Вам также может понравиться
- Flyback Transformer DriverДокумент3 страницыFlyback Transformer DriverArnab AcharyaОценок пока нет
- Magnetic Potential Energy of A Linear Magnetic Track GunДокумент14 страницMagnetic Potential Energy of A Linear Magnetic Track GunNick CanningОценок пока нет
- Electrostatic Handbook PDFДокумент60 страницElectrostatic Handbook PDFLê Tuấn MinhОценок пока нет
- Investigating Physical and Alchemical Changes On Copper Under Conditions of Plasma Light Spectra Powered by Audio Range Modulated Tesla CoilДокумент14 страницInvestigating Physical and Alchemical Changes On Copper Under Conditions of Plasma Light Spectra Powered by Audio Range Modulated Tesla CoilJohn FoldanОценок пока нет
- Alternatoer Lvsi804s WDG 12 v9 TdsДокумент8 страницAlternatoer Lvsi804s WDG 12 v9 TdsCris_eu09Оценок пока нет
- Magnetic Balance and Magnetising Excitation Current Test A Effective Diagnostic ToolДокумент13 страницMagnetic Balance and Magnetising Excitation Current Test A Effective Diagnostic Toolsree rama chandra murthy channa50% (2)
- Introduction To ESD and ESD Events Part 4Документ8 страницIntroduction To ESD and ESD Events Part 4Sopna BalakrishnanОценок пока нет
- дудышев новая эн 10-19 PDFДокумент3 страницыдудышев новая эн 10-19 PDFAleksandrОценок пока нет
- Fundamentals of Electrostatic Discharge PDFДокумент11 страницFundamentals of Electrostatic Discharge PDFKalyanasundaram ThirugnanasambandamОценок пока нет
- Build An Ion Detector and Test Your Negative Ionizer - Natural SolutionsДокумент4 страницыBuild An Ion Detector and Test Your Negative Ionizer - Natural Solutionsaz azОценок пока нет
- Ormus Foldout Flyer. PDF VersionДокумент2 страницыOrmus Foldout Flyer. PDF VersionStellaEstelОценок пока нет
- D Hudson Ormus Gold AUSTRALIAN PATENTДокумент26 страницD Hudson Ormus Gold AUSTRALIAN PATENTgoogleheadОценок пока нет
- Experiment 4 Simple MotorДокумент6 страницExperiment 4 Simple MotorKim HarlyОценок пока нет
- Miller Basic ElectrictyДокумент100 страницMiller Basic ElectrictybjrhunterОценок пока нет
- Important Mcq-Rectifiers and FiltersДокумент3 страницыImportant Mcq-Rectifiers and Filtersarijitlgsp67% (9)
- Transformers PDFДокумент6 страницTransformers PDFVasileSpireaОценок пока нет
- Chips With Everything: Lessons For Effective Government Support For Clusters From The South West Semiconductor IndustryДокумент28 страницChips With Everything: Lessons For Effective Government Support For Clusters From The South West Semiconductor IndustryNestaОценок пока нет
- Ancient Traditional Technology For Preparing Bhasmas of Metals and Minerals WithДокумент5 страницAncient Traditional Technology For Preparing Bhasmas of Metals and Minerals WithLaron ClarkОценок пока нет
- Potassium: Physical PropertiesДокумент6 страницPotassium: Physical PropertiesJihad Ibrahim AYОценок пока нет
- Plasma Arc MachiningДокумент31 страницаPlasma Arc Machiningzahirkamil67% (3)
- Ruggero Maria Santilli- Hadronic Mathematics, Mechanics and Chemistry Volume IV: Experimental Verifications, Theoretical Advances and Industrial Applications in Particle Physics, Nuclear Physics and AstrophysicsДокумент364 страницыRuggero Maria Santilli- Hadronic Mathematics, Mechanics and Chemistry Volume IV: Experimental Verifications, Theoretical Advances and Industrial Applications in Particle Physics, Nuclear Physics and Astrophysics939392Оценок пока нет
- The Transmutation of Base Metals Into Silver and Gold David BeutherДокумент68 страницThe Transmutation of Base Metals Into Silver and Gold David BeutherGeorge O AmadoОценок пока нет
- Manifest Your Cosmic EnergyДокумент1 страницаManifest Your Cosmic EnergyDev Art StudioОценок пока нет
- Ars CabalisticaДокумент1 041 страницаArs Cabalisticacri28Оценок пока нет
