Вам также может понравиться
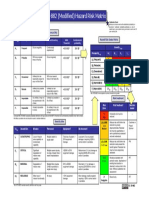
- Mil STD 882 Modified Hazard Risk MatrixДокумент1 страницаMil STD 882 Modified Hazard Risk MatrixAntonio Lopes0% (1)
- Group 6 Strategic Management (Banking & Insuarance 2nd Year ASSIGENMENT OF CATERPILLAR INC PDFДокумент29 страницGroup 6 Strategic Management (Banking & Insuarance 2nd Year ASSIGENMENT OF CATERPILLAR INC PDFShilpa100% (1)
- Pounder's Marine Diesel Engines and Gas TurbinesОт EverandPounder's Marine Diesel Engines and Gas TurbinesРейтинг: 4 из 5 звезд4/5 (15)
- CatДокумент45 страницCatAakash R RajwaniОценок пока нет
- NEMA 250 - Enclosures For Electrical Equip - Sep 2014Документ52 страницыNEMA 250 - Enclosures For Electrical Equip - Sep 2014Renan67% (3)
- Piping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pДокумент67 страницPiping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pAna Margarita100% (8)
- Piping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pДокумент67 страницPiping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pAna Margarita100% (8)
- July August 2013Документ52 страницыJuly August 2013awhk2006Оценок пока нет
- Chiller Modelos - YK PDFДокумент72 страницыChiller Modelos - YK PDFRenanОценок пока нет
- Biomass BriquettesДокумент41 страницаBiomass BriquettesPamarthi Dhruva100% (3)
- Modern Pumping - 102015Документ62 страницыModern Pumping - 102015anjangandak2932Оценок пока нет
- API Tank DesignДокумент189 страницAPI Tank DesignDD3NZ91% (11)
- Apple IncДокумент26 страницApple IncSanjay Kumar PatelОценок пока нет
- Jan Feb 2014Документ52 страницыJan Feb 2014cjp6124Оценок пока нет
- Secretary of Defense: Fellows ProgramДокумент48 страницSecretary of Defense: Fellows ProgramMuhammad Ali PervaizОценок пока нет
- JPT May16Документ104 страницыJPT May16Hari TharanОценок пока нет
- Assignment On Sources of EnergyДокумент2 страницыAssignment On Sources of EnergyMukulika ChatterjeeОценок пока нет
- PC-11 & GF-6: Engine Technology Drives Changes in Oil SpecsДокумент84 страницыPC-11 & GF-6: Engine Technology Drives Changes in Oil Specsnnacy2702Оценок пока нет
- RAHIMAFROOZ Market Driven StrategyДокумент18 страницRAHIMAFROOZ Market Driven StrategyShah Toufiqul Alam ToufiqОценок пока нет
- Fluid Catalytic Cracking Handbook: An Expert Guide to the Practical Operation, Design, and Optimization of FCC UnitsОт EverandFluid Catalytic Cracking Handbook: An Expert Guide to the Practical Operation, Design, and Optimization of FCC UnitsРейтинг: 5 из 5 звезд5/5 (2)
- Selection of Equation of State Models For Process SimulatorsДокумент18 страницSelection of Equation of State Models For Process Simulatorssuratiningrum100% (1)
- The Fall of The F-Class TurbineДокумент6 страницThe Fall of The F-Class Turbinechdi100% (1)
- Rifkin-2019 - The Green New DealДокумент255 страницRifkin-2019 - The Green New Dealjames gren100% (1)
- P&IDДокумент18 страницP&IDhectornicolauОценок пока нет
- Wind Energy Conversion Technology and Power GenerationДокумент73 страницыWind Energy Conversion Technology and Power Generationaman100% (1)
- UOP 326 Diene Value by Maleic Anhydre Addition ReactionДокумент4 страницыUOP 326 Diene Value by Maleic Anhydre Addition ReactionMauricio Huerta JaraОценок пока нет
