Вам также может понравиться
- IBAM - Santos-SP - Engenheiro Civil Prova 2016Документ12 страницIBAM - Santos-SP - Engenheiro Civil Prova 2016Ricardo Thiessen63% (8)
- Manual Tecnico Do Orcamentista CD RoomДокумент311 страницManual Tecnico Do Orcamentista CD RoomFelipe Moura de Sousa100% (1)
- Vaso Modelo 11 Bar R00-Plano de SoldagemДокумент1 страницаVaso Modelo 11 Bar R00-Plano de Soldagemrodrigoq1100% (1)
- Planilha - Cálculo ESABДокумент5 страницPlanilha - Cálculo ESABTecmecânicoОценок пока нет
- Cálculo-Solda V Consumo de Eletrodo Revestido 7018-4mmДокумент6 страницCálculo-Solda V Consumo de Eletrodo Revestido 7018-4mmAlon Carlos100% (1)
- Aumento Produtividade Pipe-ShopДокумент131 страницаAumento Produtividade Pipe-ShopWellington De Oliveira DuarteОценок пока нет
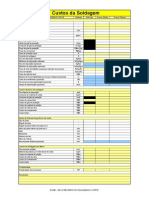
- Planilha de Custos - SoldagemДокумент84 страницыPlanilha de Custos - SoldagemBruna Nayara50% (2)
- PO-077.0171.036 - Recebimento, Armazenamento e Controle de Consumíveis de Soldagem (vs.03) .Doc Sem LogoДокумент12 страницPO-077.0171.036 - Recebimento, Armazenamento e Controle de Consumíveis de Soldagem (vs.03) .Doc Sem LogoDaniel Montenegro de Lacerda100% (1)
- Planilha Consumo ConsumiveisДокумент5 страницPlanilha Consumo ConsumiveisMauro CostaОценок пока нет
- Cálculos de Custos UsinagemДокумент5 страницCálculos de Custos UsinagemAdilson Felizardo100% (1)
- 1.05.0 Relatório DimensionalДокумент1 страница1.05.0 Relatório DimensionalSidnei Rodrigues100% (1)
- Planilha para CaldeiradosДокумент1 страницаPlanilha para CaldeiradosMarcos E Juliana PintorОценок пока нет
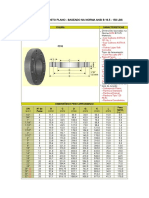
- Tabela de FlangesДокумент2 страницыTabela de Flangesrodrigo fernandes neves100% (3)
- HH Formula Calculo AndaimeДокумент1 страницаHH Formula Calculo AndaimeAlexandre FreitasОценок пока нет
- 07 - Indice Técnico de TubulaçãoДокумент27 страниц07 - Indice Técnico de Tubulaçãomarcelosdesouza100% (4)
- MI 6-Montagem MecanicaДокумент14 страницMI 6-Montagem Mecanicaelson100% (1)
- CP-S-501 Estruturas Metalicas Rev 4Документ22 страницыCP-S-501 Estruturas Metalicas Rev 4André Luiz Nogueira100% (2)
- 12 - Indice Técnico de PinturaДокумент13 страниц12 - Indice Técnico de PinturamarcelosdesouzaОценок пока нет
- Valvula Borboleta WaferДокумент1 страницаValvula Borboleta Waferangelmec23100% (2)
- Manual de Peças Lander 2007Документ76 страницManual de Peças Lander 2007Alexsandro AlmeidaОценок пока нет
- Catlogo de Tubos Estruturais VMBДокумент12 страницCatlogo de Tubos Estruturais VMBvaylerОценок пока нет
- O Aço SAE 1020Документ2 страницыO Aço SAE 1020ffsjr100% (1)
- Usinagem - Aula 2.3 PDFДокумент79 страницUsinagem - Aula 2.3 PDFEngenharia Industrial100% (1)
- Eletricidade de Automoveis IДокумент70 страницEletricidade de Automoveis IsunaramelloОценок пока нет
- Planilha - Custos Da Soldagem (Comparativo) ESABДокумент8 страницPlanilha - Custos Da Soldagem (Comparativo) ESABTecmecânicoОценок пока нет
- N-0076 - Materiais de TubulaçãoДокумент145 страницN-0076 - Materiais de TubulaçãoMoisés MonteiroОценок пока нет
- Planilha de Consumiveis de SoldaДокумент6 страницPlanilha de Consumiveis de SoldaAiltaoSoares100% (1)
- Cálculo Diâmetro de TubulaçãoДокумент1 страницаCálculo Diâmetro de TubulaçãoIgor AraújoОценок пока нет
- Custo MáquinaДокумент12 страницCusto MáquinaluizhenriquepereiraОценок пока нет
