Вам также может понравиться
- Technical CapabilitiesДокумент5 страницTechnical CapabilitiesDavid J. CruzОценок пока нет
- Unidades de Viscosidad PDFДокумент1 страницаUnidades de Viscosidad PDFDavid J. CruzОценок пока нет
- Identification and Classification of Dispersive Clay Soils by The Pinhole TestДокумент11 страницIdentification and Classification of Dispersive Clay Soils by The Pinhole TestDavid J. CruzОценок пока нет
- SC02Документ9 страницSC02David J. CruzОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- SS - Q1 - First Summative Test - Gr4Документ3 страницыSS - Q1 - First Summative Test - Gr4Jem BuenaventuraОценок пока нет
- Shopping Mall Literature StudyДокумент27 страницShopping Mall Literature StudyaarthiОценок пока нет
- Spill ResponseДокумент10 страницSpill ResponseLittle Holland Pty Ltd100% (1)
- Habitat Centre ReportДокумент87 страницHabitat Centre Reportnc85% (13)
- Tu Dong Nghia Reading StepwellsДокумент1 страницаTu Dong Nghia Reading StepwellsHòa MinhОценок пока нет
- Urban EngineerДокумент2 страницыUrban EngineerTefera TemesgenОценок пока нет
- Activity Ans AssessmentДокумент2 страницыActivity Ans AssessmentOhmark VeloriaОценок пока нет
- Pollution Control and PreventionДокумент4 страницыPollution Control and PreventionPartial DerivativeОценок пока нет
- 90-10 Copper-Nickel Vs - Sea-Cure Stainless SteelДокумент7 страниц90-10 Copper-Nickel Vs - Sea-Cure Stainless Steelpipedown456Оценок пока нет
- Mohriak e Barros, 1990Документ10 страницMohriak e Barros, 1990jpoceanoОценок пока нет
- DWG Chapter 15 Treatment Processes Disinfection Jun19Документ84 страницыDWG Chapter 15 Treatment Processes Disinfection Jun19Alberto MeneghinОценок пока нет
- Plastic RecyclingДокумент15 страницPlastic RecyclingKate Zamora-MundanОценок пока нет
- 24 Doctors With The Courage To Tell The Truth About Distilled WaterДокумент22 страницы24 Doctors With The Courage To Tell The Truth About Distilled WaterEnglishTutr100% (6)
- Study The Effect of Antibiotics On Bacteria CountДокумент5 страницStudy The Effect of Antibiotics On Bacteria CountAntony GeorgeОценок пока нет
- Water StorageДокумент20 страницWater StorageNoushad P Hamsa100% (1)
- State of The Environment Report - GEO Bahamas-2005GEO Bahamas 2005 PDFДокумент66 страницState of The Environment Report - GEO Bahamas-2005GEO Bahamas 2005 PDFK1127 VIPEEN NISWADEОценок пока нет
- No. Category of Contribution RateДокумент3 страницыNo. Category of Contribution RateFuadChiwaОценок пока нет
- River Training Works: GabionsДокумент15 страницRiver Training Works: GabionsFITSUM BerheОценок пока нет
- Pre-Feasibility Report FOR 100 MT/day Formaldehyde Plant by M/s Bansal Chemicals IndustriesДокумент19 страницPre-Feasibility Report FOR 100 MT/day Formaldehyde Plant by M/s Bansal Chemicals IndustriesRushikesh MundeОценок пока нет
- Bone Ash As An Alternative CementДокумент18 страницBone Ash As An Alternative CementDing Makabinta0% (1)
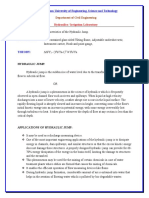
- Hydraulic JumpДокумент10 страницHydraulic JumpnaeemОценок пока нет
- Concrete CoolingДокумент19 страницConcrete CoolingAbdulrahman AlnagarОценок пока нет
- Slop Oil and Oily Sludge Recovery Brochure - tcm11 68550Документ16 страницSlop Oil and Oily Sludge Recovery Brochure - tcm11 68550Irelena RomeroОценок пока нет
- New Ferry Design Report.Документ16 страницNew Ferry Design Report.Staten Island Advance/SILive.comОценок пока нет
- Efektivitas Pembubuhan Kaporit Dalam Menurunkan Kadar Zat Besi (Fe) Pada Air Sumur Gali Tahun 2013Документ10 страницEfektivitas Pembubuhan Kaporit Dalam Menurunkan Kadar Zat Besi (Fe) Pada Air Sumur Gali Tahun 2013arifОценок пока нет
- Adblue System and DiagnosticsДокумент160 страницAdblue System and DiagnosticsMirek100% (4)
- BBA - Under Floor HeatingДокумент8 страницBBA - Under Floor HeatingPaul KwongОценок пока нет
- Climate and Weather (Esquema)Документ7 страницClimate and Weather (Esquema)Janet Gallardo SerraОценок пока нет
- Microbial Carbonate Precipitation ReviewДокумент19 страницMicrobial Carbonate Precipitation ReviewvempadareddyОценок пока нет
- All The Water We NeedДокумент9 страницAll The Water We NeedAnne Stinnett100% (1)