Академический Документы
Профессиональный Документы
Культура Документы
Curso de ASME IX Ruben 10
Загружено:
dgelvezАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Curso de ASME IX Ruben 10
Загружено:
dgelvezАвторское право:
Доступные форматы
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
ASME IX
Calificacin de
Procedimientos de
Soldadura, Soldadores y
Operadores de
Soldadura
1
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Organizacin y Alcance
TABLA DE CONTENIDOS
1: Introduccin
2: ASME IX: Organizacin
3: Calificacin de Procedimientos de soldadura
4: Calificacin de Soldadores y Operadores
5: SWPS
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
ENTIDADES.
.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Parte 2: Cdigo ASME BPV Seccin IX
Calificaciones de Soldadura
Esta seccin del Cdigo ASME para Calderas y Recipientes
a presin se encuentra organizada de la siguiente forma:
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
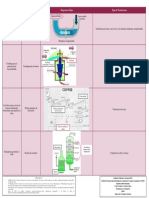
Descripcin
La Seccin IX del Cdigo ASME BPVC establece los
requerimientos para la calificacin de:
Procedimientos de soldadura y
Habilidad de soldadores y operadores de soldadura (y
Brazing).
Se aplica como sea requerido por alguna seccin aplicable al
diseo, construccin, montaje y/o operacin.
Ejemplo de Cdigos que referencian a ASME IX son:
ASME BPVC seccin I, III, IV, VIII, XII.
ASME B31.1, .3, .4, .8, .11.
National Board Inspection Code, API 510, API 570.
API 620, 650, 653
10
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW: Soldadura
La parte QW de la Seccin IX en la parte referida a
soldadura est compuesta por las siguientes cinco
partes.
Articulo I Requerimientos generales de soldadura
Articulo II Calificacin de procedimiento de soldadura
Articulo III Calificacin de Soldadores
Articulo IV Datos de soldadura
Articulo V Especificaciones de Procedimiento de
Soldadura Estndar. (SWPS)
11
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Propsito de las Calificaciones
Procedimiento de Soldadura: El propsito de la calificacin del
procedimiento contenido en una Especificacin de Procedimiento de
Soldadura (EPS/WPS) es determinar que el conjunto soldado propuesto
para construccin sea capaz de tenerlas propiedades requeridas para la
aplicacin prevista.
Esta calificacin se documenta en el Registro de Calificacin de
Procedimiento (PQR), que establece las propiedades de la soldadura
y no la habilidad del soldador u operador. (QW -100.1)
Se presupone que el soldador u operador de soldadura que efecta
la prueba de calificacin del procedimiento de soldadura es un
trabajador experimentado.
Habilidad del Soldador y Operador de Soldadura: el criterio bsico
de esta calificacin, es determinar la capacidad de depositar metal de
soldadura sano. (QW -100.2)
12
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
General
Esta seccin establece los requerimientos para las calificaciones
de soldadura y brazing.
Otras secciones del Cdigo pueden contener requerimientos
adicionales o modificaciones a los indicados en esta seccin. En
estos casos prevalece lo indicado en el Cdigo de diseo,
construccin o post-construccin.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Artculo I (QW100), REQUERIMIENTOS
GENERALES DE LA SOLDADURA
El Prrafo QW 100.1 establece el propsito de la Especificacin de
Procedimiento de Soldadura (WPS),y del Registro de Calificacin del
Procedimiento de Soldadura (PQR):
Como se indic, el ensayo de calificacin de procedimiento, establece
las propiedades de la soldadura no la habilidad del soldador/operador.
El propsito de la Especificacin de Procedimiento de
Soldadura
(WPS) y del Registro de Calificacin de procedimiento (PQR), es
determinar que la soldadura propuesta para la fabricacin, es capaz de
proveer las propiedades requeridas para la aplicacin pretendida.
El PQR indica que variables fueron utilizadas durante la prueba de
calificacin y los resultados de los ensayos.
Mayores detalles se dan en la parte 3 de este curso.
14
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
WPS
QW-100.1 y QW-200.1 definen la WPS Especificacin de
Procedimiento de Soldadura como un:
Procedimiento de Soldadura calificado por el fabricante de
acuerdo al artculo II o
Un Procedimiento de Soldadura estndar AWS (SWPS),
adoptado por el fabricante y de acuerdo con el artculo V.
La Especificacin de Procedimiento de Soldadura (WPS), debe
ser entendida para ser usada como instruccin para la
realizacin de las soldaduras.
15
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
PQR
QW -100.1 y QW200.2 definen el PQR:
El Registro de Calificacin de Procedimiento de
Soldadura (PQR) (RCP) es un registro de los datos de
soldadura utilizados en la ejecucin del cupn de prueba
y los resultados de los ensayos realizados.
16
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Prrafo QW 100 GENERAL:
En adicin a los requerimientos generales,
las
consideraciones especiales para la tenacidad a la entalla
requeridas por otras secciones del Cdigo se encuentran
tambin consideradas.
17
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
El Prrafo 103, Responsabilidades, deja establecido que
cada fabricante y/o contratista es responsable por:
las soldaduras realizadas por su organizacin
los soldadores que usa para la ejecucin de soldaduras
realizadas al amparo del Cdigo
conducir los ensayos requeridos para la calificacin de los
procedimientos de soldadura
Adicionalmente, le exige que debe llevar registro de los
resultados de las calificaciones realizadas.
Mayores detalles de la informacin contenida en el artculo I,
se da en la parte 3 del curso.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
18
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Parte 3: Articulo II: Calificacin de
procedimiento.
Cubre las reglas para la preparacin de la WPS/EPS y
el registro de su calificacin (PQR/RCP). Contiene
Responsabilidades
Especificacin de Procedimiento de Soldadura. (WPS)
Calificacin de Procedimiento de Soldadura.
Tipos de Calificacin.
Cupn de Prueba.
Posiciones de prueba.
Ensayos requeridos.
Registro de calificacin. (PQR)
Variables.
Rango de calificacin.
19
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-200 General
QW-200.1
Indica que cada fabricante o contratista debe preparar una
especificacin de procedimiento de soldadura escrita.
a- Especificacin de Procedimiento de Soldadura
(WPS)
Es un procedimiento escrito de soldadura calificado preparado
para servir como gua para la realizacin de soldaduras con
requerimientos de Cdigo. Puede ser usado para dirigir a los
soldadores para asegurar el cumplimiento del Cdigo.
b- Contenido
Debe describir las variables esenciales, no esenciales y
esenciales suplementarias (cuando apliquen). Esta variables se
establecen en QW-250 a QW-280 y Artculo IV.
20
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Debe hacer referencia al Registro de Calificacin de
Procedimiento de Soldadura (PQR) correspondiente descrito
en QW -200.2.
El fabricante podr incluir cualquier otra informacin que
ayude a la realizacin de una soldadura con requerimientos
de cdigo.
c- Cambios en el WPS
Se podrn realizar cambios para adaptar el WPS a los
requerimientos de fabricacin.
Si esos cambios se realizan sobre alguna/s variables no
esenciales, se deber documentar los cambios, a travs de
una revisin del WPS, o de un nuevo WPS pero sin realizar
una recalificacin del mismo.
Cualquier cambio en alguna/s variables esenciales o
esenciales suplementarias (cuando apliquen), requerir la
recalificacin del procedimiento
21
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
d- Formato de los WPS
Podr tener cualquier formato siempre que se incluyan o
refieran las correspondientes variables esenciales, no
esenciales o esenciales suplementarias.
e- Disponibilidad del WPS
Deben estar disponibles para referencia y revisin por parte del
Inspector Autorizado.
QW-200.2
Cada fabricante o contratista debe preparar un Registro de
Calificacin de Procedimiento.
a- Registro de Calificacin de Procedimientos de Soldadura
(PQR)
Es un registro de los datos y variables de soldadura usados
durante la soldadura de la probeta para calificacin. Tambin
contiene los resultados de los ensayos realizados.
22
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
b- Contenido
Deber tener documentadas todas las variables esenciales y
esenciales suplementarias (cuando corresponda) de cada
proceso de soldadura utilizado durante la prueba de
calificacin.
Las variables no esenciales se registran opcionalmente.
Las variables que se registren deben ser las variables reales
relevadas durante la calificacin.
Variable no monitoreada, no se registra.
No es intencin que durante la calificacin se utilice todo el
rango de variables especificado en el procedimiento, a menos
que sea requerido por ser en algn caso una variable esencial.
23
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Cuando ms de un proceso de soldadura o un tipo de metal de
aporte se utilice en el procedimiento, se deber determinar y
documentar el espesor aproximado de metal depositado para
cada proceso o metal de aporte.
El PQR debe ser certificado por el Fabricante. No se permite
subcontratar esta actividad.
c- Cambios en el PQR
El PQR es un registro de lo sucedido durante una calificacin.
Por esto los cambios no estn permitidos, excepto por:
- Errores tipogrficos: Ejemplo mal asignado un N P, A, o F.
- Adendas: Por ejemplo resultante por un cambio del Cdigo.
Todo cambio producido implica una recertificacin por parte del
fabricante.