- Custeio de UsinagemДокумент8 страницCusteio de Usinagemkefurlani100% (2)
- Calculo de Peso de ChapasДокумент1 страницаCalculo de Peso de ChapasFelipe CrespoОценок пока нет
- Cálculo de SoldagemДокумент8 страницCálculo de SoldagemFilipe Fuchs33% (3)
- Índice - Montagem Eletromecânica - Conexões/pç - ACДокумент2 страницыÍndice - Montagem Eletromecânica - Conexões/pç - ACinfo.engenhariaОценок пока нет
- Engenharia Civil - Planilha de Etapas e OrçamentosДокумент18 страницEngenharia Civil - Planilha de Etapas e OrçamentosPedro HenriqueОценок пока нет
- Calculo DobraДокумент2 страницыCalculo DobraAlirioadoga Oliveira100% (2)
- Curva 45 Graus Norma ANSI B16.9 PDFДокумент1 страницаCurva 45 Graus Norma ANSI B16.9 PDFadrbimОценок пока нет
- Val Aço Produtos Flanges Liso - DIN DIN 2576 - PN 10Документ1 страницаVal Aço Produtos Flanges Liso - DIN DIN 2576 - PN 10rererererererererereОценок пока нет
- Indices InstrumentaçãoДокумент3 страницыIndices InstrumentaçãoAlberto NogueiraОценок пока нет
- ANSI B16.5 FlangesДокумент1 страницаANSI B16.5 Flangeschoumina100% (1)
- Orçamento de Obras em Estrutura MetálicaДокумент1 423 страницыOrçamento de Obras em Estrutura MetálicaJúnior FerreiraОценок пока нет
- Resumo Da P1Документ10 страницResumo Da P1José Alves Pinheiro JúniorОценок пока нет
- Recursos para Montagem EletromecânicaДокумент39 страницRecursos para Montagem EletromecânicaKaíke Alex100% (1)
- EG-S-401 Fabricacao Estrutura Metalica Rev 2Документ11 страницEG-S-401 Fabricacao Estrutura Metalica Rev 2RodrigoОценок пока нет
- Planilha Cálculo Espessura Raquetes para Teste HidrostáticoДокумент9 страницPlanilha Cálculo Espessura Raquetes para Teste HidrostáticoWilson EspinhaОценок пока нет
- 6 Codificação TubosДокумент66 страниц6 Codificação TubosDouglas Andrini EdmundoОценок пока нет
- Pré Fabricação e Montagem de TubulaçãoДокумент36 страницPré Fabricação e Montagem de TubulaçãoagustpassosОценок пока нет
- Modelo Recalque TanquesДокумент1 страницаModelo Recalque TanquesAndersonОценок пока нет
- Índice - Montagem Eletromecânica - Tubulação/tonДокумент1 страницаÍndice - Montagem Eletromecânica - Tubulação/toninfo.engenhariaОценок пока нет
- Tabela Comparativa Dos FlangesДокумент4 страницыTabela Comparativa Dos Flangeswebvix100% (1)
- Catalogo de ParaboltДокумент1 страницаCatalogo de ParaboltFilipe FeioОценок пока нет
- Dimensões de Flanges ANSI B16.5 RF PortuguêsДокумент3 страницыDimensões de Flanges ANSI B16.5 RF Portuguêsvilanovense2Оценок пока нет
- 01.histograma Graal Rev 1Документ4 страницы01.histograma Graal Rev 1ValdeirdeMeloОценок пока нет
- Apostila de Marcio PDFДокумент40 страницApostila de Marcio PDFCarlos Lucas100% (2)
- Guia Eletromecanica PDFДокумент13 страницGuia Eletromecanica PDFDaiane100% (1)
- Perfil Estrutural Tabela de BitolasДокумент3 страницыPerfil Estrutural Tabela de Bitolascristianoea30930% (1)
- Custos Da SoldagemДокумент14 страницCustos Da SoldagemAlissonОценок пока нет
- Custo Da SoldagemДокумент8 страницCusto Da SoldagemJoao Manoel MalaquiasОценок пока нет
- Custos Da Soldagem Comparativo ESABДокумент8 страницCustos Da Soldagem Comparativo ESABClaudio de PaulaОценок пока нет
- Manual Yamaha XTZ Lander 2007Документ74 страницыManual Yamaha XTZ Lander 2007Daniel FerreiraОценок пока нет
- Factorybr125ed 2006Документ65 страницFactorybr125ed 2006Roberto RebouçasОценок пока нет