- Caterpillar Tractor Co.: Case AnalysisДокумент10 страницCaterpillar Tractor Co.: Case AnalysisArpita Karmakar100% (1)
- Caterpillar CaseДокумент12 страницCaterpillar CaseAu George George100% (4)
- Presentation On Rolls RoyceДокумент40 страницPresentation On Rolls Royceyasminkhalid0% (1)
- CruДокумент33 страницыCruRenanОценок пока нет
- Process Safety Leading and Lagging Metrics - CCPS - 2011Документ44 страницыProcess Safety Leading and Lagging Metrics - CCPS - 2011Haribo1962Оценок пока нет
- Pressure Relief, Flares, Flame Arrestors PDFДокумент15 страницPressure Relief, Flares, Flame Arrestors PDFRenanОценок пока нет
- Catalog Loading SystemsДокумент40 страницCatalog Loading SystemsNafaka1703Оценок пока нет
- Company Profile 2010@ Larsen and ToubroДокумент17 страницCompany Profile 2010@ Larsen and ToubroAnkur Dubey100% (1)
- (Accenture) Sustainable Energy For All The Business OpportunityДокумент36 страниц(Accenture) Sustainable Energy For All The Business OpportunityHatta RizqОценок пока нет
- HP May 2014Документ115 страницHP May 2014John UrdanetaОценок пока нет
- Final Report - CaterpillarДокумент17 страницFinal Report - CaterpillarJainendra SinhaОценок пока нет
- Power - May 2014Документ76 страницPower - May 2014ppluis90Оценок пока нет
- Domestic May 2010 PDFДокумент140 страницDomestic May 2010 PDFStaszek BanachОценок пока нет
- Oil Refinery ThesisДокумент4 страницыOil Refinery ThesisNathan Mathis100% (3)
- (December 20, 2023 Letter) WWEMA RFI ResponseДокумент8 страниц(December 20, 2023 Letter) WWEMA RFI ResponsesamuelОценок пока нет
- Robert Galyen, Top Battery Technology Expert, Joins Tydrolyte Advisory BoardДокумент3 страницыRobert Galyen, Top Battery Technology Expert, Joins Tydrolyte Advisory BoardPR.comОценок пока нет
- CaterpillarДокумент18 страницCaterpillarManaan Shaw100% (1)
- Wind Energy Industry MFG Supplier Handbook 1Документ41 страницаWind Energy Industry MFG Supplier Handbook 1philipnartОценок пока нет
- Thomas and Maine 2019 Market Entry Strategies For Electric Vehicle Start UpsДокумент11 страницThomas and Maine 2019 Market Entry Strategies For Electric Vehicle Start UpsIoana DiaconescuОценок пока нет
- The Comeback of CaterpillarДокумент15 страницThe Comeback of CaterpillarDarshini KunteОценок пока нет
- Marketing IndividualДокумент2 страницыMarketing Individualsinyi0Оценок пока нет
- HTTP Tejas-Iimb - Org Articles 32Документ4 страницыHTTP Tejas-Iimb - Org Articles 32Charu KrishnamurthyОценок пока нет
- April 2015Документ104 страницыApril 2015prasanta_bbsrОценок пока нет
- Frame6 UserNetworks p2-30Документ29 страницFrame6 UserNetworks p2-30jasonОценок пока нет
- Caterpillar, Inc.: (Preliminary Report)Документ10 страницCaterpillar, Inc.: (Preliminary Report)kesha712Оценок пока нет
- HyundaiДокумент19 страницHyundaiSudarsanan KОценок пока нет
- HyundaiДокумент23 страницыHyundaiSudarsanan KОценок пока нет
- Reciprocating Engines For Stationary Power Generation Technology Products Players and Business IssuesДокумент186 страницReciprocating Engines For Stationary Power Generation Technology Products Players and Business IssuesAnonymous zfmlsb2GjAОценок пока нет
- Processing January 2013.9009Документ53 страницыProcessing January 2013.9009Iulian BarascuОценок пока нет
- HyundaiДокумент17 страницHyundaiSudarsanan KОценок пока нет
