Вам также может понравиться
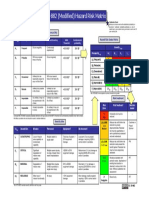
- Mil STD 882 Modified Hazard Risk MatrixДокумент1 страницаMil STD 882 Modified Hazard Risk MatrixAntonio Lopes0% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Thermoplastic Composite PipeДокумент11 страницThermoplastic Composite PipeRenanОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Review of Emissions Test Reports For Emissions Factors Development For Flares and Certain Refinery OperationsДокумент84 страницыReview of Emissions Test Reports For Emissions Factors Development For Flares and Certain Refinery OperationsRenanОценок пока нет
- Chiller Modelos - YK PDFДокумент72 страницыChiller Modelos - YK PDFRenanОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Process Safety PresentationДокумент23 страницыProcess Safety PresentationRenanОценок пока нет
- Eg14e PDFДокумент512 страницEg14e PDFRenanОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- CruДокумент33 страницыCruRenanОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Process Safety PresentationДокумент28 страницProcess Safety PresentationRenanОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Piping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pДокумент67 страницPiping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pAna Margarita100% (8)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Piping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pДокумент67 страницPiping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pAna Margarita100% (8)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- TI v51 No2 Part1of2 PDFДокумент16 страницTI v51 No2 Part1of2 PDFRenanОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Pressure Relief, Flares, Flame Arrestors PDFДокумент15 страницPressure Relief, Flares, Flame Arrestors PDFRenanОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Chemical Plant Interview Book by Industrial GuideДокумент14 страницChemical Plant Interview Book by Industrial GuideTom Jose KooduthottiyilОценок пока нет
- Determining Wicking of Fibrous Glass Fiber Blanket Insulation (Aircraft Type)Документ3 страницыDetermining Wicking of Fibrous Glass Fiber Blanket Insulation (Aircraft Type)Ahmed AlzubaidiОценок пока нет
- The Van de Graaff GeneratorДокумент3 страницыThe Van de Graaff Generatorเจียนคาร์โล การ์เซียОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Colposcope Model 955 Led: Owner'S ManualДокумент16 страницColposcope Model 955 Led: Owner'S ManualmihaelaputinaОценок пока нет
- Syllabus UE15ME352 Mechanical Vibrations 2017-18Документ2 страницыSyllabus UE15ME352 Mechanical Vibrations 2017-18NABIL HUSSAINОценок пока нет
- Flare Study ReportДокумент9 страницFlare Study ReportAbderrahmane AbderrahmaniОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- WIRA Fineness MeterДокумент3 страницыWIRA Fineness MeterFakrul Hasan Khan100% (5)
- Training Material DistillationДокумент10 страницTraining Material DistillationjokishОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Assignment 1Документ4 страницыAssignment 1p KumarОценок пока нет
- Maruti Suzuki Placement Papers-1Документ3 страницыMaruti Suzuki Placement Papers-1Rabindra2416Оценок пока нет
- Materi MatrikulasiДокумент72 страницыMateri MatrikulasiAyziffyОценок пока нет
- Selection and Design of An Axial Flow FanДокумент4 страницыSelection and Design of An Axial Flow Fanfateton42Оценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Compressor WashingДокумент10 страницCompressor Washingsamil68100% (1)
- Rigid PavementДокумент17 страницRigid Pavementsunilgera50% (2)
- New Frontiers For The Pipeline Integrity ManagementДокумент16 страницNew Frontiers For The Pipeline Integrity ManagementMubeenОценок пока нет
- The Biography of Albert EinsteinДокумент5 страницThe Biography of Albert Einsteincanolea4Оценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Recommended For You: Modeling Elastomeric BearingsДокумент3 страницыRecommended For You: Modeling Elastomeric Bearingsnepoznati1111Оценок пока нет
- Chapter 11 - HUMAN EYE and COLOURFUL WORLD-1Документ23 страницыChapter 11 - HUMAN EYE and COLOURFUL WORLD-1Sriramulu JaichandarОценок пока нет
- Sorsogon National High School: Self-Directed Learning Activity Sheet in General Chemistry 1 (Las 7)Документ4 страницыSorsogon National High School: Self-Directed Learning Activity Sheet in General Chemistry 1 (Las 7)Jorgia lianne UrbanoОценок пока нет
- Proposal: Analysis of A Double Wishbone Suspension SystemДокумент11 страницProposal: Analysis of A Double Wishbone Suspension SystemSebastianTamayoОценок пока нет
- Instrumentation For Mechanics of BreathingДокумент59 страницInstrumentation For Mechanics of BreathingAnonymous hMC57ukОценок пока нет
- Colloidal Materials: Part IVДокумент21 страницаColloidal Materials: Part IVUday Prakash SahuОценок пока нет
- Syllabus: M. Tech. Energy Management (Regular)Документ28 страницSyllabus: M. Tech. Energy Management (Regular)Digvijay SinghОценок пока нет
- CV - Tony BroccoliДокумент25 страницCV - Tony BroccolitbroccoliОценок пока нет
- Gujarat Technological UniversityДокумент2 страницыGujarat Technological UniversityYOGESH CHAUHANОценок пока нет
- X-Ray DiffractionДокумент26 страницX-Ray DiffractionZain Ali KidwaiОценок пока нет
- Material Selection & Design PDFДокумент9 страницMaterial Selection & Design PDFKamlesh DalavadiОценок пока нет
- Daiseikai Owners ManualДокумент31 страницаDaiseikai Owners ManualhunabhiОценок пока нет
- Thesis Statement On Hurricanes and TornadoesДокумент8 страницThesis Statement On Hurricanes and TornadoesBuyCustomEssaysOnlineOmaha100% (1)
- Grade 7 Science Chapter 8 NotesДокумент80 страницGrade 7 Science Chapter 8 Notesapi-23858960280% (5)