- WEG Bornes Linha BTW 50022910 Catalogo Portugues BRДокумент36 страницWEG Bornes Linha BTW 50022910 Catalogo Portugues BRMarcondes BorbaОценок пока нет
- Manual Service DVDДокумент47 страницManual Service DVDPerionda NoronhaОценок пока нет
- Neo at 115 2007Документ60 страницNeo at 115 2007Luiz MaywitzОценок пока нет
- CatalogoKestra PDFДокумент21 страницаCatalogoKestra PDFAbinadab Dos Santos AraújoОценок пока нет
- Selo MecanicoДокумент6 страницSelo MecanicoflaviodellatorreОценок пока нет
- Manual RolamentosДокумент11 страницManual RolamentosrestinhoОценок пока нет
- Manual Tecnico Caixa D' Água Fortlev PDFДокумент8 страницManual Tecnico Caixa D' Água Fortlev PDFRinaldo OliveiraОценок пока нет
- Orientação para Estacionamento - HoneywellДокумент8 страницOrientação para Estacionamento - HoneywellCarlos Luís JúniorОценок пока нет
- Instruções Medidor de CO - CELДокумент9 страницInstruções Medidor de CO - CELrestinhoОценок пока нет
- Especificacoes Tecnicas VRG 2200reduzidoДокумент1 страницаEspecificacoes Tecnicas VRG 2200reduzidorestinhoОценок пока нет
- MFAB Deformação em Soldagem PDFДокумент26 страницMFAB Deformação em Soldagem PDFrestinhoОценок пока нет
- Gerenciamento de Pneus em Frota de Caminhões de CargaДокумент7 страницGerenciamento de Pneus em Frota de Caminhões de CargaAureliano DuarteОценок пока нет
- Procedimento Petrobras EstanqeuidadeДокумент18 страницProcedimento Petrobras Estanqeuidadeadolfoeiras6714Оценок пока нет
- 5478 19830 1 PB PDFДокумент14 страниц5478 19830 1 PB PDFrestinhoОценок пока нет
- Apostila Completa de Avaliação de BensДокумент88 страницApostila Completa de Avaliação de BensEmerson Faria GomesОценок пока нет
- Manual de Estrutura MetálicaДокумент252 страницыManual de Estrutura MetálicaAlexandre Hugen100% (1)
- Peso Tela AlambradoДокумент2 страницыPeso Tela AlambradorestinhoОценок пока нет
- Catálogo - Rodízios, Roldanas, Fechos, Puxadores, Gonzos, Etc PDFДокумент76 страницCatálogo - Rodízios, Roldanas, Fechos, Puxadores, Gonzos, Etc PDFmaubochОценок пока нет
- Seleccionar 1 Esquema de Pintura Iso - 12944 PDFДокумент21 страницаSeleccionar 1 Esquema de Pintura Iso - 12944 PDFhjduarteОценок пока нет
- Revestimento AnticorrosivoДокумент18 страницRevestimento AnticorrosivoDavid RodriguesОценок пока нет
- Dimensionamento de Mc3a3o Francesa PDFДокумент20 страницDimensionamento de Mc3a3o Francesa PDFromuloacОценок пока нет
- TECIAM - Telas OnduladasДокумент2 страницыTECIAM - Telas Onduladaslarofa79Оценок пока нет
- Catálogo - Rodízios, Roldanas, Fechos, Puxadores, Gonzos, Etc PDFДокумент76 страницCatálogo - Rodízios, Roldanas, Fechos, Puxadores, Gonzos, Etc PDFmaubochОценок пока нет
- Curvas Inox PDFДокумент72 страницыCurvas Inox PDFLUISFELIPE2009LОценок пока нет
- Pintura IndustrialДокумент10 страницPintura IndustrialrestinhoОценок пока нет
- Pintura GeralДокумент65 страницPintura GeralprsandrorosaОценок пока нет
- Pintura GeralДокумент65 страницPintura GeralprsandrorosaОценок пока нет
- Barra RoscadaДокумент2 страницыBarra RoscadaHugo F. Silva100% (1)
- EixoДокумент13 страницEixoJoào AlvesОценок пока нет
- Dissertacao Alexandre Pazian PDFДокумент118 страницDissertacao Alexandre Pazian PDFrestinhoОценок пока нет
- Apostila Informacoes Sobre Flanges Tecem PDFДокумент51 страницаApostila Informacoes Sobre Flanges Tecem PDFElieuton Mayer100% (1)
- Acos FerramentaДокумент25 страницAcos FerramentaFelipe Castilho de SouzaОценок пока нет