- Applying E78 To Semiconductor Wafer Roger PierceДокумент6 страницApplying E78 To Semiconductor Wafer Roger PiercehimsnileshОценок пока нет
- SuperconductorДокумент25 страницSuperconductoranisghaniОценок пока нет
- Comparison Chart ESD Flooring Footwear Static Sensitive ApplicationДокумент11 страницComparison Chart ESD Flooring Footwear Static Sensitive ApplicationAnonymous FZs3yBHh7100% (1)
- Bio-Circle Full Range CatalogueДокумент64 страницыBio-Circle Full Range CatalogueBio CircleОценок пока нет
- Ferro FluidДокумент31 страницаFerro FluidnanosakthivelОценок пока нет
- Convert A Computer Power Supply To A Bench Top Lab PDFДокумент10 страницConvert A Computer Power Supply To A Bench Top Lab PDFL HОценок пока нет
- Simon Hudson David Hudson Branded EntertainmentДокумент17 страницSimon Hudson David Hudson Branded EntertainmentFarhat AliОценок пока нет
- ICs and ESDДокумент25 страницICs and ESDekvblsa vksvlijierigbОценок пока нет
- Generation of Electricity Using GravityДокумент6 страницGeneration of Electricity Using GravityIAEME Publication100% (1)
- 10 Chackra Music PetalsДокумент1 страница10 Chackra Music PetalsHeart SoulОценок пока нет
- Magnetizing GuideДокумент50 страницMagnetizing GuideChava MichiganОценок пока нет
- 07 - Chapter 1 PDFДокумент15 страниц07 - Chapter 1 PDFBabuPDОценок пока нет
- PyramidДокумент2 страницыPyramidftorre9Оценок пока нет
- Presented By:: G.venkat Sai 16311a04btДокумент20 страницPresented By:: G.venkat Sai 16311a04btGAJULA VENKAT SAI GAJULAОценок пока нет
- The Fifth State of MatterДокумент23 страницыThe Fifth State of MatterHarold MangaОценок пока нет
- Powder Metallurgy - Wikipedia, The Free EncyclopediaДокумент11 страницPowder Metallurgy - Wikipedia, The Free EncyclopediazidaaanОценок пока нет
- 4MB0 02R Que 20170117 PDFДокумент32 страницы4MB0 02R Que 20170117 PDFJahangir AlamОценок пока нет
- Ijeit1412201409 08 PDFДокумент8 страницIjeit1412201409 08 PDFmailads100% (1)
- A.Muralikrishnan Lecturer - Textiles P.A.C.Ramasamyraja Polytechnic Collge, Rajapalayam, Tamilnadu, IndiaДокумент43 страницыA.Muralikrishnan Lecturer - Textiles P.A.C.Ramasamyraja Polytechnic Collge, Rajapalayam, Tamilnadu, IndiaDamanjot SinghОценок пока нет
- Rheology - New Concepts, Applications and Methods - Durairaj PDFДокумент114 страницRheology - New Concepts, Applications and Methods - Durairaj PDFLord MurphyОценок пока нет
- PiezoelectricityДокумент19 страницPiezoelectricityBurak KılınçОценок пока нет
- Article53 - Ten-Fold Division by SMPhillipsДокумент16 страницArticle53 - Ten-Fold Division by SMPhillipszodakenОценок пока нет
- Plasma Orbital Expansion Electrons WaterДокумент158 страницPlasma Orbital Expansion Electrons WaterVincent J. CataldiОценок пока нет
- Alchemy - The Three Essentials - Temple of MercuryДокумент3 страницыAlchemy - The Three Essentials - Temple of MercuryVaidya NurОценок пока нет
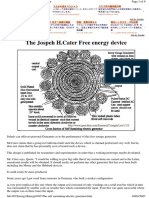
- The Jospeh H.Cater Free Energy Device: WWW - Artmemory.co - Jp/crystalДокумент20 страницThe Jospeh H.Cater Free Energy Device: WWW - Artmemory.co - Jp/crystalBSNОценок пока нет
- Fesem Info EngДокумент5 страницFesem Info Engmanojkumaar647Оценок пока нет
- Vymanika ShastraДокумент31 страницаVymanika ShastraPavan Kumar Kallakuri0% (1)
- Veljko Milkovic - Two-Stage Mechanical Oscillator - 9 - 1 Overunity and Antigravity..Документ26 страницVeljko Milkovic - Two-Stage Mechanical Oscillator - 9 - 1 Overunity and Antigravity..Erwin BlancoОценок пока нет
- Is Einstein Theory of Relativity CorrecДокумент3 страницыIs Einstein Theory of Relativity CorrecJose PecinaОценок пока нет
- Ice Detection SystemsДокумент6 страницIce Detection SystemsbnolascoОценок пока нет
- Soxhlet Extraction: By-Shewarega HabtamuДокумент12 страницSoxhlet Extraction: By-Shewarega HabtamuAbdisa GemechuОценок пока нет
- Synthesis of FerrofluidДокумент3 страницыSynthesis of FerrofluidValentin-AngeloUzunovОценок пока нет
