Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Boeing 737 MaxДокумент2 страницыBoeing 737 MaxJJ0% (1)
- Sample Load ListДокумент4 страницыSample Load ListPankaj KumarОценок пока нет
- Rim and Face AlignmentДокумент4 страницыRim and Face AlignmentJJОценок пока нет
- Introduction To IC EnginesДокумент43 страницыIntroduction To IC Engineswlkngs87Оценок пока нет
- Technical Information Letter: Dangers of Bearing RefurbishmentДокумент7 страницTechnical Information Letter: Dangers of Bearing RefurbishmentJJОценок пока нет
- Design of Ground Source HeatpumpsДокумент119 страницDesign of Ground Source Heatpumpsmnt6176Оценок пока нет
- Nimonic Alloy 263Документ12 страницNimonic Alloy 263JJОценок пока нет
- CHE10710 NitrogenДокумент32 страницыCHE10710 NitrogenFA Ay100% (1)
- 12000270-HA-Refurbishment of Fr-5 GTG Spares - Job Scope - AnnexureДокумент4 страницы12000270-HA-Refurbishment of Fr-5 GTG Spares - Job Scope - AnnexureJJОценок пока нет
- Airbus Abbreviations A320 AircraftДокумент193 страницыAirbus Abbreviations A320 AircraftRavindra Sampath Dayarathna85% (13)
- Protection Interlock DiaryДокумент125 страницProtection Interlock Diaryshubham vermaОценок пока нет
- Tdbfp-A Turbine LogicДокумент4 страницыTdbfp-A Turbine LogicE.C.MADHUDUDHANA REDDYОценок пока нет
- Weld Repair of GTD 111 SuperalloyДокумент10 страницWeld Repair of GTD 111 SuperalloyJJОценок пока нет
- Air Generation and DistributionДокумент55 страницAir Generation and DistributionJespher Adam AndalОценок пока нет
- Plano Hidraulico 330d ExcavadoraДокумент2 страницыPlano Hidraulico 330d ExcavadoraIsmael Romero DeLarios50% (2)
- GTD 450 Gas Turbine MaterialДокумент12 страницGTD 450 Gas Turbine MaterialJJОценок пока нет
- Boiler Powerpoint 2003Документ70 страницBoiler Powerpoint 2003Sahil Mishra100% (1)
- Frame 5001 Operation DetailsДокумент1 страницаFrame 5001 Operation DetailsJJОценок пока нет
- 7EA Experience With Water Cooled Liquid FuelДокумент5 страниц7EA Experience With Water Cooled Liquid FuelJJОценок пока нет
- Lufkin Gear Operation & Maintenance ManualДокумент43 страницыLufkin Gear Operation & Maintenance ManualJJОценок пока нет
- F6FA 2019 Conference Program V8Документ4 страницыF6FA 2019 Conference Program V8JJ100% (1)
- In 738 Alloy Strain CharacteristicsДокумент7 страницIn 738 Alloy Strain CharacteristicsJJОценок пока нет
- FSX 414 Cobalt Base SuperalloyДокумент4 страницыFSX 414 Cobalt Base SuperalloyJJОценок пока нет
- GTD 444 Material Gas TurbineДокумент15 страницGTD 444 Material Gas TurbineJJОценок пока нет
- A 403 PDFДокумент7 страницA 403 PDFJJОценок пока нет
- GTD 111 AlloyДокумент7 страницGTD 111 AlloyJJОценок пока нет
- Types of Renewable Energy: What Is Renewable Energy and How Does It Work?Документ3 страницыTypes of Renewable Energy: What Is Renewable Energy and How Does It Work?JJОценок пока нет
- From Concept To ConstructionДокумент9 страницFrom Concept To ConstructionJJОценок пока нет
- Dhi-Qar Combined Cycle Gas Turbine Power Plant Project: Environmental and Social Impact Assessment (Esia) ReportДокумент288 страницDhi-Qar Combined Cycle Gas Turbine Power Plant Project: Environmental and Social Impact Assessment (Esia) ReportJJ100% (1)
