Вам также может понравиться
- 5s IndustryДокумент26 страниц5s IndustryismailayarОценок пока нет
- Kaizen Desk Reference Standard PDFДокумент466 страницKaizen Desk Reference Standard PDFAwadhut MaliОценок пока нет
- OEEДокумент23 страницыOEEkayumanggiОценок пока нет
- Leader Standard Work UpДокумент15 страницLeader Standard Work UpjesusmemОценок пока нет
- 5 S & Lean 6 SigmaДокумент16 страниц5 S & Lean 6 SigmaAkshay KumarОценок пока нет
- 5S TrainingДокумент81 страница5S Trainingamresh kumar tiwari100% (1)
- Kaizen Structure Rev0Документ86 страницKaizen Structure Rev0hiattolaОценок пока нет
- TPM AwarenessДокумент51 страницаTPM AwarenessDeepak kumarОценок пока нет
- FI Focused Improvement Overview Handout One Page Training PDFДокумент1 страницаFI Focused Improvement Overview Handout One Page Training PDFMohamed AdelОценок пока нет
- 5s CSRДокумент69 страниц5s CSRFadzilahMohamadОценок пока нет
- Line Balancing PresentationДокумент39 страницLine Balancing Presentationelmaakoul oussama67% (3)
- 5S Standard GuideДокумент48 страниц5S Standard GuideRonald Abadi TariganОценок пока нет
- JIT - JidokaДокумент23 страницыJIT - JidokaViraj DhuriОценок пока нет
- TPM Steps 1 JHДокумент10 страницTPM Steps 1 JHGyanesh_DBОценок пока нет
- What Is Poka-YokeДокумент114 страницWhat Is Poka-YokeAdriano CarlosОценок пока нет
- 5S Training OfficeДокумент21 страница5S Training OfficeDhiraj Pradhan100% (1)
- 5s Step by Step GuideДокумент10 страниц5s Step by Step GuideKalkidan MekuriyaОценок пока нет
- JH TrainingДокумент218 страницJH TrainingMAngesh GadeОценок пока нет
- QSP-211-02 3C 5S Improvment SheetДокумент70 страницQSP-211-02 3C 5S Improvment Sheetomprakash26100% (1)
- Leader Standard Work V1.0Документ3 страницыLeader Standard Work V1.0SudhagarОценок пока нет
- Why-Why Analysis Training ModuleДокумент24 страницыWhy-Why Analysis Training Moduleshariq warsiОценок пока нет
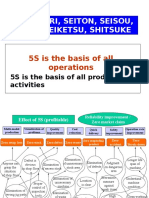
- 5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsДокумент21 страница5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsAtul SharmaОценок пока нет
- 00the 7 MFG WasteДокумент15 страниц00the 7 MFG WasteRohit PrakashОценок пока нет
- Quality Kaizen Supervisor + Manager DatabaseДокумент17 страницQuality Kaizen Supervisor + Manager DatabaseMohamed AbdelAzizОценок пока нет
- 05 Rolled Throughput YieldДокумент19 страниц05 Rolled Throughput Yieldcpkakope100% (1)
- Lean Daily ManagementДокумент29 страницLean Daily ManagementJose Ortega100% (1)
- Automotive Industry Cluster TPM Training Material Kobetsu Kaizen Step 0 - 1Документ42 страницыAutomotive Industry Cluster TPM Training Material Kobetsu Kaizen Step 0 - 1raghavendrarh6464Оценок пока нет
- TPM Administration PillarsДокумент53 страницыTPM Administration Pillarskingathur26681Оценок пока нет
- Daily Management Quiz: 2007: SN Question Option A Option B Option C Option D AnswerДокумент5 страницDaily Management Quiz: 2007: SN Question Option A Option B Option C Option D AnswerPrakash Kumar50% (2)
- 5S Training ModuleДокумент117 страниц5S Training ModulePRABHAT RANJANОценок пока нет
- Kaizen Event CharterДокумент4 страницыKaizen Event CharterManuel Dos SantosОценок пока нет
- 5S Presentation For NTCДокумент121 страница5S Presentation For NTCLyne LerinОценок пока нет
- 5S Implementation GuideДокумент24 страницы5S Implementation GuideRajesh Sahasrabuddhe100% (1)
- TPM For WorkshopsДокумент102 страницыTPM For Workshopsakdmech9621Оценок пока нет
