Вам также может понравиться
- Analysis of Electric Machinery Krause Manual Solution PDFДокумент2 страницыAnalysis of Electric Machinery Krause Manual Solution PDFKuldeep25% (8)
- Modeling, Control, and Optimization of Natural Gas Processing PlantsОт EverandModeling, Control, and Optimization of Natural Gas Processing PlantsРейтинг: 5 из 5 звезд5/5 (1)
- Design of Tubular Reactor in The Production of MonochlorobenzeneДокумент2 страницыDesign of Tubular Reactor in The Production of MonochlorobenzeneRhea Joy C. MoralesОценок пока нет
- Reactor and Process Design in Sustainable Energy TechnologyОт EverandReactor and Process Design in Sustainable Energy TechnologyFan ShiРейтинг: 3 из 5 звезд3/5 (2)
- Boiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewОт EverandBoiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewОценок пока нет
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisОт EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisРейтинг: 5 из 5 звезд5/5 (1)
- Unit 7: Anthropology: Q2e Listening & Speaking 4: Audio ScriptДокумент6 страницUnit 7: Anthropology: Q2e Listening & Speaking 4: Audio ScriptĐại học Bạc Liêu Truyền thông100% (1)
- RTDM Admin Guide PDFДокумент498 страницRTDM Admin Guide PDFtemp100% (2)
- ReactorsДокумент7 страницReactorsLyka BalmesОценок пока нет
- Types of Reactor2Документ4 страницыTypes of Reactor2Aleem AhmedОценок пока нет
- ReactorsДокумент38 страницReactorsFransiska Adelia Froggers100% (1)
- CSTR 40lДокумент22 страницыCSTR 40lafnan_lion94Оценок пока нет
- Chapter One 1.1. BackgroundДокумент16 страницChapter One 1.1. Backgroundchisom100% (1)
- Reactor Design LessonДокумент10 страницReactor Design LessonKrystel Monica ManaloОценок пока нет
- Chemical Reactors: Batch Reactors Are Used For Most of The Reactions Carried Out in A Laboratory. The Reactants AreДокумент4 страницыChemical Reactors: Batch Reactors Are Used For Most of The Reactions Carried Out in A Laboratory. The Reactants AreBranco RojasОценок пока нет
- 2 Chemical Reactor To Reactor Safety PDFДокумент41 страница2 Chemical Reactor To Reactor Safety PDFV DhinakaranОценок пока нет
- Failure Analysis of Shell and Tube Heat ExchangerДокумент54 страницыFailure Analysis of Shell and Tube Heat Exchangersrinivasareddy59223980% (5)
- Design For A High Temperature Shift ConverterДокумент43 страницыDesign For A High Temperature Shift ConverterAaron GyamfiОценок пока нет
- SCH 421 Reactor Design WEEK 1 & 2 Notes-1Документ15 страницSCH 421 Reactor Design WEEK 1 & 2 Notes-1vivaline AchiengОценок пока нет
- Chemical and Mechanical DesignДокумент460 страницChemical and Mechanical DesignNuriman K-monОценок пока нет
- Hysys Project of Chemical Reaction Engineering: Prepared By: Mahmoud Mohamed ID: 141761Документ9 страницHysys Project of Chemical Reaction Engineering: Prepared By: Mahmoud Mohamed ID: 141761Mahmoud HendawyОценок пока нет
- Maleic Anhydride Production: Soran University Faculty of Engineering - Chemical DepartmentДокумент8 страницMaleic Anhydride Production: Soran University Faculty of Engineering - Chemical Departmentاحمد حمید کارسول عزیزОценок пока нет
- Flow ChemistryДокумент6 страницFlow Chemistryrr1819Оценок пока нет
- Chapter One: 1.1 BackgroundДокумент19 страницChapter One: 1.1 BackgroundteweleОценок пока нет
- Types of ReactorsДокумент16 страницTypes of Reactorsmunding21Оценок пока нет