24
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
d- Formato de los PQR
Podr tener cualquier formato siempre que se incluyan o
refieran las correspondientes variables esenciales, no
esenciales o esenciales suplementarias y los resultados de
los ensayos.
e- Disponibilidad del PQR
Debe estar disponible para su revisin por el Inspector
Autorizado. No necesita estar disponible para los soldadores
25
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Mltiples WPSs- Un PQR/Mltiples
PQRs- Uns WPS
Con un nico PQR se pueden soportar varias WPS y
tambin una WPS puede ser soportada por varios PQR
Ejemplo: Se pueden preparar varias WPS a partir de los
datos de un simple PQR (por ej., un PQR de placa en
posicin 1G puede soportar WPS`s para las posiciones
F, V, H y O, en placa o tubo dentro de todas las otras
variables esenciales).
Una WPS simple puede cubrir una serie de espesores
desde 1 /16 pulg. hasta 1 1 /4 pulg. si existen uno o ms
PQRs que soporten ese rango de espesores
26
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Mltiples WPSs- Un PQR/Mltiples PQRs- Uns WPS
QW-200.4 Combinacin de procedimientos de soldadura
a- Se puede utilizar mas de un procedimiento que posean
distintas variables esenciales y no esenciales para la
confeccin de juntas de produccin.
Cada procedimiento puede incluir una combinacin de
procesos, metales de aporte u otras variables.
Cuando se utilizan dos o ms procedimientos que involucran
distintos procesos u otras variables esenciales en la
realizacin de una junta, se debe determinar el rango de
espesores de metal base y de metal depositado para cada
proceso calificado en QW -451.
451
27
.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
En un procedimiento calificado con una combinacin de procesos,
materiales de aporte o set de variables, cada uno de ellos puede ser
usado separadamente previendo que:
1- Se aplican las variables esenciales, no esenciales y esenciales
suplementarias.
2- Se aplican los lmites de metal base y metal depositado de QW 451.
b- Para GTAW, SMAW, GMAW, PAW y SAW, o combinaciones de
ellos, un PQR, generado en una probeta de por lo menos (13 mm)
de espesor, puede ser combinado con uno o ms PQRs de otros
procesos de soldadura y espesores de metal base mayores
En este caso el proceso registrado en el primer PQR puede ser usado
para depositar pasadas de raz usando los procesos registrados, sin
limite de T (espesor de material base). Aplican Los requerimientos de
la tabla QW -451.1 y QW -451.2.
451.2
28
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-201 Responsabilidad del Fabricante o Contratista
Cada Fabricante debe listar los parmetros de las soldaduras
que l realiza en construcciones bajo Cdigo. Estoa parmetros
se listan en un documento que se llama Especificacin de
Procedimiento de Soldadura (WPS).
Cada Fabricante debe calificar estas WPS soldando probetas,
ensayndolas y registrando los datos de soldadura y resultados
de los ensayos en un documento denominado Registro de
calificacin de Procedimiento de Soldadura (PQR).
Los soldadores u operadores de soldadura que efectuarn estas
probetas deben estar bajo la supervisin del Fabricante durante
la ejecucin de la calificacin.
29
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Las probetas de calificacin sern soldadas por empleados
del Fabricante o por personal contratado bajo la total
supervisin y control del Fabricante.
No est permitido al Fabricante supervise ni controle
calificaciones realizadas por otra Organizacin
Est permitido la subcontratacin de los trabajos
preliminares a la calificacin, as como tambin los ensayos
no destructivos o destructivos a aplicar sobre las probetas
de calificacin, siempre que el Fabricante acepte la
responsabilidad por ello.
30
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Redaccin de una Especificacin de
procedimiento de Soldadura
Deber describir todas las variables esenciales, no esenciales
y cuando es requerido, las esenciales suplementarias para
cada proceso de soldadura usado en un procedimiento de
soldadura.
Estas variables se encuentran listadas en QW-250 hasta el
QW-280 y estn definidas en el Artculo IV, Welding Data.
QW 200.4 Combinacin de Procedimientos de Soldadura.
Establece cul es la posibilidad de combinar y utilizar
diferentes procedimientos con distintas variables
esenciales y no esenciales de soldadura en la produccin
de una soldadura nica, y cmo determinar el rango de
espesores donde cada una es vlida.
31
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Formato y Disponibilidad
Formato del WPS. El cdigo sugiere un formato de
procedimiento, dejando librado la eleccin del formato
que cada organizacin desee.
Disponibilidad del WPS. El Procedimiento deber
encontrarse disponible para referencia y revisin del
Inspector Autorizado en el lugar de trabajo
32
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Variables para WPS
a) QW 402 Juntas,
b) QW 403 Material Base,
c) QW -404, Material de Aporte,
d) QW -405, Posiciones,
e) QW -406, Precalentamiento,
f) QW -407, Tratamiento Trmico Posterior a la soldadura,
g) QW -408, Gases,
h) QW -409, Caractersticas Elctricas,
i) QW -410, Tcnica.
33
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
34
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
WPS 1
35
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
WPS 2
36
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Calificacin de Procedimiento
Cada Fabricante o Contratista debe calificar sus procedimientos
de soldadura mediante la soldadura de un cupn de prueba y la
realizacin de los ensayos como los requiere el Cdigo, y
registrar los resultados de los ensayos as como los parmetros
que utiliz para efectuar el cupn.
Con esa calificacin, se determina la capacidad del procedimiento
para lograr la propiedades mecnicas y eventualmente qumicas
de la soldadura.
El Cdigo en los prrafos desde QW 252 al QW 264 define las
variables esenciales, esenciales suplementarias y no esenciales
cuyos cambios obligan o no a una nueva calificacin del
procedimiento.
37
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Calificacin de Especificacin de
Procedimiento de Soldadura
Una Especificacin de Procedimiento de Soldadura se
disea para un dado material, proceso y un rango de
espesores y otras variables.
QW 210 Preparacin del Cupn de Ensayo
QW - 211 Metal Base
El cupn de ensayo puede ser de tubo, plancha u otra
forma de producto. Plancha califica tubo y viceversa.
Otros tipos de cupones aplican para calificaciones como
para pernos, procesos especiales, tubo-placa tubo, etc.
38
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Tipos de calificacin
QW 202.2: Soldadura a tope y filete.
Soldadura a Tope en Plancha
Soldadura a Tope en Tubo
Soldadura de Filete en Plancha
Soldadura de Filete en Tubo
Soldadura de Pernos
Tubo placa-tubo
Procesos Especiales
Otros tipos de Soldadura
39
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Artculo II (QW 200), Calificacin del
Procedimiento de Soldadura
Tipo de calificacin
QW 202.2 Soldaduras a Tope y a Filete
Calificacin para soldaduras a tope de penetracin
completa:
Los cupones de prueba deben calificar los rangos de
espesor de ambos, metal base y metal depositado a
utilizarse en produccin.
Los lmites de la calificacin debern estar de acuerdo a
QW 451.
Las Especificaciones de Procedimientos para soldadura a
tope se calificarn realizando soldadura a tope y utilizando
ensayos de traccin y plegado guiado y cuando se
requiere ensayo de tenacidad a la fractura.
40
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Artculo II (QW 200), Calificacin del
Procedimiento de Soldadura
QW- 202.2 Soldaduras a Tope y a Filete
Calificacin para juntas a tope de penetracin incompleta.
Las juntas de este tipo se califican de acuerdo a QW
451 para ambos, metal depositado y metal base, pero
no aplican los lmites superiores de espesores si el
cupn de prueba fue realizado en material base de 1,5
pulgadas (38mm) o mayor.
41
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Filetes (QW-202.f)
Los procedimientos para soldaduras para filetes pueden
ser realizados de acuerdo a lo indicado para soldaduras a
tope de penetracin total o de penetracin parcial.
Los filetes as calificados pueden utilizarse para todos los
espesores de material base, todos los tamaos d filete y
todos los dimetros de tubos de acuerdo a lo indicado en
QW-451.4.
Filetes para soldaduras no retenedoras de presin pueden
calificarse mediante la realizacin de soldadura de prueba
de filete nicamente. Ensayos de acuerdo a QW-180 y
lmites de calificacin de acuerdo a QW-451.3.
42
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW- 202.3 Reparaciones de soldaduras y construcciones:
Los procedimientos de soldadura calificados en soldadura a tope
pueden ser aplicables a las soldaduras a tope y filete de reparacin y
construccin.
QW 202.4 Combinacin de Procedimientos de Soldadura.
trata los lmites de espesores calificados cuando se sueldan
espesores diferentes.
Establece cul es la posibilidad de combinar y utilizar diferentes
procedimientos con distintas variables esenciales y no
esenciales de soldadura en la produccin de una soldadura
nica,
Indica, cmo determinar el rango de espesores calificado.
43
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-202.4 Metales base de espesores
dismiles
Los procedimientos de soldadura calificados en probetas a
tope, sern aplicados en soldadura de produccin de
metales base de espesor dismil previendo que:
a- El espesor de la parte ms delgada a unir, est dentro del
rango permitido segn QW -451.
b- El espesor de la parte ms grueso ser:
1- Para P N 8, 41, 42, 43, 44, 45, 46, 49, 51, 52, 53, 61 y
62, no habr limitacin en el espesor mximo del miembro
ms grueso de la junta de produccin de similar nmero P,
previendo que la calificacin fue realizada sobre metales
base de espesores de (6 mm) o mayores.