- Uk-RSS Technology, Comparison With Conventional Methods Fands-LlcДокумент7 страницUk-RSS Technology, Comparison With Conventional Methods Fands-Llcmichel louis friedmanОценок пока нет
- Rasa Shastra The Art of Vedic Alchemy Vol.2 IntroducesДокумент12 страницRasa Shastra The Art of Vedic Alchemy Vol.2 Introduceshk_scribdОценок пока нет
- Portable Sound Wave Fire ExtinguisherДокумент3 страницыPortable Sound Wave Fire ExtinguisherInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Metals (From Physica) - ST Hildegard Von BingenДокумент3 страницыMetals (From Physica) - ST Hildegard Von BingenCaio CardosoОценок пока нет
- Visual Reflection Polariscope, VRP: For Measuring Residual StressДокумент0 страницVisual Reflection Polariscope, VRP: For Measuring Residual StressCristian TofanОценок пока нет
- Foundry Sop PDFДокумент112 страницFoundry Sop PDFBorislav VulićОценок пока нет
- Nimi Tantra - Opthalmology of Ancient India - Sanskriti - Indian CultureДокумент4 страницыNimi Tantra - Opthalmology of Ancient India - Sanskriti - Indian CultureMidhundbОценок пока нет
- Handbook of Laser Synthesis of ColloidsДокумент154 страницыHandbook of Laser Synthesis of ColloidscuentaparadescargarОценок пока нет
- Co 7044 BДокумент312 страницCo 7044 BZoran NesicОценок пока нет
- Silicon NPN Power Transistors: Savantic Semiconductor Product SpecificationДокумент4 страницыSilicon NPN Power Transistors: Savantic Semiconductor Product SpecificationDjalma MotaОценок пока нет
- Optical SourcesДокумент89 страницOptical Sourcessambasivarao racakonda100% (2)
- Class X Physics Question Bank For Sa-I 2013-14Документ48 страницClass X Physics Question Bank For Sa-I 2013-14lenovoji100% (1)
- ECE 372 - Chap14Документ65 страницECE 372 - Chap14amritaeceОценок пока нет
- Iu.e5.116.0 XCSW240Документ2 страницыIu.e5.116.0 XCSW240FolpoОценок пока нет
- Wcm2012f2s SeriesДокумент4 страницыWcm2012f2s Seriesgoogi7Оценок пока нет
- BSNL JTO Sample Paper-3Документ100 страницBSNL JTO Sample Paper-3ramesh_balakОценок пока нет
- 12 Bit Comparator 32nmДокумент4 страницы12 Bit Comparator 32nm08-Phạm Gia HuyОценок пока нет
- HD8205A Data SheetДокумент6 страницHD8205A Data SheetFélixОценок пока нет
- Modified GDI Technique - A Power Efficient Method For Digital Circuit DesignДокумент10 страницModified GDI Technique - A Power Efficient Method For Digital Circuit DesignswathiОценок пока нет
- Aktetv 4 NR 2Документ200 страницAktetv 4 NR 2edisanila100% (1)
- S-18 3150 Overvoltages and Insulation Coordination PDFДокумент63 страницыS-18 3150 Overvoltages and Insulation Coordination PDFroyclhorОценок пока нет
- Thin Film DepositionДокумент23 страницыThin Film Depositionsudha mallikОценок пока нет
- Jinko Mono 340wДокумент2 страницыJinko Mono 340wDiego Alejandro CampoОценок пока нет
- AVR Session 1 PDFДокумент44 страницыAVR Session 1 PDFKirito SoloОценок пока нет
- ACDCPДокумент14 страницACDCPCesar DomenechОценок пока нет
- Val - Impedance Matching and Matching NetworksДокумент27 страницVal - Impedance Matching and Matching NetworksKrishnaveni Subramani SОценок пока нет
- MPI LAB 4 ReДокумент4 страницыMPI LAB 4 Readnan javedОценок пока нет
- Wharfedale TITAN SUB-A12 - 1-400wДокумент13 страницWharfedale TITAN SUB-A12 - 1-400wNguyễn Quang TrânОценок пока нет
- Tle 92464 EdДокумент117 страницTle 92464 EdcqlОценок пока нет
- Sed 1565Документ87 страницSed 1565martinch buggsyОценок пока нет
- TH-42PD50U Plasma Training CourseДокумент85 страницTH-42PD50U Plasma Training CourseElmer ChristoperОценок пока нет
- GYS Gysmi 180 Ac/dcДокумент4 страницыGYS Gysmi 180 Ac/dcAnonymous iYKTkmhpZОценок пока нет
- Project Report On Speed Control of DC Motor by Using PWM TechniqueДокумент77 страницProject Report On Speed Control of DC Motor by Using PWM TechniqueSBONGISENI MASONDO100% (2)