- MME09MT 1403 PEM ST Mat 18reactor Esign ConsiderationДокумент32 страницыMME09MT 1403 PEM ST Mat 18reactor Esign Considerationlalit meenaОценок пока нет
- Chapter One: 1.1 BackgroundДокумент22 страницыChapter One: 1.1 BackgroundteweleОценок пока нет
- Introduction & FundamentalДокумент4 страницыIntroduction & FundamentalsugieebakiОценок пока нет
- Selection of Reaction Vessel Simple/Ideal LifeДокумент27 страницSelection of Reaction Vessel Simple/Ideal LifeIdk 1Оценок пока нет
- Notore grp3Документ44 страницыNotore grp3GildaZoe IghorayeОценок пока нет
- Industrial Process Calculations CHE 341Документ145 страницIndustrial Process Calculations CHE 341ZanyboiОценок пока нет
- 1.1.0 Background 1.1.1 Chemical ReactorsДокумент5 страниц1.1.0 Background 1.1.1 Chemical ReactorsEvan ChinОценок пока нет
- I. Batch Reactor: Ancheta, Nicole Ann KДокумент4 страницыI. Batch Reactor: Ancheta, Nicole Ann KNicole Ann KimmayongОценок пока нет
- Coulson& Richardson - Cap.10 ReactorsДокумент5 страницCoulson& Richardson - Cap.10 ReactorsCleiton Coelho de ResendeОценок пока нет
- Model Predictive Controller Design of Hydrocracker ReactorsДокумент9 страницModel Predictive Controller Design of Hydrocracker ReactorsM Ahmed LatifОценок пока нет
- R SДокумент6 страницR S0a1l2i3.h4a5s6s7a8n9Оценок пока нет
- Zain Ahmed Siddiqee Ce - E07 - 103Документ17 страницZain Ahmed Siddiqee Ce - E07 - 103zainsiddiqee80% (10)
- Auto ClaveДокумент4 страницыAuto ClaveSarah Swasti PОценок пока нет
- Reactor TypesДокумент81 страницаReactor Typesshiel175Оценок пока нет
- Project Report NewДокумент41 страницаProject Report Newrohith reddyОценок пока нет
- New DacumentsДокумент13 страницNew DacumentsMustafa Khan100% (1)
- BCT Loop Reactor Technology 2009-02-2Документ7 страницBCT Loop Reactor Technology 2009-02-2fsingОценок пока нет
- Types of Chemical ReactorsДокумент4 страницыTypes of Chemical ReactorsLily Antonette AgustinОценок пока нет
- Makerspace 5.0 - Team Chemical - AnilineДокумент31 страницаMakerspace 5.0 - Team Chemical - Anilinehkharshal064Оценок пока нет
- Feasibility StudyДокумент15 страницFeasibility StudytassoneОценок пока нет
- Aso Sardar - ReactorДокумент17 страницAso Sardar - Reactorاحمد حمید کارسول عزیزОценок пока нет
- Reactor TypesДокумент81 страницаReactor TypesLenin PrabhuОценок пока нет
- Catalyst Science Úá& Reactor TechnologyДокумент139 страницCatalyst Science Úá& Reactor TechnologyMoh HassanОценок пока нет
- Chemical ReactorДокумент15 страницChemical ReactorMithelesh KoulОценок пока нет
- Batch Reactor: Department of Chemical EngineeringДокумент12 страницBatch Reactor: Department of Chemical EngineeringAli RizgarОценок пока нет
- Reactor Types and Their Industrial ApplicationsДокумент33 страницыReactor Types and Their Industrial Applicationstacos1705100% (6)
- BioreactorsДокумент32 страницыBioreactorskhadeeja vjfndnОценок пока нет
- Stripper Column:: Separation ProcessДокумент2 страницыStripper Column:: Separation ProcessVinod MОценок пока нет
- Batch ReactorДокумент3 страницыBatch ReactorNicole Ann KimmayongОценок пока нет
- Types of Reactors 1-Batch Reactors BSTRДокумент2 страницыTypes of Reactors 1-Batch Reactors BSTREnegineer HusseinОценок пока нет
- Reaction Lab Exp#1Документ13 страницReaction Lab Exp#1Muataman KhОценок пока нет
- Application of Uasbr in Treatment of Dairy Waste Water: 1, PG Student, 2, Assistant ProfessorДокумент9 страницApplication of Uasbr in Treatment of Dairy Waste Water: 1, PG Student, 2, Assistant Professorvk100Оценок пока нет