44
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
2- Para otros metales, el espesor de la parte ms gruesa
debe estar dentro del rango permitido por QW -451,
excepto que no habr limitacin en el espesor mximo
del miembro ms grueso de la junta de produccin
cuando la calificacin fue realizada sobre metales base
de espesores de 1 1/2 (38 mm) o mayores.
Puede ser requerido ms de una calificacin de
procedimiento para calificar algunas combinaciones de
espesores.
45
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Posiciones de Soldadura
QW 203 Lmites de las Posiciones Calificadas para
Procedimientos.
Una calificacin realizada en cualquier posicin califica
al procedimiento en toda otra posicin, a menos que se
indique otra cosa en QW 250. (Impacto)
QW 210 Preparacin del Cupn de Ensayo
QW- 211 Metal Base
El cupn de ensayo puede ser de tubo, plancha u otra
forma de producto. Plancha califica tubo y viceversa.
46
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Posiciones de soldadura
Las siguientes figuras muestran las posiciones de prueba.
Las figuras QW-461.1 y QW-461.2 muestran los lmites de
las posiciones de ejecucin de soldaduras ya sea a tope o
filete.
47
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Posiciones de Calificacin - Plancha
48
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Posiciones de Calificacin - Tubo
49
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Posiciones de Calificacin - Filete
50
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Posiciones de
Calificacin - Filete
51
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-461.1 Tope
53
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-461.2 Filete
54
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ensayos Requeridos
La cantidad y tipo de ensayos requeridos para
soldaduras a tope, pueden verse en la tabla QW -451.1
para el caso de plegado transversal y QW -451.2 para
plegado longitudinal.
Esta tabla tambin se aplica para determinar el rango de
espesores de material base y de aporte calificados.
55
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
56
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Calificacin de
Procedimiento.
Ejemplo de Ensayos
requeridos - Tope
Plancha
57
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Calificacin de Procedimiento.
Ejemplo de Ensayos requeridos - Tope tubo
Traccin
Plegado cara
Plegado Raiz
Plano horizontal
Tubo soldado horizontal fijo
58
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-140 - Tipos y propsitos de los
ensayos
QW-141 - Ensayos mecnicos
QW-141.1 - Ensayo de traccin
El propsito de este ensayo como se describe en QW-150,
es determinar la resistencia a la rotura por traccin de la junta
soldada a tope con bisel.
QW-141.2 - Ensayo de plegado guiado
Son usados, tal como se describe en QW-160, para
determinar el grado de ductilidad y sanidad de una junta
soldada a tope con bisel.
QW-141.3 - Ensayos de filetes
Son utilizados, tal como se describe en QW-180, para
determinar el tamao, forma, contorno y sanidad de las
soldaduras en filete.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-141.4 - Ensayos de tenacidad
Son usados, tal como se describe en QW-171 y 172, para
determinar la tenacidad a la entalla de las soldaduras.
QW-141.5 Ensayos de soldadura de pernos
Para la determinacin de la aceptacin de las soldaduras se
realizaran ensayos de plegado, torque, tensin, martillado y
metalogrficos
60
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Traccin
Los detalles de realizacin y evaluacin del ensayo de
traccin se describe en QW 150.
Se utiliza para medir la resistencia a la rotura de juntas a
tope. (QW -141.1)
La probeta de ensayo debe tener una resistencia mnima
igual a:
a) La resistencia a la rotura mnima a la rotura mnima
especificada para el material especificada para el material
base (QW -422), o
b) La resistencia a la rotura mnima especificada para el
material de soldadura si est permitido que este tenga
menor resistencia a temperatura ambiente.
c) Si la rotura se produce fuera de la soldadura se admite
un valor de no menos del 95% de lo indicado en a).
61
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-151 Probeta de ensayo.
Las probetas para el ensayo de traccin deben cumplir con
los requerimientos de QW-462.1 y deben cumplir con los
requerimientos de QW -153.
QW-151.1 Probetas de seccin reducida Plancha
Deben cumplir con QW-462.1 (a).
- Para espesores hasta e incluyendo 1 (25 mm), se
requiere una probeta de espesor completo.
- Para espesores superiores a 1 (25 mm), se requiere
probetas de espesor completo u opcionalmente probetas
mltiples.
- Cuando se usan probetas mltiples, cada conjunto de
probetas representa un ensayo individual.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-462.1(a),Traccin Seccin reducida en
Plancha
63
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-151.2 Probetas de seccin
reducida tubo
Deben cumplir con QW-462.1 (b), para todo espesor de tubo y
dimetro mayor de 3.
a- Para espesores hasta e incluyendo 1 (25 mm), se requiere una
probeta de espesor completo.
b- Para espesores superiores a 1 (25 mm), se requiere probetas
de espesor completo u opcionalmente probetas mltiples.
c- Cuando se usan probetas mltiples, cada conjunto de probetas
representa un ensayo individual.
d- Para tubos con un dimetro de 3 (75 mm) o menor, se podrn
usar las probetas indicadas en la figura QW -462.1 (c).
64
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-462.1(b),Traccin Seccin reducida en
tubo.
65
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-151.3 Probetas torneadas.
Deben cumplir con la figura QW-462.1 (d).
a- Para espesores menores o iguales a 1 (25 mm), una
probeta torneada debe ser usada por cada ensayo de
traccin requerido. Las mismas deben ser del mayor
dimetro D extrable en el espesor.
b- Para espesores superiores a 1 (25 mm), probetas
mltiples deben ser cortadas en el espesor de la
soldadura, con su centro paralelo a la superficie del metal y
su a 1 (25 mm). Los centros de las probetas adyacentes a
la superficie del metal, no deben exceder los 5/8 (16 mm)
desde la superficie.
c- Cuando se usan probetas mltiples, cada conjunto de
probetas representa un ensayo individual.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Probeta de seccin completa para
tubos de pequeo dimetro
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Plegado
Los detalles de realizacin y evaluacin del ensayo de
plegado guiado se describe en QW 160.
La intencin del ensayo de plegado es verificar la ductilidad
y sanidad de la unin soldada.
Los Plegados de juntas a tope, pueden ser transversales a
la soldadura o longitudinales. (a lo largo de la soldadura)
En ambos casos pueden ser adems de cara, raiz o
laterales.
70
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Si ambos materiales base y el metal de soldadura,
tienen propiedades de alargamiento similares se
utiliza el plegado transversal.
Cuando ambos materiales base o el metal de
soldadura, tienen propiedades de alargamiento
marcadamente diferentes, se utiliza el plegado
longitudinal.
Los espesores de probeta y radio de plegado pueden
verse en QW -466.1 a .3.
Las dimensiones de las probetas de plegado deben
conformar los detalles dados en QW -466.2 y 3.a.
71
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW- 161.1 Plegado lateral transversal
La soldadura es transversal al eje longitudinal de la
probeta. Las probetas deben responder a QW- 462.2.
En probetas de un espesor mayor a 1 (38 mm), se
pueden cortar tiras iguales de entre (19 mm) y 1 (38
mm) de ancho y ensayarlas como probetas mltiples.
QW- 161.2 y 3 Plegado de cara y raz transversal
La soldadura es transversal al eje longitudinal de la
probeta. Las probetas deben responder a QW- 462.3 (a).
Cuando se pliega la cara de la soldadura, es la superficie
convexa.
Cuando se pliega la raz de la soldadura, es la superficie
convexa.
QW-161.4 Plegados de cara y de raz transversales
probeta subsize Ver nota b de QW-462.3 (a).
72
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Dispositivo de Plegado
PARA
PRACTICA DE
USO DE
CODIGO
UTILIZAR
ANEXOS
73
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Dispositivo de Plegado
74
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Dispositivo de Plegado
75
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Dispositivo de Plegado
76
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
77
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
78
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Procedimiento y Criterios de aceptacin
La soldadura y la zona afectada por el calor deben estar
completamente dentro de la zona doblada.
No deben producirse aberturas en la soldadura o zona
afectada por el calor mayores a 3 mm (1/8 in) en cualquier
direccin.
Aberturas que se produzcan en las esquinas de las
probetas no deben ser consideradas, a menos que sea
evidente que se produzcan por falta de fusin, escorias
alargadas u otra discontinuidad interna.
Para revestimiento resistente a la corrosin no se permite
ninguna abertura mayor a 1,5 mm (1/16in) en el cladding.
Para la zona de interfase se mantiene la dimensin mxima
de 3 mm (1/8 in)
79
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW -141.4 Ensayo de Tenacidad a la
Entalla.
El ensayo se describe en QW -171 y QW -172 y es usado para
determinar la tenacidad a la entalla de la soldadura.
QW-170 Ensayo de tenacidad a la Entalla, describe dos tipos
de ensayos, el de probeta Charpy entallada y el Ensayo de
Cada Drop Weight
QW-171 Ensayo de Tenacidad a la Entalla -
Ensayo de
Charpy
QW-171.1 Generalidad El ensayo de impacto en probeta
entallada Charpy ser realizado cuando as lo requiera otra
Seccin. El procedimiento de ensayo y los aparatos debern
satisfacer los requerimientos de la Norma SA 370.
