Вам также может понравиться
- Automotive Gray Iron Castings: Standard Specification ForДокумент5 страницAutomotive Gray Iron Castings: Standard Specification ForJosé Ramón GutierrezОценок пока нет
- Preventing Scale Loss During Heat Treatment & Hot Forging - With ImagesДокумент17 страницPreventing Scale Loss During Heat Treatment & Hot Forging - With ImagesSrikar Shenoy100% (1)
- Steel Rivets and Bars For Rivets, Pressure VesselsДокумент4 страницыSteel Rivets and Bars For Rivets, Pressure VesselsxaviereduardoОценок пока нет
- Aerospace CustomersДокумент3 страницыAerospace CustomersSinan YıldızОценок пока нет
- Is Phosphorus Bad For SteelДокумент19 страницIs Phosphorus Bad For SteelKarun Dev100% (1)
- Rheocasting of Semi-Solid A357 AluminumДокумент7 страницRheocasting of Semi-Solid A357 AluminumikehrpОценок пока нет
- Austenitizing Heat Treatment PDFДокумент20 страницAustenitizing Heat Treatment PDFsivajirao70100% (1)
- Dos A OilДокумент5 страницDos A OilimranОценок пока нет
- IBR 73-80 Steel CastingsДокумент5 страницIBR 73-80 Steel CastingsRajivharolikarОценок пока нет
- Astm B 134 - 2001Документ7 страницAstm B 134 - 2001zahirОценок пока нет
- 7075 Aluminum Plate SuppliersДокумент10 страниц7075 Aluminum Plate Supplierssanghvi overseas incОценок пока нет
- Zinc Plating InformationДокумент4 страницыZinc Plating Informationankur panwarОценок пока нет
- Sand and Permanent Mold Casting Errata WatermarkДокумент7 страницSand and Permanent Mold Casting Errata Watermarkprakashp111Оценок пока нет
- Brazing Allloy Cusil ABAДокумент12 страницBrazing Allloy Cusil ABADheeraj SharmaОценок пока нет
- Astm B198Документ15 страницAstm B198Wilmar Ortiz MoraОценок пока нет
- B343 92a Reapproved 2014 PDFДокумент3 страницыB343 92a Reapproved 2014 PDFNinad PawarОценок пока нет
- TALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialДокумент22 страницыTALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialCORE MaterialsОценок пока нет
- ASTM B240 - Zinc and Zinc-Aluminum (ZA) AlloysДокумент4 страницыASTM B240 - Zinc and Zinc-Aluminum (ZA) AlloysShawn Deol100% (1)
- Selection of Etching Methods of Primary Carbides in MAR-M247 Nickel-Base Superalloy For Computer-Aided Quantitative MetallographyДокумент7 страницSelection of Etching Methods of Primary Carbides in MAR-M247 Nickel-Base Superalloy For Computer-Aided Quantitative MetallographyirinasurОценок пока нет
- Magnesium Casting Technology For Structural ApplicationsДокумент21 страницаMagnesium Casting Technology For Structural ApplicationsJinsoo KimОценок пока нет
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForДокумент9 страницSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadОценок пока нет
- Filter NotesДокумент46 страницFilter Notestanzil10100% (1)
- FMT2021 01Документ41 страницаFMT2021 01dabuserОценок пока нет
- Hot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesДокумент11 страницHot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesNilton Santillan OrtegaОценок пока нет
- LIBRO3Документ43 страницыLIBRO3Camilo LacoutureОценок пока нет
- Interpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Документ10 страницInterpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Nick pilipenkoОценок пока нет
- Remelting For Highest StandardsДокумент12 страницRemelting For Highest StandardsX800XLОценок пока нет
- Distortion in Heat TreatmentДокумент34 страницыDistortion in Heat TreatmentAmit100% (1)
- B221M 1388261-1Документ16 страницB221M 1388261-1hh774747Оценок пока нет
- BS2789 Grade 700-2 SG Iron: Form of SupplyДокумент2 страницыBS2789 Grade 700-2 SG Iron: Form of SupplySama UmateОценок пока нет
- Cast IronДокумент15 страницCast IronJohnОценок пока нет
