Вам также может понравиться
- Gosa Adrian Vasile TCM 141Документ6 страницGosa Adrian Vasile TCM 141Purdea BogdanОценок пока нет
- Small Block Chevrolet: Stock and High-Performance RebuildsОт EverandSmall Block Chevrolet: Stock and High-Performance RebuildsРейтинг: 4 из 5 звезд4/5 (6)
- Amada Turret PunchДокумент9 страницAmada Turret PunchPriyansh Tiwari100% (1)
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallОт EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallРейтинг: 4 из 5 звезд4/5 (8)
- Japan South Asia Korea Taiwan China Europe-Germany Citizen Machinery Europe GMBH Europe-Uk AmericaДокумент8 страницJapan South Asia Korea Taiwan China Europe-Germany Citizen Machinery Europe GMBH Europe-Uk AmericaRaghav ZyoОценок пока нет
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Okuma Industries Oil EnergyДокумент17 страницOkuma Industries Oil EnergySIMON S. FLORES G.Оценок пока нет
- Eng - DNM Ii - 1401 - Su - E20Документ20 страницEng - DNM Ii - 1401 - Su - E20Nikolat840% (1)
- AE NT Series BrochureДокумент6 страницAE NT Series Brochureramkisnak100% (1)
- System 3R EMD Electrode Holder T-2389-E - EdmДокумент108 страницSystem 3R EMD Electrode Holder T-2389-E - EdmNamtien UsОценок пока нет
- High Speed High Performance Drilling & Tapping CenterДокумент8 страницHigh Speed High Performance Drilling & Tapping CenterAlexandra PanaiteОценок пока нет
- Eurotech Quattroflex 420-710-810 SeriesДокумент4 страницыEurotech Quattroflex 420-710-810 SeriesCNC SYSTEMS50% (2)
- 10051Документ16 страниц10051Matthew GutierrezОценок пока нет
- Hanil Catalogue (2012)Документ100 страницHanil Catalogue (2012)Soma GhoshОценок пока нет
- Bridgeport Series Milling Machine - BrochureДокумент2 страницыBridgeport Series Milling Machine - Brochurehbpr9999100% (1)
- 118 - Puma 240Документ24 страницы118 - Puma 240TombongОценок пока нет
- Climax FF6000 Portable Flange FacerДокумент8 страницClimax FF6000 Portable Flange Facerjromero_rpgОценок пока нет
- Eng - HP 4000ii-5100ii - 140829 - Su - E20Документ20 страницEng - HP 4000ii-5100ii - 140829 - Su - E20Călin FlorianОценок пока нет
- A Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotДокумент11 страницA Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotAkshay GuptaОценок пока нет
- Key Words: Cutting Mechanism EtcДокумент5 страницKey Words: Cutting Mechanism EtcHarshal PatilОценок пока нет
- YCM XV SeriesДокумент12 страницYCM XV SeriesCNC SYSTEMSОценок пока нет
- LU35 - 45 E (9a) 100 (Mar2012) - A3Документ11 страницLU35 - 45 E (9a) 100 (Mar2012) - A3Alexandru RaduОценок пока нет
- Eurotech BV SeriesДокумент8 страницEurotech BV SeriesCNC SYSTEMSОценок пока нет
- F VM Series (Eng) Ver2Документ32 страницыF VM Series (Eng) Ver2filiposkivОценок пока нет
- MECH HIGH SPEED MACHINING HSM Report PDFДокумент16 страницMECH HIGH SPEED MACHINING HSM Report PDFGRACY75% (4)
- 111 1400 Simon Black Jaguar Land RoverДокумент29 страниц111 1400 Simon Black Jaguar Land RoverseehariОценок пока нет
- Metal Forming TechnologyДокумент42 страницыMetal Forming TechnologydedybarokahОценок пока нет
- BalzerДокумент12 страницBalzermabdulraheelОценок пока нет
- Gls 150 SeriesДокумент20 страницGls 150 SeriesHâlid ŞenОценок пока нет
- Pneumatichighspeedhacksawmachine1 130729144240 Phpapp02Документ5 страницPneumatichighspeedhacksawmachine1 130729144240 Phpapp02Omi TareОценок пока нет
- Dip Brazing: Parts To Be Dip Brazed AreДокумент10 страницDip Brazing: Parts To Be Dip Brazed AreRavin SinghОценок пока нет
- Me440 - hw2Документ6 страницMe440 - hw2Enis DönmezОценок пока нет
- Condensadora TTB TraneДокумент24 страницыCondensadora TTB TraneRoberto Reyes Lara100% (1)
- Okuma Simul Turn 400Документ11 страницOkuma Simul Turn 400paulkupasОценок пока нет
- Productivity and Cost Analysis Process ReportДокумент13 страницProductivity and Cost Analysis Process ReportflabianoОценок пока нет