QW-171.2 Aceptacin,
establece que el criterio de
aceptacin: deber ser el requerimiento de impacto
80
especificado en la Seccin aplicable.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-180 Ensayos de soldaduras de filete
QW-181 Probetas para la calificacin de Procedimientos
de soldadura y soldadores
QW-181.1 Procedimiento
Las dimensiones y la preparacin de las probetas de
calificacin de procedimiento de soldadura deben conformar
los requisitos de las figuras QW-462.4 (a) o (d).
Las probetas de ensayo deben ser examinadas mediante
ataque macrogrfico con los requerimientos de QW-183.
QW-181.1.1 Mockups de produccin
Podrn ser usados mockups de produccin en lugar a las
probetas establecidas en el prrafo anterior. Para mockups
de pequeas dimensiones, se podrn realizar mltiples
piezas para alcanzar el nmero de probetas necesarias. Las
probetas obtenidas sern examinadas por macro ataque.
81
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-183.Los ensayos para calificacin de Procedimientos
de Soldaduras de Filete son:
a) Macrografa.(QW-183) (QW-451.3)
b) Pruebas para placas y tubos segn: QW-462.4.a d
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Calificacin de Procedimiento. Placa.
Ejemplo de Ensayos requeridos - Filete
83
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Calificacin de Procedimiento. Tubo.
Ejemplo de Ensayos requeridos - Filete
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
QW-183
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Examen
macrogrfico
Procedimiento
de
soldadura
Indica que las probetas deben ser cortadas, pulidas y atacadas
con un reactivo adecuado (vase QW-470) para hacer visible la
soldadura y zona afectada por el calor.
Este examen incluye la evaluacin de solo una de las superficies
de cada probeta.
Para aprobar ese ensayo se debe cumplir:
a- El examen visual de la seccin transversal del metal de
soldadura y la zona afectada por el calor, debe mostrar completa
fusin y estar libre de fisuras.
b- No debe haber mas de 1/8 (3 mm) de diferencia entre las
medidas de cada uno de los catetos del filete
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ensayo para Calificacin de Soldadura
de Pernos
Procedimiento (QW -192.1).
Habilidad (QW -192.2)
86
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-192.1 Ensayos en soldadura de pernos
Procedimiento.
QW-192.1.1 Ensayos requeridos
Se requieren 10 ensayos de soldadura de pernos para
calificar cada procedimiento. El equipo usado ser
completamente automtico excepto para arranque manual.
Cinco de las probetas sern ensayadas con martillo hasta
que de su longitud se haya aplanado sobre la superficie de
ensayo o mediante el plegado del perno a un ngulo mnimo
de 15 y retornndolo a su posicin original usando mandriles
y adaptadores como se especifica en la figura QW -466.4.
Las restantes cinco probetas sern ensayadas a la torsin
mediante dispositivo establecido en la figura QW -466.5.
Cuando este ensayo no sea posible de realizar podr ser
reemplazado por ensayos de traccin con un dispositivo de
ensayo similar al indicado en la figura QW -466.6
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-192.1.2 Criterios de aceptacin
Plegado y Martillado: Las soldaduras y zonas afectadas por el calor,
no deben presentar separaciones visibles o fracturas
Torsin: Las cinco probetas restantes, deben soportar el torque
indicado en la tabla anterior sin que fallen.
Alternativamente cuando los ensayos de torsin no se pueden
realizar y en su lugar se realiza ensayo de traccin, para aceros al
carbono e inoxidables austenticos, la resistencia de rotura no ser
menor de 35.000 Psi (240 Mpa) y 30.000 Psi (210 Mpa)
respectivamente.
Para otros metales, la resistencia a la rotura, no debe ser menor a
la mitad de la resistencia a la rotura mnima especificada del
material del perno. La resistencia a la rotura, estar basada en el
dimetro menor de la seccin roscada
QW-192.1.4 Criterio de aceptacin Examen macrogrfico
Cada una de las cinco soldaduras de pernos y sus zonas afectadas
seccionadas deben estar libres de fisuras cuando se las examina
con 10 aumentos, lo cual es requerido en QW-202.5, cuando se
sueldan pernos a materiales distintos a P N 1.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-192.2 Ensayos en soldadura de pernos Habilidad.
QW-192.1.1 Ensayos requeridos
Se requieren 5 ensayos de soldadura de pernos para calificar
cada operador de soldadura de pernos. El equipo usado ser
completamente automtico excepto para arranque manual. La
soldadura para ensayo de habilidad, debe ser realizada siguiento
un WPS calificado, segn QW -301.2.
Cinco de las probetas sern ensayadas con martillo hasta que
de su longitud se haya aplanado sobre la superficie de ensayo o
mediante el plegado del perno a un ngulo mnimo de 15 y
retornndolo a su posicin original usando mandriles y
adaptadores como se especifica en la figura QW -466.4.
QW-192.1.2 Criterios de aceptacin
Plegado y Martillado: Las soldaduras y zonas afectadas por el calor,
no deben presentar separaciones visibles o fracturas
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-193.1 Probetas para la calificacin de procedimientos
Se requerir el uso de 10 soldaduras de mockups para la
calificacin de cada procedimiento
Estos mockups deben duplicar esencialmente la configuracin de la
unin tubo placa tubo dentro de los lmites de las variables
esenciales de QW-288.
El espesor del mockup no requiere que sea mayor de las 2 (50
mm) y el cladding puede ser representado por metales base con
misma composicin qumica que el cladding.
QW 193.1.1 Criterios de aceptacin Examen visual
Las superficies accesibles de las soldaduras deben ser examinadas
visualmente sin necesidad del uso de elementos de magnificacin.
QW-192.2.2 Criterios de aceptacin Plegado y martillado
Las soldaduras y zonas afectadas no deben presentar
separaciones visibles o fracturas.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-193 Pruebas sobre tubo Placa tubo
Este prrafo aplica cuando el Cdigo aplicable requiere el uso de
calificaciones sobre mockups para esta aplicacin.
QW-192.2 Ensayos en soldadura de pernos Calificacin de
Operadores
QW-192.2.1 Ensayos requeridos
Se requieren 5 ensayos de soldadura de pernos para calificar cada
Operador. El equipo usado ser completamente automtico
excepto para arranque manual.
Las probetas sern ensayadas con martillo hasta que de su
longitud se haya aplanado sobre la superficie de ensayo o
mediante el plegado del perno a un ngulo mnimo de 15 y
retornndolo a su posicin original usando mandriles y adaptadores
como se especifica en la figura QW-466.4.
Las soldaduras deben mostrar fusin completa, sin evidencia de
quemaduras en el espesor de la pared del tubo, y estar libre de
fisuras o poros.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW- 193.1.2 Criterios de aceptacin Lquidos
Penetrantes
Este examen debe cumplir los requerimientos de la Seccin V,
artculo 6, y la superficie examinada cumplir con los requerimientos
de QW-195.2
QW-193.1.3 - Criterios de aceptacin Macro Examinacin
Las soldaduras mockups, sern seccionadas a travs del centro
del tubo. Las cuatro superficies expuestas sern pulidas y atacadas
adecuadamente y examinadas con aumentos en 10X y 20X, para
determinar:
a- Mnima dimensin de sello requerida por el diseo.
b- Sin fisuras.
c- Fusin completa dentro de la placa tubo y pared del tubo.
d- Mnima penetracin de 0,4 mm dentro de la raz de la unin.
e- La presencia de porosidad no debe reducir la garganta por
debajo de lo requerido para el sellado.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-193.2 Probetas para calificacin de soldador
Se requerir la soldadura de 5 mockups. Se seguirn las
mismas reglas que para la calificacin de los procedimientos
95
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW 202.6 Tubo placa-tubo
Cuando la seccin aplicable lo requiere aplica de QW 193, que
indica la calificacin a travs de la ejecucin de mockups. .
Realizacin de 10 mockups para calificar cada procedimiento.
Esencialmente debe duplicarse las condiciones reales de
agujero, tubo y diseo de junta, dentro del limite de las variables
de QW 288.
No se requiere que el espesor de la placa sea mayor a 2in
(50mm) Se puede usar cladding para simular la composicin
qumica.
La cantidad y tipo de ensayos no esta indicada en el cdigo. Los
ensayos bsicos son:
Inspeccin visual.
Macrografa.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Si la seccin del cdigo aplicable no requiere la calificacin
de procedimiento, la calificacin debe realizarse por medio
de uno de los siguientes mtodos:
Soldadura a tope.
Demostracin a travs de mokcup.
Soldadura de filete (para uniones no retenedoras de
presin)
97
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-214 y 216 Recubrimientos de soldadura
resistentes a la corrosin yRecubrimientos duros.
El tamao de las probetas soldadas para calificacin (cupones), los
ensayos requeridos y los lmites de la calificacin, estn indicados
en la tabla QW-453.
Las variables esenciales sern las especificadas en QW-250 para el
proceso aplicable
98
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
99
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
100
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
101
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
102
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-216 Recubrimientos duros
de soldadura
El tamao de las probetas, los lmites de la calificacin, los
ensayos requeridos y las probetas de ensayo estn especificados
en la tabla QW -453.