- PBRДокумент3 страницыPBRTio PrasetyoОценок пока нет
- Journal Palm OilДокумент2 страницыJournal Palm OilChristina Joana GuzmanОценок пока нет
- Batch and Semi-batch Reactors: Practical Guides in Chemical EngineeringОт EverandBatch and Semi-batch Reactors: Practical Guides in Chemical EngineeringОценок пока нет
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringОт EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringОценок пока нет
- Scaling Chemical Processes: Practical Guides in Chemical EngineeringОт EverandScaling Chemical Processes: Practical Guides in Chemical EngineeringОценок пока нет
- Water (R718) Turbo Compressor and Ejector Refrigeration / Heat Pump TechnologyОт EverandWater (R718) Turbo Compressor and Ejector Refrigeration / Heat Pump TechnologyОценок пока нет
- Sources of Constitution (Top MCQ)Документ26 страницSources of Constitution (Top MCQ)Prathamesh NaikОценок пока нет
- Fundamental Rights (Top MCQ)Документ23 страницыFundamental Rights (Top MCQ)Prathamesh NaikОценок пока нет
- QUOTATIONДокумент1 страницаQUOTATIONPrathamesh NaikОценок пока нет
- Welcome! This Download Is Provided To You By: Visit Us For Thousands of FREE and UPDATED PC Software!Документ1 страницаWelcome! This Download Is Provided To You By: Visit Us For Thousands of FREE and UPDATED PC Software!Prathamesh NaikОценок пока нет
- Imp Committees (समितियां)Документ32 страницыImp Committees (समितियां)Prathamesh NaikОценок пока нет
- Sewerage & Infrastructural Development Corporation of Goa LTDДокумент34 страницыSewerage & Infrastructural Development Corporation of Goa LTDPrathamesh NaikОценок пока нет
- Fundamental Rights MCQДокумент60 страницFundamental Rights MCQPrathamesh NaikОценок пока нет
- Book 2Документ1 страницаBook 2Prathamesh NaikОценок пока нет
- Boiler: Following Are The Safety Concerns of The Boiler Which Can Lead To Catastrophic FailuresДокумент3 страницыBoiler: Following Are The Safety Concerns of The Boiler Which Can Lead To Catastrophic FailuresPrathamesh NaikОценок пока нет
- Management Accounting Text Book ProofДокумент4 страницыManagement Accounting Text Book ProofPrathamesh NaikОценок пока нет
- Management Accounting: Principles and Practices: January 2018Документ4 страницыManagement Accounting: Principles and Practices: January 2018Prathamesh NaikОценок пока нет
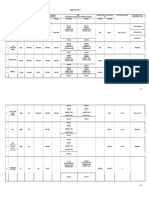
- Temperature Sensor Temperature Range: 373k-573k: SR - No Components Specifications ExampleДокумент3 страницыTemperature Sensor Temperature Range: 373k-573k: SR - No Components Specifications ExamplePrathamesh NaikОценок пока нет
- VASCO - DA - GAMA, GOA 403802: Address For CommunicationДокумент4 страницыVASCO - DA - GAMA, GOA 403802: Address For CommunicationPrathamesh Naik0% (1)
- Anjoom Naik: Personal DetailsДокумент3 страницыAnjoom Naik: Personal DetailsPrathamesh NaikОценок пока нет
- Study and Improvement in Operations of Chemical PlantДокумент38 страницStudy and Improvement in Operations of Chemical PlantPrathamesh NaikОценок пока нет
- Prathamesh P.Naik: B.E MechanicalДокумент3 страницыPrathamesh P.Naik: B.E MechanicalPrathamesh NaikОценок пока нет
- Gate 2 PDFДокумент20 страницGate 2 PDFPrathamesh NaikОценок пока нет
- Important Notice: Generation Date: Name of Insured: AddressДокумент6 страницImportant Notice: Generation Date: Name of Insured: AddressPrathamesh NaikОценок пока нет