- Portaria1141 Ministério Da AeronáuticaДокумент65 страницPortaria1141 Ministério Da AeronáuticaerstendrainОценок пока нет
- André Vieira - Como Testar Meus HormniosДокумент32 страницыAndré Vieira - Como Testar Meus HormniosJoão SantanaОценок пока нет
- Relatorio - Síntese Do Ácido Acetilsalicílico (Aas) - Passei DiretoДокумент10 страницRelatorio - Síntese Do Ácido Acetilsalicílico (Aas) - Passei DiretoJOANA SCAPINIОценок пока нет
- 3ºtrabalho G6 AvaliaçãoДокумент12 страниц3ºtrabalho G6 AvaliaçãoManuel Pedro InácioОценок пока нет
- Cálculos - Químicos Massa - MolecularДокумент14 страницCálculos - Químicos Massa - MolecularPaulo GouveiaОценок пока нет
- WEG Manual de Instalacao Operacao Manutencao Disjuntor A Vacuo VBW Manual Portugues BRДокумент128 страницWEG Manual de Instalacao Operacao Manutencao Disjuntor A Vacuo VBW Manual Portugues BRJosé Adalberto JuniorОценок пока нет
- Aula 3 - Reatores Não IdeaisДокумент98 страницAula 3 - Reatores Não IdeaisLeticia Vitola PasettoОценок пока нет
- Installation & Service Manual For Use With Remote Single Condensing Unit (RLE) - SPANISHДокумент55 страницInstallation & Service Manual For Use With Remote Single Condensing Unit (RLE) - SPANISHleonel uribeОценок пока нет
- Aula 07 - Metabolismo Do RNA (Transcrição)Документ38 страницAula 07 - Metabolismo Do RNA (Transcrição)Samuel Castelo BrancoОценок пока нет
- Anisotropia Dos AçosДокумент2 страницыAnisotropia Dos AçosArteplena HomeDesignОценок пока нет
- Apresentação 02 FernandoДокумент54 страницыApresentação 02 Fernandomarcos_e_miОценок пока нет
- Reparo, Recuperação Ou Reforço em Lajes - RabeloДокумент68 страницReparo, Recuperação Ou Reforço em Lajes - RabeloTatiane Rabelo100% (1)
- Fluence - Laser Led PDFДокумент103 страницыFluence - Laser Led PDFLaura KmilaОценок пока нет
- Fispq BR PT Lubrax Hydra 68Документ9 страницFispq BR PT Lubrax Hydra 68JoaoОценок пока нет
- Exercício 2.1 - Química QB70DДокумент2 страницыExercício 2.1 - Química QB70Dgame of hard “GAME OF HARD”Оценок пока нет
- Lista 1 - Fen - Tran - VДокумент3 страницыLista 1 - Fen - Tran - VMax NunesОценок пока нет
- Aferição de Materiais VolumétricosДокумент10 страницAferição de Materiais Volumétricosheloisa antunesОценок пока нет
- FUMEC Mecânica Dos FluidosДокумент15 страницFUMEC Mecânica Dos FluidosCarlosAntônioОценок пока нет
- Bioprocessos - EnzimologiaДокумент70 страницBioprocessos - EnzimologiaAndreTomazTerraJuniorОценок пока нет
- IFMA CodóДокумент8 страницIFMA CodóAdonias CarvalhoОценок пока нет
- NBR 14936 - Abr2003 - Plugues e Tomadas para Uso Doméstico e Análogo - Adaptadores - Requisitos EspecíficosДокумент11 страницNBR 14936 - Abr2003 - Plugues e Tomadas para Uso Doméstico e Análogo - Adaptadores - Requisitos EspecíficosmullerafОценок пока нет
- Síntese Da Teoria de Transporte de Sedimentos de Van Rijn (1984)Документ27 страницSíntese Da Teoria de Transporte de Sedimentos de Van Rijn (1984)samuel_barsanelliОценок пока нет
- Funções QuímicasДокумент4 страницыFunções QuímicasElen FernandoОценок пока нет
- Aglomerados PDFДокумент114 страницAglomerados PDFEfraim Fernandes Fernandes0% (1)
- ManualSecador100a200Litros PDFДокумент8 страницManualSecador100a200Litros PDFtonnytoonsОценок пока нет
- N 1219 PDFДокумент5 страницN 1219 PDFRaphael Gomes GarciaОценок пока нет
- GX-GXi Documento Comercial DE017.001Документ2 страницыGX-GXi Documento Comercial DE017.001Ana SantosОценок пока нет