Las variables esenciales sern las especificadas en QW -250
para el proceso aplicable.
103
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-217 Unin de compuestos (Clad)
Los procedimientos sern calificados segn el punto a, cuando el
espesor del clad intervenga en los clculos de diseo. Se podr usar
tanto a como b, cuando esto no ocurra.
a- Las variables esenciales y no esenciales de QW -250 aplican para
cada proceso usado en produccin. En la probeta de calificacin se
usarn materiales con los mismos N P, cladding y proceso de
soldadura y combinacin de metales de aporte que los usados en
produccin.
Para metales no incluidos en la tabla QW/QB-422, el metal usado en
la chapa de ensayo compuesta, debe estar dentro del rango de
composicin qumica de la usada en produccin.
104
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
El rango de espesores de metal base y metal de aporte, estar
basado en el espesor de la probeta de calificacin, con la excepcin
que el espesor mnimo de metal de aporte usado para unir la porcin
de cladding, estar basado en la composicin qumica segn la tabla
QW -453.
Para metales no incluidos en la tabla QW/QB-422, el metal usado en
la chapa de ensayo compuesta, debe estar dentro del rango de
composicin qumica de la usada en produccin.
El rango de espesores de metal base y metal de aporte, estar
basado en el espesor de la probeta de calificacin, con la excepcin
que el espesor mnimo de metal de aporte usado para unir la porcin
de cladding, estar basado en la composicin qumica segn la tabla
QW -453.
Se realizarn los ensayos requeridos en QW -451 los cuales deben
contener el espesor completo del cladding en las probetas de seccin
reducida.
.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
105
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
La lnea de unin entre clad y metal base deber ser
desestimada cuando se evalan plegados laterales, cuando el
clad haya sido aplicado por un proceso que no sea de fusin
b- Las variables esenciales y no esenciales de QW-250 aplican
para cada proceso usado en produccin para la porcin de metal
base.
Los PQR que soportan esta porcin de la soldadura no necesitan
basarse en probetas de ensayo de material clad.
Para la parte de recubrimiento soldado resistente a la corrosin,
aplican las variables de QW-251.4
El WPS deber limitar la profundidad de la unin soldada de
manera de garantizar la resistencia de la unin bajo el
recubrimiento.
106
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-218 Lining
Los WPS para la aplicacin de lining sern calificados segn QW -202 (a),
(b) o (c).
Como alternativa, cada proceso usado para adosar lining, ser calificado
con una probeta con la forma y disposicin como la usada en produccin
usando materiales base, lining y aporte que estn dentro de los rangos
de composicin qumica a usar.
Las variables esenciales de QW -250 aplican excepto las referidas a
espesores de metales base y de aporte. Las pruebas de calificacin
sern realizadas para cada posicin a usar en produccin, con la
excepcin que la calificacin en vertical ascendente califica para todas
las posiciones.
Una seccin transversal de cada posicin calificada ser cortada, pulida y
atacada debiendo observarse completa fusin entre metal base y metal
de soldadura y estar libre de fisuras.
Cuando se requiera anlisis qumico del metal depositado, esto se
realizar segn la tabla QW -453, nota 9.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
107
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-290 Soldadura por capa de revenido
QW-290.1
Calificacin
bsica
procedimientos existentes
adecuacion
de
Los WPS de capa de revenido sern calificados segn QW-202 (para
tope o filete) o QW-283 (deposicin) o QW-214 o 216 (para
recubrimientos).
Una vez cumplimentados estos requerimientos solo ser necesario
preparar una probeta adicional cumpliendo con todas las variables del
procedimiento, para obtener las probetas para la capa de revenido.
Podrn realizarse ambas actividades en una misma probeta. Cuando
un procedimiento ha sido calificado para todos los requerimientos,
incluyendo los de la capa de revenido, y solo se modifican variables
esenciales de la capa de revenido, solo ser necesario preparar la
probeta adicional de capa de revenido.
108
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-290.2 Restriccin a los procesos
La tcnica de capa de revenido est limitada a los procesos SMAW,
GTAW, SAW, GMAW, FCAW y PAW. Para GTAW y PAW estn
prohibidos los modos manuales y semiautomticos, excepto para
pasadas de raz de un solo lado y para reparaciones contempladas en
QW -290.5. Aplican las variables esenciales de la Tabla QW -290.4 en
adicin a las variables esenciales para cada proceso de QW -250.
QW-290.3 Variables
Se establecen en Tabla QW-290.4. La columna de dureza aplica
siempre que el Cdigo de construccin requiera impacto, en cuyo
caso aplica la columna de Impacto.
109
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
110
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-290.5 Preparacin de las probetas y ensayos
La probeta puede ser de cualquier geometra que sea apta para
remover las probetas de ensayo. Podr ser una soldadura con
bisel, una cavidad en una chapa o recubrimiento.
La distancia entre los bordes de la preparacin a los bordes de la
probeta debe ser al menos de 3 transversal a la soldadura. La
profundidad de la reparacin ser suficiente como para permitir
depositar al menos dos capas de soldadura.
Las probetas sern ensayadas a plegado segn QW -451
111
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Cuando se especifica ensayos de dureza o no hay un
requerimiento especifico de ensayo, se debern efectuar
mediciones de dureza Vickers 10kg a travs del metal de
soldadura, zona afectada y metal base. Las separaciones
entre puntos de medicin no sern mayores a 0,25 mm y
deben incluir:
a- Un mnimo de dos medidas en el metal de soldadura de
relleno.
b- Mediciones en metal de soldadura de todas las capas de
revenido.
c- Mediciones en la zona afectada.
d- Al menos dos mediciones en el metal base no afectado.
112
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Las mediciones sern tomadas a lo largo de una lnea
aproximadamente a mitad del espesor de metal de soldadura, a lo
largo de una lnea a 1 mm por debajo de la superficie del metal base y
cuando la probeta de es penetracin completa soldada de un solo lado,
en una lnea a 1,6 mm por encima de la raz.
Las probetas de penetracin completa calificaran para penetracin
completa, penetracin parcial, filetes y deposicin de capas de
reconstruccin de soldadura.
Las probetas de penetracin parcial califican para penetracin parcial,
filetes y deposicin de capas de reconstruccin de soldadura. Probetas
de recubrimientos solo califican para recubrimientos.
Los valores de dureza no debern exceder lo especificado en el Cdigo
de Fabricacin o en las especificaciones de diseo. Cuando no se
especifique dureza, los datos solo debern ser informados.
113
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Cuando se especifique ensayo de impacto, las variables del
ensayo y los criterios de aceptacin sern establecidos en el
Cdigo de Fabricacin.
Las probetas sern obtenidas del metal de soldadura y zona
afectada tan prximos como sea posible a ellas a una
profundidad de la mitad del espesor de metal de soldadura de
cada proceso involucrado.
114
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Cuando se especifique ensayo de impacto, las variables del
ensayo y los criterios de aceptacin sern establecidos en el
Cdigo de Fabricacin.
Las probetas sern obtenidas del metal de soldadura y zona
afectada tan prximos como sea posible a ellas a una profundidad
de la mitad del espesor de metal de soldadura de cada proceso
involucrado.
Sern permitidas las reparaciones por soldadura durante el
proceso usando tcnicas de capa de revenido.
Las superficies a ser reparadas sern preparadas por la remocin
mecnica de las fallas y llevadas a una geometra aceptable.
Las reparaciones sern efectuadas con los parmetros de los
WPS usados en soldadura de capa de revenido de produccin.
115
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Cuando las reparaciones se realizan con GTAW o PAW
manual o semiautomtica, se preparar un WPS basado en
un PQR desarrollado para proceso GTAW o PAW automtico
o mecanizado.
Los soldadores que usen GTAW o PAW manual o
semiautomtica, deben calificarse usando estos procesos y
adicionalmente pasar una prueba de aptitud mediante el
depsito de dos o mas capas de soldadura usando los
parmetros del WPS para cada capa del depsito.
116
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ensayos no destructivos
QW-144 Ensayo Visual y QW -194: La soldadura del cupn de
calificacin de procedimiento debe mostrar penetracin y fusin
completas. Pruebas.
QW-191.1 Ensayo Radiogrfico: el ensayo radiogrfico de
acuerdo a QW 142 para la calificacin de soldadores y en QW
143 para operadores de soldadura, debern satisfacer los
requerimientos del Artculo 2 de la Seccin V del Cdigo ASME
BPVC.
Deber satisfacer el criterio de aceptacin establecido en QW
191.2. Criterio de Aceptacin Radiogrfico
117
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Este ensayo puede reemplazar a los ensayos mecnicos en la
calificacin de soldadores y operadores para los procesos :
SMAW, SAW, GTAW, GMAW (No cortocircuito) y PAW.
Esto no aplica para los procesos especiales (QW-380)
Para la calificacin de soldadores u operadores puede como
alternativa realizarse nste ensayo directamente sobre la
primera produccin de soldadura. (6 in para soldador y 36in
para operador). Hay cantidades mnimas para tubos. (QW -304
y 305)
118
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Lquidos Penetrantes. (QW-195)
Previsto en QW -214 para soldadura de revestimientos
resistentes a la corrosin
Debe cumplir con el procedimiento indicado en l seccin
V Articulo 6.