- Nickel Base Alloy GTD 222Документ2 страницыNickel Base Alloy GTD 222JJОценок пока нет
- Wind PowerДокумент1 страницаWind PowerJJОценок пока нет
- Ge Lube Oil Varnishing Til 1528-3Документ8 страницGe Lube Oil Varnishing Til 1528-3JJОценок пока нет
- GAS TURBINE PARTS OPERATING LIFE - Compressed PDFДокумент1 страницаGAS TURBINE PARTS OPERATING LIFE - Compressed PDFJJОценок пока нет
- Turbofan EngineДокумент1 страницаTurbofan EngineJJОценок пока нет
- GAS TURBINE PARTS OPERATING LIFE - Compressed PDFДокумент1 страницаGAS TURBINE PARTS OPERATING LIFE - Compressed PDFJJОценок пока нет
- Cardan Case Study1Документ2 страницыCardan Case Study1JJОценок пока нет
- Comparing Nuclear Accident Risks With Those From Other Energy SourcesДокумент47 страницComparing Nuclear Accident Risks With Those From Other Energy SourcesDana AmangeldiОценок пока нет
- Combined Power PlantДокумент10 страницCombined Power PlantManoj SunchauriОценок пока нет
- The Hydrogen-Cooled Sgen-2000H Generator Series: Answers For EnergyДокумент4 страницыThe Hydrogen-Cooled Sgen-2000H Generator Series: Answers For EnergyYaman ghayadОценок пока нет
- Pumpjack: Above Ground Down-Hole Water Well Pumpjacks See Also References External LinksДокумент5 страницPumpjack: Above Ground Down-Hole Water Well Pumpjacks See Also References External LinksBenjamin KonjicijaОценок пока нет
- Simbolos NeumaticosДокумент7 страницSimbolos NeumaticosSergio Martínez LópezОценок пока нет
- Pressure Equipment Directive (Ped) - An IntroductionДокумент4 страницыPressure Equipment Directive (Ped) - An Introductionjamil voraОценок пока нет
- Hydrovision Brasil 2013 Session DetailsДокумент3 страницыHydrovision Brasil 2013 Session DetailsKhabir IslamОценок пока нет
- Mono Splits York InverterДокумент4 страницыMono Splits York Inverterbride junior tchuensuОценок пока нет
- Fans and BlowersДокумент17 страницFans and BlowersJericОценок пока нет
- Datasheet HiE SXXXDJДокумент2 страницыDatasheet HiE SXXXDJpal rajОценок пока нет
- MG Air Separation PlantsДокумент10 страницMG Air Separation PlantsHatem AbdelnabiОценок пока нет
- kc200gt PDFДокумент2 страницыkc200gt PDFYuvarekha SenthilkumarОценок пока нет
- Arjo Ninjo Flyer 1 0 INT ENДокумент2 страницыArjo Ninjo Flyer 1 0 INT ENniОценок пока нет
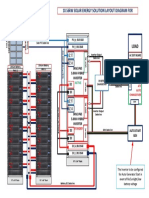
- 10.56KW Solar Energy Solution Layout DiagramДокумент1 страница10.56KW Solar Energy Solution Layout Diagrampeter LamurenОценок пока нет
- Troubled Times Energy 2012Документ593 страницыTroubled Times Energy 2012dionkantОценок пока нет
- SFC 75-125-AC-460V-CAGI-Datasheet - 46-64978Документ1 страницаSFC 75-125-AC-460V-CAGI-Datasheet - 46-64978Well Countryson Lumban TobingОценок пока нет
- G.S.S.S. Banur Distt. PATIALA State PUNJABДокумент7 страницG.S.S.S. Banur Distt. PATIALA State PUNJABapi-3731257Оценок пока нет
- Start Up Procedure For Alkylation Unit WithДокумент10 страницStart Up Procedure For Alkylation Unit WithBikas SahaОценок пока нет
- Abhas 680-684 PDFДокумент5 страницAbhas 680-684 PDFijrcctОценок пока нет
- UM6WG1 CrankshaftДокумент4 страницыUM6WG1 CrankshaftBurik8Оценок пока нет
- Design of Safety ValvesДокумент19 страницDesign of Safety ValvesJoyОценок пока нет