- Kemet Tooling EquipmentДокумент13 страницKemet Tooling EquipmentdurgaganeshОценок пока нет
- TP TP: Turret Punch Turret PunchДокумент20 страницTP TP: Turret Punch Turret PunchMaly AliОценок пока нет
- SBT DurmaДокумент7 страницSBT DurmaMorosanu Andreea-DianaОценок пока нет
- Bridgeport Series I - BrochureДокумент2 страницыBridgeport Series I - BrochureVVОценок пока нет
- Gear Hobbing Dry Vs Wet Hobbing Manufacturing ProcessДокумент1 страницаGear Hobbing Dry Vs Wet Hobbing Manufacturing ProcessDhruv SutharОценок пока нет
- Fine Blanking and Forming in One Pass: 25 MM For Parts From 150 To 200 Sq. MM Unlike Conventional Stamping, Fine BlankingДокумент11 страницFine Blanking and Forming in One Pass: 25 MM For Parts From 150 To 200 Sq. MM Unlike Conventional Stamping, Fine BlankingNikhil PrasannaОценок пока нет
- Twin Spindle: Vertical Machining CentersДокумент6 страницTwin Spindle: Vertical Machining CentersAbhishek VelagaОценок пока нет
- Module of Adour 871Документ7 страницModule of Adour 871MURUGAN. AОценок пока нет
- M 2548 M 2558 BrochureДокумент4 страницыM 2548 M 2558 BrochureRavinder KadianОценок пока нет
- Hmaxseries DRDSFSDДокумент6 страницHmaxseries DRDSFSDMarius UrzicăОценок пока нет
- OMEGA LabДокумент2 страницыOMEGA Labskimmer05Оценок пока нет
- Titanium Impeller Welding MKTG RevBДокумент6 страницTitanium Impeller Welding MKTG RevBKatie RamirezОценок пока нет
- Worm Gear Sets enДокумент30 страницWorm Gear Sets enDimas Dwi HОценок пока нет
- First MCV 300 Katalogu 318Документ6 страницFirst MCV 300 Katalogu 318Stoian ValentinОценок пока нет
- ME-352 CEP Taha Mahmood - 2017472Документ24 страницыME-352 CEP Taha Mahmood - 2017472Muneer AhmedОценок пока нет
- UC-481 2040, European MarketДокумент4 страницыUC-481 2040, European MarketAchmatAfipudinОценок пока нет
- Industrial Tools and Solutions PDFДокумент113 страницIndustrial Tools and Solutions PDFandresboy123100% (1)
- EverestДокумент2 страницыEverestFlorescu FlorinОценок пока нет
- Design and Manufacturing of Lathe Tool Post Grinding AttachmentДокумент3 страницыDesign and Manufacturing of Lathe Tool Post Grinding AttachmentAnonymous kw8Yrp0R5rОценок пока нет
- CATALOG SCULE PNEUMATICE RODCRAFT - WWW - SculegeroДокумент108 страницCATALOG SCULE PNEUMATICE RODCRAFT - WWW - SculegeroSculegeroОценок пока нет
- Name: Rafia Umar Roll Number: Iem-18-19 Max Marks: 41 Submission Date: 4-5-20Документ11 страницName: Rafia Umar Roll Number: Iem-18-19 Max Marks: 41 Submission Date: 4-5-20RafiaОценок пока нет
- Supplement To Turning Tools and Rotating Tools CataloguesДокумент243 страницыSupplement To Turning Tools and Rotating Tools Cataloguessaotinhyeu307783Оценок пока нет
- Hyperformance Plasma Hpr130Документ4 страницыHyperformance Plasma Hpr130jnmendes1Оценок пока нет
- DAEMO FULL LINEUP Catalogue 2012 PDFДокумент12 страницDAEMO FULL LINEUP Catalogue 2012 PDFnaya 2014Оценок пока нет
- Corner Fastener Stf-A56Ah, AcДокумент1 страницаCorner Fastener Stf-A56Ah, AcJuan CarvajalОценок пока нет
- 16-10-20 Bolt Hole Pattern Data - RuskinДокумент1 страница16-10-20 Bolt Hole Pattern Data - RuskinJuan CarvajalОценок пока нет
- Stainless Steel, 300 Series Material: 161 3,10Документ1 страницаStainless Steel, 300 Series Material: 161 3,10Juan CarvajalОценок пока нет
- Bridgestone OTRДокумент89 страницBridgestone OTRJuan CarvajalОценок пока нет
- 17-03-10 Inductive Conductivity Transmitter CIT-8920Документ30 страниц17-03-10 Inductive Conductivity Transmitter CIT-8920Juan CarvajalОценок пока нет
- Titanium Specifications BookДокумент45 страницTitanium Specifications BookJuan CarvajalОценок пока нет
- Eaton Tubular Backwashing AFC AFR & F-Series FiltersДокумент14 страницEaton Tubular Backwashing AFC AFR & F-Series FiltersJuan CarvajalОценок пока нет
- Catalog316 PDFДокумент148 страницCatalog316 PDFJuan CarvajalОценок пока нет
- Formulas and Friction Calculations PDFДокумент2 страницыFormulas and Friction Calculations PDFJuan CarvajalОценок пока нет