Los criterios de aceptacin deben estar de acuerdo con
QW -195.2
119
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-200.2: Registro de Calificacin de
Procedimiento (PQR / RCP)
Es un registro de las variables registradas durante la soldadura del
cupn de prueba.
Tambin contiene los resultados de ensayos de la soldadura del
cupn de prueba.
El PQR completado debe documentar como mnimo, todas las
variables esenciales y suplementarias (cuando es requerido) para
cada proceso utilizado. Las variables no esenciales pueden o no
ser registradas a opcin del fabricante.
El PQR ser certificado en cuanto a exactitud por el fabricante o el
contratista. No se admite subcontratar esta funcin.
Disponibilidad del PQR. Los PQRs que se usen para apoyar las
WPSs deben estar disponibles para el inspector.
120
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
PQR 1
Ejemplo
121
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
PQR 2
122
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Cambios en el PQR no es permitido excepto bajo las condiciones
particulares indicadas en la parte 2.
Todo cambio en el PQR requiere una re-certificacin, realizada
por el fabricante o contratista.
Formato del PQR. El formulario QW 483 es una gua para el
PQR.
La informacin requerida por el PQR puede estar en cualquier
formato y que figuren todas las variables esenciales y, cuando es
requerido, las variables esenciales suplementarias, requeridas
por QW 250 hasta QW 280.
Tambin los tipos de ensayos, nmero de ensayos y resultados
de los ensayos deben estar listados en el PQR.
WPSs mltiples con un PQR : Varias especificaciones de
procedimientos de soldadura pueden ser preparados a partir de
los datos de un PQR simple.
123
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Artculo II (QW 200), Calificacin del Procedimiento de
Soldadura
Cambios en el PQR no es permitido excepto bajo las condiciones
particulares descriptas en el sub-prrafo.
Todo cambio en el PQR requiere una re-certificacin, realizada por
el fabricante o contratista.
Formato del PQR. El formulario QW 483 es una gua para el PQR.
La informacin requerida por el PQR puede estar en cualquier
formato y que figuren todas las variables esenciales y, cuando es
requerido, las variables esenciales suplementarias, requeridas por
QW 250 hasta QW 280.
Tambin los tipos de ensayos, nmero de ensayos y resultados de
los ensayos deben estar listados en el PQR.
124
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Rangos de Calificacin
Variables
125
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Variables
QW 250
Variables de soldadura.
QW 251
Generalidades:
QW 251.1 Tipos de variables para Especificacin de
procedimiento de Soldadura: Las variables se subdividen en
tres tipos:
Variables no esenciales
Variables esenciales
Variables esenciales suplementarias.
Estas variables se listan para cada proceso en QW-252 a QW265
126
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW 251.2 Variables esenciales:
Son aquellas variables cuyo cambio es considerado que
afecta las propiedades mecnicas de
requiere recalificacin del procedimiento.
la soldadura y
Variables esenciales suplementarias son requeridas para
aquellos materiales par los cuales otras Secciones del
Cdigo especifican propiedades al impacto y se adicionan a
las variables esenciales para cada procedimiento de
soldadura.
QW 251.3 Variables no esenciales, son aquellas en las
cuales un cambio pude realizarse sin requerir recalificacin
de la Especificacin de Procedimiento de Soldadura.
Desde el Prrafo QW252 hasta el QW-264 se encuentran las
planillas de variables esenciales, esenciales suplementarias
y no esenciales para distintos procesos de soldadura.
127
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Variables
Para los distintos procesos existen distintas tablas de
variables esenciales,
suplementarias.
no
esenciales
esenciales
La siguiente es una tabla tpica que contiene como ejemplo
distintos tipos de variables para el proceso SMAW.
128
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
129
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Rango de Espesores
130
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Nmero P y Grupo
Con el fin de disminuir la cantidad de calificaciones necesarias,
los materiales base se agrupan en funcin de sus caractersticas
de soldabilidad y una subagrupacin tiene en cuenta las
propiedades de tenacidad.
Nmero P (QW -420.1):
Agrupa los distintos materiales en relacin a las caractersticas de
soldabilidad metalrgica, composicin qumica y propiedades
mecnicas.
A los materiales ferrosos, se los asigna en Grupos dentro de la
clasificacin de Nmero P, cuando se especifican requerimientos
de propiedades al impacto,
Los P y Grupo N pueden verse en las tablas QW-422
131
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-422
132
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
P Rango
133
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
F N
134
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
A N
135
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Procesos Especiales
Refiere a revestimientos aplicados por soldaduras de materiales
resistentes a la corrosin y aplicaciones de soldadura para el
endurecimiento superficial. (QW2167218)
Desde el Prrafo QW252 hasta el QW-264 se encuentran las
planillas de variables esenciales, esenciales suplementarias y no
esenciales para distintos procesos de soldadura.
La calificacin de procedimiento puede ser realizada:
De acuerdo a lo indicado para juntas a tope si el revestimiento es
parte del espesor resistente.
De igual forma si el revestimiento no forma parte del espesor
resistente.
Alternativamente para el caso de que revestimiento no forme parte
del espesor resistente puede calificarse de acuerdo a QW -453 en
lo referente a tamao del cupn y tipo de examinacin y ensayos
136
requeridos.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
137
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Procesos especiales
138
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Procesos especiales
139
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Plegado- Especiales
140
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Calificacin de Soldadores y Operadores
Tipos de Calificacin.
Cupn de Prueba.
Posiciones de prueba.
Ensayos requeridos.
Variables.
WPQ
Rango de calificacin.
Validez y recalificacin.
141
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Articulo III
Soldadores
Calificacin de
QW -301 Ensayos, ensayos de calificacin, identificacin de los
soldadores, y registro de la Calificacin de los Soldadores.
QW -302 Tipos de Ensayos:
Mecnicos, radiogrficos y visuales.
QW -303 Lmites de Posiciones Calificadas,
El resto de los prrafos de este Artculo son:
QW -310
Cupn de ensayo para la Calificacin
QW -320
Re ensayos y Renovacin de la Calificacin
QW -350
Variables de soldadura para soldadores
QW -360
Variables de soldadura para operadores de
soldadura.
QW -380
Procesos Especiales.
142
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Artculo III CALIFICACIN DE SOLDADORES
Y OPERADORES DE SOLDADURA
.QW 300
Generalidades
QW 300.1 Lista los procesos de soldadura y las variables aplicables
a la calificacin de soldadores y operadores de soldadura.
La calificacin del soldador est limitada por las variables esenciales
listadas en QW 350, y estn definidas en el Artculo IV, Datos de
Soldadura.
Un soldador o un operador de soldadura puede ser calificado
mediante ensayo volumtrico (RT o UT) de su cupn de ensayo,
mediante la radiografa de su produccin inicial de soldadura, o
mediante el ensayo de plegado de su cupn de ensayo excepto lo
indicado en QW 304 y en QW 305.
143
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Artculo III CALIFICACIN DE SOLDADORES Y
OPERADORES DE SOLDADURA.
QW 300
Generalidades
QW 300.2 En esta prrafo se establece que el fabricante o el
contratista es el responsable de conducir la calificacin de sus
soldadores, y esta responsabilidad no puede ser delegada a otra
organizacin.
QW 301.1 La intencin de los ensayos de calificacin de habilidad
es determinar la habilidad de los soldadores y operadores de
depositar soldaduras sanas.
QW 301.2 Cada fabricante o contratista debe calificar a sus
soldadores u operadores de soldadura, usando sus procedimientos
de soldadura calificados (WPS) o especificaciones de procedimiento
de soldadura estndar. (SWPS)
144
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-301.3 Identificacin de los soldadores
A cada Soldador y Operador de soldadura calificado, el Fabricante
le debe asignar un
nmero, letra o smbolo, el cual ser usado para identificar su
trabajo.
QW-301.4 Registro de los ensayos
El registro de la calificacin de soldador deber incluir las variables
esenciales, el tipo
de ensayo realizado y sus resultados, y los rangos calificados de
acuerdo a QW -452.
145
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Soldadura de Cupn de Prueba
Ensayos Requeridos
Registro de Ensayos de Calificacin. (WPQ
Rangos Calificados
Mantenimiento y Renovacin de la Calificacin.
146
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW 310: Cupn de Prueba
Pueden ser de Tubos, Plancha o cualquier otra forma de
producto.
Las posiciones de soldadura son las mismas que las indicadas
para procedimiento.
La cantidad y ubicacin de probetas para ensayos mecnicos
para procesos no especiales se muestra en QW-452, 463.2.a
hasta h para tope, QW-462.4.a hasta d y 463.2.h para filete.
QW-380 (QW 453) para procesos especiales.
Los criterios de aceptacin para los ensayos mecnicos son los
mismos que lo visto para procedimientos de soldadura. (QW-160
a 180)
147
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW 302: Ensayos requeridos Tope
148
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW 302: Ensayos requeridos Tope
Para la calificacin de soldadores u operadores en soldadura a
tope y procesos no especiales, debe realizarse la
examinacin
siguiente
Inspeccin visual de acuerdo a QW 302.4 cumpliendo con los
criterios de aceptacin dados en QW 194.