- DTB Project - Formatted - A19Документ10 страницDTB Project - Formatted - A19somechnitjОценок пока нет
- 04 Managing Supply-Demand Risk in Global ProductionДокумент11 страниц04 Managing Supply-Demand Risk in Global ProductionAnonymous vGOtuxeОценок пока нет
- Epm 2013 01Документ108 страницEpm 2013 01jpsi6Оценок пока нет
- Strategic Management g9 SuzlonДокумент3 страницыStrategic Management g9 SuzlonJaya Neelanshi SethОценок пока нет
- International 2013 PDFДокумент80 страницInternational 2013 PDFJulio César Rodríguez RodríguezОценок пока нет
- Oil Companies Research PaperДокумент6 страницOil Companies Research Paperef71d9gw100% (1)
- Caterpillar CAT By: Haileab T. Mussies T. Teklezgi NДокумент54 страницыCaterpillar CAT By: Haileab T. Mussies T. Teklezgi NHaileabmarketingОценок пока нет
- HW3 Tesla PDFДокумент12 страницHW3 Tesla PDFSarp SeraçОценок пока нет
- Industry ProfileДокумент63 страницыIndustry Profilesaravana saravanaОценок пока нет
- Research Paper Oil DrillingДокумент8 страницResearch Paper Oil Drillinggw1g9a3s100% (1)
- Executive SummaryДокумент20 страницExecutive SummarySachin UmbarajeОценок пока нет
- The Engine IndustryДокумент7 страницThe Engine Industrydavid2404Оценок пока нет
- Application of Porter's Five Forces Model in Battery Manufacturing Industries of BangladeshДокумент6 страницApplication of Porter's Five Forces Model in Battery Manufacturing Industries of BangladeshPavel ColladoОценок пока нет
- Pratt & WhitneyДокумент6 страницPratt & WhitneyPokemon GoОценок пока нет
- S I: F C G C: Arindam Banerjee Muzaffar Jamal Dheeraj AwasthyДокумент31 страницаS I: F C G C: Arindam Banerjee Muzaffar Jamal Dheeraj AwasthyOsama AshrafОценок пока нет
- IJV MARLEY AutomotiveДокумент6 страницIJV MARLEY AutomotiveUmer HamidОценок пока нет
- Money FigureДокумент13 страницMoney FigureJabulani MekiОценок пока нет
- 12 PDFДокумент5 страниц12 PDFRenanОценок пока нет
- Review of Emissions Test Reports For Emissions Factors Development For Flares and Certain Refinery OperationsДокумент84 страницыReview of Emissions Test Reports For Emissions Factors Development For Flares and Certain Refinery OperationsRenanОценок пока нет
- Eg14e PDFДокумент512 страницEg14e PDFRenanОценок пока нет
- Thermoplastic Composite PipeДокумент11 страницThermoplastic Composite PipeRenanОценок пока нет
- Piping Material Specificactions PDFДокумент431 страницаPiping Material Specificactions PDFpradeepОценок пока нет
- Spec For Piping Design - Materials E1000713 - v1 PDFДокумент20 страницSpec For Piping Design - Materials E1000713 - v1 PDFIlham AmirulОценок пока нет
- OGP 434-7 Consequence ModellingДокумент40 страницOGP 434-7 Consequence ModellingJose QuinteroОценок пока нет
- Spec For Piping Design - Materials E1000713 - v1 PDFДокумент20 страницSpec For Piping Design - Materials E1000713 - v1 PDFIlham AmirulОценок пока нет
- Process Safety PresentationДокумент23 страницыProcess Safety PresentationRenanОценок пока нет
- Spec For Piping Design - Materials E1000713 - v1 PDFДокумент20 страницSpec For Piping Design - Materials E1000713 - v1 PDFIlham AmirulОценок пока нет
- Process Safety PresentationДокумент28 страницProcess Safety PresentationRenanОценок пока нет
- Use of Corrugated Metal Pipe For Tunnels-ContechДокумент8 страницUse of Corrugated Metal Pipe For Tunnels-ContechRenanОценок пока нет
