SynopsisMurali Krishnan NairОценок пока нет
- Writeup cgl2015Документ2 страницыWriteup cgl2015Nitin VashisthОценок пока нет
- Boilers PDFДокумент28 страницBoilers PDFThulasi RamОценок пока нет
- RTS Chemistry SPM Question Bank Chapter 12Документ8 страницRTS Chemistry SPM Question Bank Chapter 12dobbybibiОценок пока нет
- Storage ProteinДокумент3 страницыStorage ProteinprincessicyjulietОценок пока нет
- Alta Special Steel Co.,Ltd - D2/1.2379/SKD11 Tool Steels, H13/1.2344/SKD61 Tool Steels, 4140, 4340 Alloy SteelsДокумент2 страницыAlta Special Steel Co.,Ltd - D2/1.2379/SKD11 Tool Steels, H13/1.2344/SKD61 Tool Steels, 4140, 4340 Alloy SteelsaltatoolsteelОценок пока нет
- Kolwezi SX StudyДокумент22 страницыKolwezi SX StudywitkerzОценок пока нет
- Standard No. and Definition SummaryДокумент1 страницаStandard No. and Definition SummarymanbkkОценок пока нет
- Section II Par T A Fer Rous Material Specifications Sa 451 To End 2019 Asme Boiler and Pressure Vessel Code An International Code PDF Free - 7Документ1 страницаSection II Par T A Fer Rous Material Specifications Sa 451 To End 2019 Asme Boiler and Pressure Vessel Code An International Code PDF Free - 7洛霖Оценок пока нет
- TMT First Construction Council PDFДокумент13 страницTMT First Construction Council PDFAmit Kumar0% (1)
- Army Public School Ranikhet: Chemistry Project FileДокумент15 страницArmy Public School Ranikhet: Chemistry Project FileSubhangi SatiОценок пока нет
- Eadips Manual Engl PDFДокумент390 страницEadips Manual Engl PDFbkarabasevicОценок пока нет
- Grains: Whole-Wheat Bread (Roti) Whole-Wheat Bread T (Aata Bread)Документ23 страницыGrains: Whole-Wheat Bread (Roti) Whole-Wheat Bread T (Aata Bread)Ashish GoelОценок пока нет
- Birm Clack LДокумент2 страницыBirm Clack Linversiones del peruОценок пока нет
- The Pros and Cons of Reductive Matte Smelting For PGMsДокумент4 страницыThe Pros and Cons of Reductive Matte Smelting For PGMsCristian Andres Florez VergaraОценок пока нет
- Ferrioxalate SystemДокумент6 страницFerrioxalate SystemRohit ChauhanОценок пока нет
- Stainless Steel Grades ExplainedДокумент1 страницаStainless Steel Grades ExplainedRm1262Оценок пока нет
- Movex 2016USALДокумент332 страницыMovex 2016USALserenetaОценок пока нет
- Artigos SICДокумент5 страницArtigos SICMarli GonçalvesОценок пока нет
- HPAL Upping The PressureДокумент26 страницHPAL Upping The PressureardiansyahhandikaОценок пока нет
- M.B. Kermani, A. Morshed, Corrosion 59, 8 (2003) : P. 659-683. 4444444444Документ9 страницM.B. Kermani, A. Morshed, Corrosion 59, 8 (2003) : P. 659-683. 4444444444Luis LozadaОценок пока нет
- Wide World of Minerals Calendar 2024Документ32 страницыWide World of Minerals Calendar 2024achint GoelОценок пока нет
- Resistance Wire: Properties of Major AlloysДокумент2 страницыResistance Wire: Properties of Major Alloysyasir127Оценок пока нет
- Dilution and Microsegregation in Dissimilar Metal Welds Between Super Austenitic Stainless Steel and Nickel Base AlloysДокумент10 страницDilution and Microsegregation in Dissimilar Metal Welds Between Super Austenitic Stainless Steel and Nickel Base AlloysPrasanth M CoolОценок пока нет
- E107 PDFДокумент17 страницE107 PDFEduardo MoralesОценок пока нет
- 1.5117079 (Ukuran MNP)Документ11 страниц1.5117079 (Ukuran MNP)Sari Ramadhani MeutuahОценок пока нет
- My Chemistry ProjectДокумент4 страницыMy Chemistry ProjectZiiad ElsayeedОценок пока нет
- Cyanide Remediation: Current and Past TechnologiesДокумент26 страницCyanide Remediation: Current and Past TechnologiesCoraKiriОценок пока нет
- Deformed Reinforcing Bars Prices Per Length - PHILCON PRICES PDFДокумент1 страницаDeformed Reinforcing Bars Prices Per Length - PHILCON PRICES PDFjohn reyesОценок пока нет
- 1 SS400 Material Properties - Beyond-Steel & MetalДокумент1 страница1 SS400 Material Properties - Beyond-Steel & MetalmarselОценок пока нет
- OxygenScavengers DOC316.53.01105Документ6 страницOxygenScavengers DOC316.53.01105Vinod SindhavОценок пока нет
- CSEC Chemistry-2010-P2Документ20 страницCSEC Chemistry-2010-P27Timothy hnОценок пока нет
- PUMP MMTV Vertical Mixed Flow Multistage Pump With CanisterДокумент3 страницыPUMP MMTV Vertical Mixed Flow Multistage Pump With Canisterarondaniel ocampoОценок пока нет