- DOJO CurriculumДокумент47 страницDOJO CurriculumGulshan SaxenaОценок пока нет
- Step by step guide to focused improvement implementationДокумент22 страницыStep by step guide to focused improvement implementationSatya Prakash BarikОценок пока нет
- 5S Workplace Organization and Lean Assessment ReportДокумент3 страницы5S Workplace Organization and Lean Assessment Reportsigmasundar100% (1)
- ISE 420 (Quality Improvement Methods) : by Group 6Документ39 страницISE 420 (Quality Improvement Methods) : by Group 6Abdullaziz AbdullahОценок пока нет
- T4.lean Manufacturing TechniquesДокумент81 страницаT4.lean Manufacturing TechniquesAl AidenОценок пока нет
- Drill Deep Root Cause Analysis WorksheetДокумент1 страницаDrill Deep Root Cause Analysis WorksheetLipecaОценок пока нет
- Skill Matrix: By-Sneha Kanitkar (925) ARPI SHAHДокумент15 страницSkill Matrix: By-Sneha Kanitkar (925) ARPI SHAHSneha KanitCar Kango100% (1)
- Kaizen KobetДокумент19 страницKaizen KobetShubham SharmaОценок пока нет
- Agenda for TPM OverviewДокумент42 страницыAgenda for TPM OverviewSrinivasan VenkatОценок пока нет
- Kaizen Event OverviewДокумент1 страницаKaizen Event OverviewOscar Gonzalez CastroОценок пока нет
- Line Leader - Role DescriptionДокумент2 страницыLine Leader - Role DescriptionMusab MalikОценок пока нет
- 5S Training for Lean ManufacturingДокумент15 страниц5S Training for Lean ManufacturingMahdi ZeynОценок пока нет
- Kaizen TheoryДокумент10 страницKaizen TheoryMOHD.ARISHОценок пока нет
- 1st Team Leader Standard WorkДокумент1 страница1st Team Leader Standard Workwayneseal1Оценок пока нет
- Introduction to the History and Concepts of Total Productive Maintenance (TPMДокумент27 страницIntroduction to the History and Concepts of Total Productive Maintenance (TPMFirdaus HusainiОценок пока нет
- Kanban Signaling: Company ConfidentialДокумент57 страницKanban Signaling: Company ConfidentialEldori1988Оценок пока нет
- 5'S ManualДокумент44 страницы5'S ManualSayan KonarОценок пока нет
- Kaizen Synopsis 120Документ60 страницKaizen Synopsis 120mohanksoni100% (1)
- How to Calculate OEE for Equipment EffectivenessДокумент7 страницHow to Calculate OEE for Equipment Effectivenessirrosel46500% (1)
- Karla Melissa Martinez Medina. Vanessa Margarita Duran Aguilera. Leticia Serrano Wong. Dariela Zuñiga TreviñoДокумент12 страницKarla Melissa Martinez Medina. Vanessa Margarita Duran Aguilera. Leticia Serrano Wong. Dariela Zuñiga TreviñoKarla Martinez100% (1)
- Lean Basics: Training ScriptДокумент34 страницыLean Basics: Training ScriptmagudeeshОценок пока нет
- Best Practice 5s TPM VisualsДокумент75 страницBest Practice 5s TPM VisualsWilliam Hinostroza100% (1)
- Operational Excellence A Complete Guide - 2019 EditionОт EverandOperational Excellence A Complete Guide - 2019 EditionРейтинг: 1 из 5 звезд1/5 (1)
- Blush - Illustrations For EveryoneДокумент8 страницBlush - Illustrations For EveryonevanausabОценок пока нет
- EXCEL - The Complete Guide To Using Arrays in Excel VBA - Excel Macro MasteryДокумент107 страницEXCEL - The Complete Guide To Using Arrays in Excel VBA - Excel Macro MasteryvanausabОценок пока нет
- Lockout Procedure: Image Found and DisplayedДокумент2 страницыLockout Procedure: Image Found and DisplayedvanausabОценок пока нет
- Sort Set-In-Order Shine Standardize Sustain: What Is 5-S?Документ44 страницыSort Set-In-Order Shine Standardize Sustain: What Is 5-S?Angel David ChavezОценок пока нет