- 10-Fixed Dummy BlocksДокумент2 страницы10-Fixed Dummy Blockspetshopboys100% (1)
- Silicon Nitride Ceramic Ball Bearings Properties Advantages and ApplicationsДокумент9 страницSilicon Nitride Ceramic Ball Bearings Properties Advantages and ApplicationsAbdul RozaqОценок пока нет
- Steel CleanlinessДокумент22 страницыSteel CleanlinessfondershellОценок пока нет
- Evaluating Coatings For High Temperature Service: Standard Test Methods ForДокумент3 страницыEvaluating Coatings For High Temperature Service: Standard Test Methods ForFernando Berrospi Garay100% (1)
- Ti 6al 4v Grade 5Документ1 страницаTi 6al 4v Grade 5Angga Kurniawan Dharma100% (1)
- SAE - AMS 5759lv003Документ6 страницSAE - AMS 5759lv003Nilesh PatilОценок пока нет
- Heat Treatment of Aluminum AlloysДокумент9 страницHeat Treatment of Aluminum AlloysUmar Shaukat100% (1)
- Grain Refinement of Permanent Mold Cast Copper Base AlloysДокумент124 страницыGrain Refinement of Permanent Mold Cast Copper Base Alloyschris nelson100% (1)
- High Strength Sheet Steel, 180 Mpa Through 700 Mpa Yield StrengthsДокумент18 страницHigh Strength Sheet Steel, 180 Mpa Through 700 Mpa Yield StrengthsRicardo UriasОценок пока нет
- Qualanod SpecДокумент62 страницыQualanod SpecwilliamОценок пока нет
- High-Silicon Molybdenum Ferritic Iron Castings: Standard Specification ForДокумент7 страницHigh-Silicon Molybdenum Ferritic Iron Castings: Standard Specification Formohammed karasnehОценок пока нет
- Rheocasting of Aluminum 201Документ56 страницRheocasting of Aluminum 201Nahid LatonaОценок пока нет
- Operating Salt Spray (Fog) Apparatus: Standard Practice ForДокумент11 страницOperating Salt Spray (Fog) Apparatus: Standard Practice ForFelipeMoriОценок пока нет
- Gray Cast Iron-1Документ18 страницGray Cast Iron-1ManicharanОценок пока нет
- Ductile Iron Casting Specfications and Details All StandardsДокумент15 страницDuctile Iron Casting Specfications and Details All StandardsN.Palaniappan100% (1)
- ASTM E 505 Cast DefectsДокумент3 страницыASTM E 505 Cast DefectsMario Moura JrОценок пока нет
- Powder Components Heat Treatment PDFДокумент47 страницPowder Components Heat Treatment PDFsmani170Оценок пока нет
- ASTM-B179-14 Aluminum Alloys in Ingot and Molten Forms For Castings PDFДокумент11 страницASTM-B179-14 Aluminum Alloys in Ingot and Molten Forms For Castings PDFNguyễn Tiến DũngОценок пока нет
- Astm A1008 12aДокумент9 страницAstm A1008 12aAleks SenaОценок пока нет
- KB Alloys Foundrymans Guide To SR and TiBorДокумент7 страницKB Alloys Foundrymans Guide To SR and TiBorfoundryjoeОценок пока нет
- Jis G3141Документ28 страницJis G3141hailander castañeda martinez100% (1)
- Physical Metallurgy of Inconel Alloys For Corrosive EnvironmentДокумент12 страницPhysical Metallurgy of Inconel Alloys For Corrosive EnvironmentSyavash EnshaОценок пока нет
- WSS M1P94 AДокумент9 страницWSS M1P94 AAleks SenaОценок пока нет
- 1.1 Grain Refinement: Imam Prabowo Mechanism of Grain Refinement in Alumunium AlloyДокумент8 страниц1.1 Grain Refinement: Imam Prabowo Mechanism of Grain Refinement in Alumunium AlloyFolo Daniel SianiparОценок пока нет
- Titanium Boron Aluminum Master Alloy For Use As Aluminum Grain Refiner and Process For Its Production Using UDS Induction FurnaceДокумент1 страницаTitanium Boron Aluminum Master Alloy For Use As Aluminum Grain Refiner and Process For Its Production Using UDS Induction Furnaceamitkkamble100% (1)
- Mil STD 1312BДокумент44 страницыMil STD 1312BgreatsteelОценок пока нет
- Folder Linha VerticalДокумент2 страницыFolder Linha VerticaljcpolicarpiОценок пока нет
- Cat Logo Bomba RFДокумент2 страницыCat Logo Bomba RFjcpolicarpiОценок пока нет
- EBook - Dust Collector MaintenanceДокумент33 страницыEBook - Dust Collector MaintenancejcpolicarpiОценок пока нет