- Shell Momentum BalancesДокумент48 страницShell Momentum BalancesJuan CarvajalОценок пока нет
- Quick Opening ClosuresДокумент4 страницыQuick Opening ClosuresJuan CarvajalОценок пока нет
- CQB Magnetic PumpsДокумент5 страницCQB Magnetic PumpsJuan CarvajalОценок пока нет
- Data Sheet m500dДокумент2 страницыData Sheet m500dJuan CarvajalОценок пока нет
- ENG Users Mar16Документ15 страницENG Users Mar16Juan CarvajalОценок пока нет
- Recovering Copper From Mine WatersДокумент2 страницыRecovering Copper From Mine WatersJuan CarvajalОценок пока нет
- Dialysis and ElectrodialysisДокумент32 страницыDialysis and ElectrodialysisJuan CarvajalОценок пока нет
- 2014 Terms and ConditionsДокумент2 страницы2014 Terms and ConditionsJuan CarvajalОценок пока нет
- Q4 TLE AFA Horticulture 9 Week3Документ4 страницыQ4 TLE AFA Horticulture 9 Week3Dash Bello100% (1)
- Program in Less Than 24 MonthsДокумент2 страницыProgram in Less Than 24 MonthsHermi BurquesОценок пока нет
- Solutions Through Dowsing PDFДокумент106 страницSolutions Through Dowsing PDFkumar100% (6)
- Project Risk ManagementДокумент104 страницыProject Risk Managementtsrinivasan5083Оценок пока нет
- Structure 1Документ5 страницStructure 1Thunder AnimeОценок пока нет
- Abrasive Jet Machining Unit 2Документ7 страницAbrasive Jet Machining Unit 2anithayesurajОценок пока нет
- PDFДокумент764 страницыPDFDe JavuОценок пока нет
- Pakistan Academy School Al-Ahmadi Kuwait Monthly Test Schedule Class: AS-LEVELДокумент9 страницPakistan Academy School Al-Ahmadi Kuwait Monthly Test Schedule Class: AS-LEVELapi-126472277Оценок пока нет
- Adc 0808Документ14 страницAdc 0808Vikas PatelОценок пока нет
- Engagement : Rebecca StobaughДокумент188 страницEngagement : Rebecca StobaughAli AhmadОценок пока нет
- Final Year Project ProposalДокумент6 страницFinal Year Project ProposalHarisSafiОценок пока нет
- Distributed Caching Algorithms For Content Distribution NetworksДокумент22 страницыDistributed Caching Algorithms For Content Distribution NetworksgodgivenhomesОценок пока нет
- Experiencing Meanings in Spark S The Prime of Miss Jean BrodieДокумент18 страницExperiencing Meanings in Spark S The Prime of Miss Jean BrodieMaria AgusОценок пока нет
- Dynasylan BSM 40%Документ3 страницыDynasylan BSM 40%Francois-Оценок пока нет
- Lab 10 InterferenceДокумент5 страницLab 10 InterferenceSarin TumtongОценок пока нет
- KTU BTech EEE 2016scheme S3S4KTUSyllabusДокумент41 страницаKTU BTech EEE 2016scheme S3S4KTUSyllabusleksremeshОценок пока нет
- Family Health Nursing ProcessДокумент106 страницFamily Health Nursing ProcessBhie BhieОценок пока нет
- MBA MCA Fee 2012Документ53 страницыMBA MCA Fee 2012Sudhir KumarОценок пока нет
- Finding The Right Materials ESPДокумент8 страницFinding The Right Materials ESPEdison Dela Cruz Jr.100% (1)
- Sixth Sense TechnologyДокумент36 страницSixth Sense TechnologyMahtab AОценок пока нет
- EN-32m Manual For The HG32M - PDFДокумент69 страницEN-32m Manual For The HG32M - PDFJuan José Matos Ch100% (1)
- Guided Tuning ManualДокумент3 страницыGuided Tuning Manualspectrum777Оценок пока нет
- PERDEV Week3Документ26 страницPERDEV Week3Coulline DamoОценок пока нет
- SSP 272 d1Документ64 страницыSSP 272 d1attilakissОценок пока нет
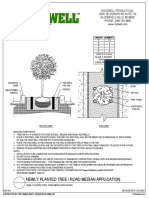
- Newly Planted Tree / Road Median ApplicationДокумент1 страницаNewly Planted Tree / Road Median ApplicationmooolkaОценок пока нет
- Psycopathy Case StudyДокумент8 страницPsycopathy Case StudyNayab NoorОценок пока нет
- Books Vs EbooksДокумент9 страницBooks Vs EbooksThe United IndianОценок пока нет
- 01 - Basic Radio TheoryДокумент34 страницы01 - Basic Radio TheoryClaudio SantoroОценок пока нет
- SQL Webinar FinalДокумент21 страницаSQL Webinar FinalYaswanth ReddyОценок пока нет
- Exam2SampleProblems SP17 - 1507832832437Документ5 страницExam2SampleProblems SP17 - 1507832832437rohitrgt4uОценок пока нет