Ensayos mecnicos de acuerdo a QW 452.
Alternativamente, la calificacin puede realizarse mediante
ensayo Volumtrico nicamente cuando es permitido por QW304 para soldadores o QW 305 para operadores.
Esto aplica para procesos SMAW, SAW, GTAW, PAW ,GMAW
(no cortocircuito) y EGW (solo para operador) con las
excepciones de N P dadas en QW -304 y 305.
149
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Esto no aplica para los procesos especiales (QW-380)
Puede aplicarse examinacin volumtrica, sobre el cupn de
ensayo o directamente sobre la primera produccin de
soldadura. La longitud minima a examinar es 6 in (150 mm)
(En tubos debe examinarse el dimetro completo. Para tubos
de pequeo dimetro pueden ensayarse mltiples cupones).
La longitud mnima a examinar para operadores es 36 in
(1m). (QW 304 y 305)
En QW 191.1.2 y QW 191.2.3 dan los criterios de aceptacin
para examinacin volumtrica aplicables a Radiografa (QW
191.1.2) y Ultrasonido (QW.191.2.3)
150
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Calificacin de Habilidad.
Ejemplo de Ensayos requeridos - Filete
151
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Calificacin de Habilidad.
Ejemplo de Ensayos requeridos - Filete
152
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-181.2 Habilidad de soldador
Las dimensiones y la preparacin de las probetas de calificacin
de soldador deben conformar los requisitos de las figuras QW462.4 (b) o (c). Las probetas de ensayo deben ser examinadas
mediante ataque macrogrfico segn QW-184 y por ensayo de
fractura segn QW-182.
Calificaciones realizadas en posicin 5F las probetas de ensayo
deben ser obtenidas segn lo requerido en la figura QW-463.2
(h).
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-184 Examen macrogrfico Calificacin de soldador
Indica que las probetas deben ser cortadas, pulidas y atacadas con
un reactivo adecuado para poner de manifiesto la soldadura y zona
afectada por el calor.
Para aprobar ese ensayo se debe cumplir:
a- El examen visual de la seccin transversal del metal de soldadura
y la zona afectada por el calor, debe mostrar completa fusin y estar
libre de fisuras. Se aceptarn indicaciones lineales en la raz en
tamaos de hasta 1/32 (0,8 mm).
b- La soldadura no debe tener una concavidad o convexidad mayor
de 1/16 (1,5 mm).
c- No debe haber mas de 1/8 (3 mm) de diferencia entre las
medidas de cada uno de los catetos del filete.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Ensayo para Calificacin de Habilidad en
Soldadura de Pernos
Doblado y Martillado (QW-193.2).
Examinacin Visual (QW-194)
155
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Calificacion de habilidad: Procesos especiales
156
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Registro de
calificacin
(WPQ)
157
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Registro de
calificacin
(WPQ)
158
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Rango de la calificacin
El rango de la calificacin para soldadores, es el fijado por las
variables esenciales indicadas en QW 352 a QW 357 para los
distintos procesos.
Las variables para operadores se describen en QW-360
Variaciones ms all de lo permitido por estas variables
requieren recalificacin.
Cuando se requiere una combinacin de procesos la
calificacin puede realizarse en cada proceso individualmente
o mediante combinacin de procesos en un cupn nico.
Los lmites de espesor calificado dependen del espesor
aproximado depositado con cada proceso.(Ver QW 452)
159
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Soldador: Variables SMAW
160
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Soldador:
Variables
GMAW FCAW
161
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
162
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Soldador: Variables
163
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Soldador:
Espesores
tope
164
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Soldador: Lmites Dimetro tope
165
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
PARA PRACTICA DE USO DE CODIGO UTILIZAR ANEXOS
Soldador: P N
166
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
F N
167
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
168
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Pos
169
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW 301.3
A cada Soldador u Operador calificado debe asignrsele una
identificacin, ya sea con un nmero, letra o smbolo.
Esta identificacin deber ser utilizada para identificar las
soldaduras que produce.
Registro de ensayo (WPQ):
Debe incluir las Variables Esenciales (QW-350 a 360)
El tipo de Ensayos realizados y sus resultados.
Los rangos calificados de acuerdo a QW 452
170
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
Re-ensayos y Renovacin de la Calificacin
Un soldador u operador que falla en algunos de los ensayos
previstos para la calificacin, puede ser recalificado de acuerdo a
lo indicado en QW.321. (En funcin del ensayo en que fall)
Inmediatamente mediante inspeccin visual
Inmediatamente mediante ensayos mecnicos
Inmediatamente mediante radiografas
Luego de entrenamiento (si se considera necesario) y encada
posicin en las que fall.
El soldador u operador que no sold por un perodo mayor a 6
meses con un proceso debe ser recalificado en ese proceso a
menos que haya soldado usando un proceso manual o
semiautomtico. En este caso mantiene su calificacin para ese
proceso (manual o semiautomtico).
Lo mismo vale para el operador pero con maquina o automtico.
171
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
ARTCULO V PROCEDIMIENTOS DE
SOLDADURA ESTNDAR (SWPS)
QW-500 General
Los SWPS listados en el Apndice E son aceptables para las
fabricaciones que se especifican los requerimientos del Cdigo ASME
BPV.
Cualquier requerimiento de las Secciones aplicables de los Cdigos
de Fabricacin en relacin con s SWPS, tienen preeminencia sobre
los requerimientos de la Seccin IX.
Solo SWPS`s (incluyendo edicin) que han sido aceptados en el
apndice E de la edicin 1998 o posterior en concordancia con este
articulo y debern estar de acuerdo con la edicin y adenda presente
de la seccin IX.
Los SWPS, no son permitidos para Fabricaciones en las cuales los
Cdigos de fabricacin requieren de ensayos de tenacidad.
172
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-510 Adopcin de los SWPS
Antes de su uso, el Fabricante debe cumplir con lo siguiente para
cada SWPS que pretende usar, con las excepciones establecidas
en QW-520.
a- Ingresar el nombre del Fabricante en el SWPS.
b- Un empleado del Fabricante debe firmar y fechar el SWPS.
c- El correspondiente Cdigo o Especificacin de Construccin
(Ej. ASME Seccin VIII, B 31, etc.) que debe ser usado para la
soldadura debe listarse en el SWPS.
d- El Fabricante debe soldar y ensayar una probeta a tope
siguiendo el SWPS. Se debe registrar la siguiente informacin:
1- La especificacin, tipo y grado del metal base soldado.
2- El diseo de junta.
3- Mtodo de limpieza inicial.
4- Presencia o ausencia de respaldo.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
173
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
5- La especificacin ASME o AWS y la clasificacin AWS del material
de aporte y su marca comercial.
6- Dimetro y clasificacin de los electrodos de tungsteno para GTAW
7- Los dimetros de los materiales de aporte.
8- Gas de proteccin y caudal para GTAW y GMAW.
9- Temperatura de precalentamiento.
10- Posicin de la junta y progresin si es aplicable.
11- Espesor de metal depositado por cada proceso o tipo de
electrodo.
12- Temperatura mxima entre pasadas.
13- Tratamiento trmico usado y rango de temperatura de tratamiento
y tiempo de mantenimiento.
14- Resultados de la inspeccin visual y ensayos mecnicos.
174
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
15- Resultados de los ensayos radiogrficos cuando fueran
permitidos.
e- La probeta ser inspeccionada visualmente (QW-302.4) y
ensayada
mecnicamente
radiogrficamente (QW-302.2).
(QW-302.1)
examinada
Si cualquiera de estos ensayos fallara en los requerimientos de
aceptacin, se deber soldar una nueva probeta antes que el
Fabricante pueda usar el SWPS
QW-511 Uso de los SWPS demostrados
Los Cdigos de fabricacin o documentos de fabricacin
indicados que deben ser listados en el SWPS, como se
establece en el punto c anterior, pueden ser agregados o
borrados del SWPS demostrado sin posteriores demostraciones.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-520 Uso de los SWPS sin demostracin
Una vez que un SWPS ha sido demostrado, SWPS similares, podrn ser
usados sin posteriores demostraciones. Estos SWPS adicionales
debern ser comparados con el SWPS que fue utilizado para la
demostracin y no debern excederse las siguientes limitaciones:
a- Un cambio en el proceso de soldadura.
b- Un cambio en el nmero P.
c- Un cambio de la condicin como soldado a tratado trmicamente.
d- Un cambio en el proceso de alambre con proteccin gaseosa a
autoprotegido o viceversa.
e- Un cambio de transferencia globular, spray o pulsada a corto circuito
y viceversa.
f- Un cambio en el nmero F del electrodo.
g- Agregado de precalentamiento por encima de la temperatura
ambiente.
h- Cambio de SWPS identificado para chapa a otro y viceversa.