- Process Safety PresentationДокумент28 страницProcess Safety PresentationRenanОценок пока нет
- TI v51 No2 Part2of2 PDFДокумент9 страницTI v51 No2 Part2of2 PDFRenanОценок пока нет
- Approved Proofs KRs ASME Ch25 p253-322 3-13-09Документ70 страницApproved Proofs KRs ASME Ch25 p253-322 3-13-09ahmedalish100% (1)
- FB Reserach PDFДокумент27 страницFB Reserach PDFRenanОценок пока нет
- Tabel Invertoare Conforme - 58Документ19 страницTabel Invertoare Conforme - 58ioana_poppyОценок пока нет
- Access To Energy Services: Case StudiesДокумент14 страницAccess To Energy Services: Case StudiesmaveryqОценок пока нет
- Solar Mobile ChargerДокумент16 страницSolar Mobile ChargerAbhishek KumarОценок пока нет
- Feasibility Analysis of Biogas Based PolДокумент90 страницFeasibility Analysis of Biogas Based PolMehedi Hassan KhanОценок пока нет
- England in 2030 Red Shift ReportДокумент31 страницаEngland in 2030 Red Shift ReportConor Pope100% (1)
- 2designing With Responsive Building Elements PDFДокумент122 страницы2designing With Responsive Building Elements PDFyoseОценок пока нет
- Energy Storage SystemДокумент39 страницEnergy Storage SystemtutywaodeОценок пока нет
- Toro - The Environmental Impacts of Renewable EnergyДокумент9 страницToro - The Environmental Impacts of Renewable Energyanmn123Оценок пока нет
- Reliability of Renewable Energy: GeothermalДокумент37 страницReliability of Renewable Energy: GeothermalShaik YasinОценок пока нет
- Research Paper On Geothermal Energy PDFДокумент8 страницResearch Paper On Geothermal Energy PDFafmcofxyb100% (1)
- Photovoltaic Standards - PV SystemsДокумент2 страницыPhotovoltaic Standards - PV SystemsSolar - Marketing/CELОценок пока нет
- Advocacy EssayДокумент8 страницAdvocacy EssaySamantha SinghaОценок пока нет
- Presentation by Dr. Dinesh Arora For - IAS - ProbationersДокумент102 страницыPresentation by Dr. Dinesh Arora For - IAS - ProbationersRakesh MathewОценок пока нет
- Gujarat Technological UniversityДокумент1 страницаGujarat Technological UniversityArpit vaishnavОценок пока нет
- New Canton Hydroelectric ProjectДокумент25 страницNew Canton Hydroelectric ProjectCantonCompassОценок пока нет
- What Are Energy VectorsДокумент2 страницыWhat Are Energy Vectorsabhijith pogiriОценок пока нет
- EVO Renewables Application GuideДокумент36 страницEVO Renewables Application GuideRoudy J. MhawasОценок пока нет
- Renewable Energy ResourcesДокумент51 страницаRenewable Energy ResourcesVeerabhadrayya C KОценок пока нет
- Business Insights Emerging Markets 2021Документ91 страницаBusiness Insights Emerging Markets 2021SowmiyaОценок пока нет
- MENA TeslaДокумент41 страницаMENA TeslaNusrat JahanОценок пока нет
- Marketing Plan For Achievers Wind Power Farm: Group MembersДокумент21 страницаMarketing Plan For Achievers Wind Power Farm: Group MembersMajid MahmoodОценок пока нет
- Final Year Project ReportДокумент76 страницFinal Year Project ReportMansen Nsubuga100% (2)
- 2022 Annual: Trafigura Group Pte. LTDДокумент124 страницы2022 Annual: Trafigura Group Pte. LTDKaran PatniОценок пока нет
- Biomass PhotosynthesisДокумент14 страницBiomass PhotosynthesisAnonymous UKuUBsiОценок пока нет
- Deviz 12 KW Cu Invertor de 15 KWДокумент2 страницыDeviz 12 KW Cu Invertor de 15 KWcontscribdОценок пока нет