- Government of Goa: Directorate of Technical EducationДокумент1 страницаGovernment of Goa: Directorate of Technical EducationPrathamesh NaikОценок пока нет
- To EditДокумент6 страницTo EditPrathamesh NaikОценок пока нет
- Calculations For Standard TimeДокумент3 страницыCalculations For Standard TimePrathamesh NaikОценок пока нет
- 7400 IC SeriesДокумент16 страниц7400 IC SeriesRaj ZalariaОценок пока нет
- Agnes de MilleДокумент3 страницыAgnes de MilleMarie-Maxence De RouckОценок пока нет
- Lesson PlanДокумент2 страницыLesson Plannicole rigonОценок пока нет
- Sba 2Документ29 страницSba 2api-377332228Оценок пока нет
- Borang Ambulans CallДокумент2 страницыBorang Ambulans Callleo89azman100% (1)
- in Strategic Management What Are The Problems With Maintaining A High Inventory As Experienced Previously With Apple?Документ5 страницin Strategic Management What Are The Problems With Maintaining A High Inventory As Experienced Previously With Apple?Priyanka MurthyОценок пока нет
- DP 2 Human IngenuityДокумент8 страницDP 2 Human Ingenuityamacodoudiouf02Оценок пока нет
- The Doshas in A Nutshell - : Vata Pitta KaphaДокумент1 страницаThe Doshas in A Nutshell - : Vata Pitta KaphaCheryl LynnОценок пока нет
- Work ProblemsДокумент19 страницWork ProblemsOfelia DavidОценок пока нет
- The Indonesia National Clean Development Mechanism Strategy StudyДокумент223 страницыThe Indonesia National Clean Development Mechanism Strategy StudyGedeBudiSuprayogaОценок пока нет
- 15.053/8 February 7, 2013: More Linear and Non-Linear Programming ModelsДокумент42 страницы15.053/8 February 7, 2013: More Linear and Non-Linear Programming ModelsShashank SinglaОценок пока нет
- Sam Media Recruitment QuestionnaireДокумент17 страницSam Media Recruitment Questionnairechek taiОценок пока нет
- Functions in C++Документ23 страницыFunctions in C++Abhishek ModiОценок пока нет
- Stearns 87700 Series Parts ListДокумент4 страницыStearns 87700 Series Parts ListYorkistОценок пока нет
- A Case Study Puga Geothermal System,: OF IndiaДокумент7 страницA Case Study Puga Geothermal System,: OF IndiaPERIKALA TARUNОценок пока нет
- Homework 1 W13 SolutionДокумент5 страницHomework 1 W13 SolutionSuzuhara EmiriОценок пока нет
- Environmental Economics Pollution Control: Mrinal Kanti DuttaДокумент253 страницыEnvironmental Economics Pollution Control: Mrinal Kanti DuttashubhamОценок пока нет
- DNA ReplicationДокумент19 страницDNA ReplicationLouis HilarioОценок пока нет
- Turn Around Coordinator Job DescriptionДокумент2 страницыTurn Around Coordinator Job DescriptionMikeОценок пока нет
- Dalasa Jibat MijenaДокумент24 страницыDalasa Jibat MijenaBelex ManОценок пока нет
- History of The Sikhs by Major Henry Cour PDFДокумент338 страницHistory of The Sikhs by Major Henry Cour PDFDr. Kamalroop SinghОценок пока нет
- Regions of Alaska PresentationДокумент15 страницRegions of Alaska Presentationapi-260890532Оценок пока нет
- Tribal Banditry in Ottoman Ayntab (1690-1730)Документ191 страницаTribal Banditry in Ottoman Ayntab (1690-1730)Mahir DemirОценок пока нет
- Fss Presentation Slide GoДокумент13 страницFss Presentation Slide GoReinoso GreiskaОценок пока нет
- Leigh Shawntel J. Nitro Bsmt-1A Biostatistics Quiz No. 3Документ6 страницLeigh Shawntel J. Nitro Bsmt-1A Biostatistics Quiz No. 3Lue SolesОценок пока нет
- Week 7Документ24 страницыWeek 7Priyank PatelОценок пока нет
- PED003Документ1 страницаPED003ely mae dag-umanОценок пока нет