- Country Dry SinkДокумент4 страницыCountry Dry SinkjcpolicarpiОценок пока нет
- Shaker Inspired Wall ShelfДокумент3 страницыShaker Inspired Wall ShelfjcpolicarpiОценок пока нет
- Engineer's Report On Collapse of South Alabama Football FacilityДокумент22 страницыEngineer's Report On Collapse of South Alabama Football Facilitycreg1973100% (1)
- Constructability Concepts Significance and ImplemeДокумент11 страницConstructability Concepts Significance and ImplemeHari Dwi KisbiyantoroОценок пока нет
- BIM and Sustainability in Terms of Philippine StandardsДокумент6 страницBIM and Sustainability in Terms of Philippine Standardsraifel100% (1)
- Sample CSHP (Safety&Health D.O.13 DOLE)Документ1 страницаSample CSHP (Safety&Health D.O.13 DOLE)Jemsel D. Valdez, Sr.Оценок пока нет
- Issb - CollectedДокумент19 страницIssb - CollectedBrhane Gadiyon100% (1)
- Steel QB With SolutionДокумент64 страницыSteel QB With SolutionShazОценок пока нет
- BCM Roof Case StudyДокумент10 страницBCM Roof Case Studyojasvi kandhiaОценок пока нет
- AP-T356-21 Technical Basis Guide To Pavement Technology Part 2Документ54 страницыAP-T356-21 Technical Basis Guide To Pavement Technology Part 2Fernando PaivaОценок пока нет
- B&R Drg. For CR Tank PDFДокумент195 страницB&R Drg. For CR Tank PDFaabhas100% (1)
- Jojo Septic Tank Design DoneДокумент7 страницJojo Septic Tank Design DoneLenard SantiagoОценок пока нет
- FUS ON: Experiencing Fusion Site PlanДокумент1 страницаFUS ON: Experiencing Fusion Site PlanNikola Dredge TristaniОценок пока нет
- 2nd PPT Torsional IrregulartitiesДокумент20 страниц2nd PPT Torsional IrregulartitiesAnkit DalviОценок пока нет
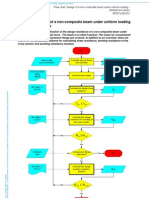
- EC3 Flow Chart Design of A Non-Composite Beam Under Uniform Loading - Detailed ProcedureДокумент5 страницEC3 Flow Chart Design of A Non-Composite Beam Under Uniform Loading - Detailed Procedurejskolmen100% (1)
- 20550e00 PDFДокумент120 страниц20550e00 PDFhalim_kaОценок пока нет
- ELECTRICAL WIRING PLAN DemoДокумент24 страницыELECTRICAL WIRING PLAN DemoTommy Dela CruzОценок пока нет
- Avni Gupta - WD PortfolioДокумент23 страницыAvni Gupta - WD PortfolioSoumia GuptaОценок пока нет
- Axle ShaftsДокумент13 страницAxle ShaftsankitsarvaiyaОценок пока нет
- HS PU Elastoseal PrimerДокумент2 страницыHS PU Elastoseal PrimergopipcuddaloreОценок пока нет
- Wire Mesh Gabions and MattressesДокумент5 страницWire Mesh Gabions and MattressesRolly FerrerОценок пока нет
- Proy. C - Completo - 2018Документ12 страницProy. C - Completo - 2018Gosbony SKОценок пока нет
- ENS 080312 en JZ Notes Chapter 1Документ3 страницыENS 080312 en JZ Notes Chapter 1Kenny CasillaОценок пока нет
- Se Sovent Design Manual 101o New011007Документ24 страницыSe Sovent Design Manual 101o New011007jomy_pj8106Оценок пока нет
- Maintenance of Chiksan Valves and Swivel JointsДокумент4 страницыMaintenance of Chiksan Valves and Swivel JointsTg TarroОценок пока нет
- Transmittal Template Method StatementsДокумент2 страницыTransmittal Template Method StatementsMohamed ThowfeekОценок пока нет
- 7 Medival ArchitectureДокумент50 страниц7 Medival ArchitectureRachana Muppala100% (3)
- 8 Crack-SlightДокумент18 страниц8 Crack-Slightريام الموسويОценок пока нет
- Service Manual: Air ConditionerДокумент70 страницService Manual: Air Conditionerboroda2410Оценок пока нет
- Why Do We Need Acoustics?Документ15 страницWhy Do We Need Acoustics?DELOS REYES Camille L.Оценок пока нет
- ASME B 31.3 2016 Process PipingДокумент30 страницASME B 31.3 2016 Process Pipingr.devendran25% (4)
- Powell Hydraulic Hose Catalogue Price List 2017Документ20 страницPowell Hydraulic Hose Catalogue Price List 2017Anonymous VRspXsmОценок пока нет