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
176
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
QW-540 Uso en produccin de los SWPS
Deben seguirse estrictamernte durante la soldadura de produccin. Adems
aplica lo siguiente:
a- El Fabricante no puede desviarse de las condiciones del SWPS
b- Los SWPS no podrn ser suplementados por PQR ni revisados.
c- Solo se podr usar el proceso especificado en el SWPS. Cuando se
selecciona un SWPS multiproceso, estos solo podrn usarse de la manera y
en el orden que especifica el SWPS.
d- El SWPS, no podr ser usado en una junta en conjunto con un WPS
calificado por el Fabricante.
e- El Fabricante puede suplementar al SWPS con indicaciones para el
soldador de manera de cumplimentar los requerimientos del Cdigo.
f- Los SWPS no podrn ser usados hasta haber sido demostrados (QW510)
g- El nmero de identificacin de la Demostracin debe indicarse en cada
SWPS soportado.
h- El Registro de Demostracin debe estar disponible para la revisin por el
Inspector Autorizado.
177
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
178
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
179
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
ASME IX:
Calificaci
Calificacin de Procedimientos de Soldadura, Soldadores y Operadores
180
Ing. Rubn E Rollino r_rollino@yahoo.com , rollinor@asme.org
Вам также может понравиться
- Golpe de Ariete y Regulacion de Velocidad Sergio GaiДокумент137 страницGolpe de Ariete y Regulacion de Velocidad Sergio GaidgelvezОценок пока нет
- Leopold Aldo Etica de La Tierra 1Документ12 страницLeopold Aldo Etica de La Tierra 1Juan Carlos LazaroОценок пока нет
- Apuntes RMgrado PDFДокумент182 страницыApuntes RMgrado PDFL̶a̶n̶d̶o̶n̶g̶T̶b̶rОценок пока нет
- Blackboard Curso Online Guia ResumenДокумент15 страницBlackboard Curso Online Guia ResumendgelvezОценок пока нет
- Turbinas HidraulicasДокумент148 страницTurbinas HidraulicasSergio TorresОценок пока нет
- Análisis de curvas esfuerzo-deformación de acero 1040 mediante ecuación de Voce0,072110,110150,158Документ9 страницAnálisis de curvas esfuerzo-deformación de acero 1040 mediante ecuación de Voce0,072110,110150,158EdgarVegaGОценок пока нет
- Elementos de MaquinasДокумент68 страницElementos de MaquinasIldefonso Jaquez Luna100% (3)
- G166 DMДокумент143 страницыG166 DMJrSanzОценок пока нет
- GUIA Recubrimientos 2012Документ40 страницGUIA Recubrimientos 2012pamico77Оценок пока нет
- Catalogo General de Productos WestarcoДокумент135 страницCatalogo General de Productos WestarcoEddiamMendozaОценок пока нет
- G166 DMДокумент143 страницыG166 DMJrSanzОценок пока нет
- Protocolo TensionДокумент22 страницыProtocolo TensionAlan TolentinoОценок пока нет
- Libro VibracionesДокумент188 страницLibro VibracionesdgelvezОценок пока нет
- Archivo 1 Curso API 650 Ed 11 A4 r2008-02 Logo Asme Elite 20Документ68 страницArchivo 1 Curso API 650 Ed 11 A4 r2008-02 Logo Asme Elite 20dgelvezОценок пока нет
- B31.3 Rollino 10-1 BДокумент211 страницB31.3 Rollino 10-1 BIsaac Polo PedrozaОценок пока нет
- Manualrecubrimientos2012 SikaДокумент144 страницыManualrecubrimientos2012 SikadifevasanzОценок пока нет
- Tornillos GeneralidadesДокумент63 страницыTornillos GeneralidadesWinsy Johan Diaz VanegasОценок пока нет
- Torque Final02Документ16 страницTorque Final02Daniela100% (3)
- Manualrecubrimientos2012 SikaДокумент144 страницыManualrecubrimientos2012 SikadifevasanzОценок пока нет
- GUIA Recubrimientos 2012Документ40 страницGUIA Recubrimientos 2012pamico77Оценок пока нет
- Tema 6. FiabilidadДокумент62 страницыTema 6. FiabilidaddgelvezОценок пока нет
- Api 1104Документ45 страницApi 1104dgelvez88% (8)
- Ficha de datos de seguridad SIGMALINE 2500 HARDENERДокумент11 страницFicha de datos de seguridad SIGMALINE 2500 HARDENERdgelvezОценок пока нет
- Árbol de Funciones de ServicioCompleto PDFДокумент47 страницÁrbol de Funciones de ServicioCompleto PDFdgelvezОценок пока нет
- El Estado Del Bienestar de Los Usuarios Del Sistema CompletoДокумент50 страницEl Estado Del Bienestar de Los Usuarios Del Sistema CompletodgelvezОценок пока нет
- Act 40Документ22 страницыAct 40j2Оценок пока нет
- Archivo 2 Curso API 653 A4 r2007-11 Logo Asme EliteДокумент95 страницArchivo 2 Curso API 653 A4 r2007-11 Logo Asme ElitedgelvezОценок пока нет
- Archivo 1 Curso API 650 Ed 11 A4 r2008-02 Logo Asme Elite 20Документ68 страницArchivo 1 Curso API 650 Ed 11 A4 r2008-02 Logo Asme Elite 20dgelvezОценок пока нет
- Redox ClasesДокумент15 страницRedox ClasesJonathanОценок пока нет
- Fabricacion de Tuercas y RoscasДокумент5 страницFabricacion de Tuercas y RoscasmaferОценок пока нет
- Calificación de procedimientos y soldadoresДокумент47 страницCalificación de procedimientos y soldadoresOscar HernandezОценок пока нет
- Curriculum WelderДокумент2 страницыCurriculum WelderPri AndreaОценок пока нет
- Certificado de Conformidad TecnicaДокумент4 страницыCertificado de Conformidad TecnicaLuis NavarroОценок пока нет
- Cruce Agua Pot - pk4120+200Документ1 страницаCruce Agua Pot - pk4120+200rafa catzimОценок пока нет
- Manual Salida MC-70 EspДокумент15 страницManual Salida MC-70 EspArigmed ChileОценок пока нет
- EXTRACCIÓN DE PERNOS ROTOS Hinojosa Jordy PDFДокумент4 страницыEXTRACCIÓN DE PERNOS ROTOS Hinojosa Jordy PDFJhon Alex Hinojosa FloresОценок пока нет
- Calculo Instalaciones SanitariasДокумент11 страницCalculo Instalaciones SanitariasAldair Nie LlaОценок пока нет
- Mecanizado de Conos IberДокумент12 страницMecanizado de Conos IberDiego LimachiОценок пока нет
- Cuadros de ExcelДокумент19 страницCuadros de Excelirwin lazoОценок пока нет
- Protocolos de operación y mantenimiento de esmeriladorasДокумент36 страницProtocolos de operación y mantenimiento de esmeriladorasLiz Izquierdo MayОценок пока нет
- Procesos de ManofacturaДокумент7 страницProcesos de ManofacturaEmmanuel Eliseo Zárate MartínezОценок пока нет
- Conocimiento De-Wps OfficeДокумент14 страницConocimiento De-Wps Officeronilso ibarraОценок пока нет
- 1mecanica de Banco y AjusteДокумент42 страницы1mecanica de Banco y AjustepetreОценок пока нет
- Artículos promocionales 2021: Agendas, bolígrafos, llaveros y másДокумент32 страницыArtículos promocionales 2021: Agendas, bolígrafos, llaveros y másEdwin CuestaОценок пока нет
- Definiciones de Recubrimientos Metálicos Electro DeeposiciónДокумент2 страницыDefiniciones de Recubrimientos Metálicos Electro DeeposiciónPedro JavierОценок пока нет
- 2.6.2.-Pase de Agua Tipo I Ad L 8MTДокумент2 страницы2.6.2.-Pase de Agua Tipo I Ad L 8MTyasser andre flores pinedoОценок пока нет
- Check List Modelo 1Документ6 страницCheck List Modelo 1Pedro MulluniОценок пока нет
- Convertidor de ArrabioДокумент3 страницыConvertidor de ArrabioAlex Franz Roger Orosco QuintanaОценок пока нет
- Artes GráficasДокумент46 страницArtes GráficasAngela Yepes100% (2)
- Lab 3Документ9 страницLab 3EDWIN LEONARDO ESPINOZA PACHECOОценок пока нет
- ¿Cómo Se Usan Los FondosДокумент2 страницы¿Cómo Se Usan Los FondosJorge Neyra MacedoОценок пока нет
- Máquinas herramientas IIДокумент39 страницMáquinas herramientas IIRodrigo VelásquezОценок пока нет
- Tarea1.Fenómenos de TransporteДокумент1 страницаTarea1.Fenómenos de TransporteIvánОценок пока нет
- 1.1 Proceso Tecnológico Del Hierro de Primera Fusión.Документ8 страниц1.1 Proceso Tecnológico Del Hierro de Primera Fusión.JOSE EMANUELОценок пока нет
- NMX U 119 Scfi 2015 - R0 - 21abr2016Документ22 страницыNMX U 119 Scfi 2015 - R0 - 21abr2016CaínCastilloОценок пока нет
- Procedimiento para Soldaduras de Termofusión HDPEДокумент3 страницыProcedimiento para Soldaduras de Termofusión HDPEdreca toluca100% (1)
- Flexografia ExposicionДокумент12 страницFlexografia ExposicionAleSantanaОценок пока нет
- Osmosis InversaДокумент38 страницOsmosis InversaJAVIER EDWIN VIZARRES MEJIAОценок пока нет