- Financial Policy and Procedure Manual TemplateДокумент31 страницаFinancial Policy and Procedure Manual TemplatevanausabОценок пока нет
- Industrial Signs, LLC PDFДокумент8 страницIndustrial Signs, LLC PDFvanausabОценок пока нет
- Industrial Signs, LLC PDFДокумент8 страницIndustrial Signs, LLC PDFvanausabОценок пока нет
- Deploying Lean in BNL IT Department: Paul ThysensДокумент15 страницDeploying Lean in BNL IT Department: Paul ThysensvanausabОценок пока нет
- Sort Set-In-Order Shine Standardize Sustain: What Is 5-S?Документ44 страницыSort Set-In-Order Shine Standardize Sustain: What Is 5-S?Angel David ChavezОценок пока нет
- S&OP & Lean in A Bank Environment PDFДокумент31 страницаS&OP & Lean in A Bank Environment PDFvanausabОценок пока нет
- Financial Controls FlowchartДокумент5 страницFinancial Controls Flowchartvanausab100% (1)
- 5S Implementation GuideДокумент24 страницы5S Implementation Guidemdavange100% (1)
- Six Sigma WIKIДокумент17 страницSix Sigma WIKIvanausabОценок пока нет
- Sampling Distribution 321Документ6 страницSampling Distribution 321vanausabОценок пока нет
- Test 1022Документ1 страницаTest 1022vanausabОценок пока нет
- Logistics Is The: George H.W. BushДокумент4 страницыLogistics Is The: George H.W. BushvanausabОценок пока нет
- Histogram 325Документ8 страницHistogram 325vanausabОценок пока нет
- What Is Project Management 87Документ2 страницыWhat Is Project Management 87vanausabОценок пока нет
- Hoshin Kanri - Wikipedia, The Free EncyclopediaДокумент5 страницHoshin Kanri - Wikipedia, The Free EncyclopediavanausabОценок пока нет
- ANOVA Explained: Analysis of VarianceДокумент25 страницANOVA Explained: Analysis of VariancevanausabОценок пока нет
- Hoshin Kanri Instructor's GuideДокумент1 страницаHoshin Kanri Instructor's GuidevanausabОценок пока нет
- Statistics: Its ContentsДокумент5 страницStatistics: Its ContentsvanausabОценок пока нет
- Greg Watson Hoshin ArticleДокумент14 страницGreg Watson Hoshin ArticlevanausabОценок пока нет
- Lean Manufacturing, Lean Enterprise, or Lean Production, Often Simply, "Lean", Is AДокумент10 страницLean Manufacturing, Lean Enterprise, or Lean Production, Often Simply, "Lean", Is AvanausabОценок пока нет
- Hoshin Kanri PlanningДокумент4 страницыHoshin Kanri PlanningvanausabОценок пока нет
- Building A HouseДокумент20 страницBuilding A HousevanausabОценок пока нет
- Hoshin KanriДокумент8 страницHoshin Kanrican767Оценок пока нет
- Lean As A Universal Management SystemДокумент1 страницаLean As A Universal Management SystemvanausabОценок пока нет
- Lean As A Universal Management SystemДокумент1 страницаLean As A Universal Management SystemvanausabОценок пока нет
- Amazfit Bip 5 Manual enДокумент30 страницAmazfit Bip 5 Manual enJohn WalesОценок пока нет
- Managing Director Insurance M&A Advisory in Hong Kong Resume John SpenceДокумент3 страницыManaging Director Insurance M&A Advisory in Hong Kong Resume John SpenceJohnSpence2Оценок пока нет
- Commercial Contractor Exam Study GuideДокумент7 страницCommercial Contractor Exam Study Guidejclark13010Оценок пока нет
- The Political Philosophy of Giorgio Agamben A Critical EvaluationДокумент20 страницThe Political Philosophy of Giorgio Agamben A Critical EvaluationLEAОценок пока нет
- E2415 PDFДокумент4 страницыE2415 PDFdannychacon27Оценок пока нет
- Maurice Strong by Henry LambДокумент9 страницMaurice Strong by Henry LambHal ShurtleffОценок пока нет
- Political Science Assignment PDFДокумент6 страницPolitical Science Assignment PDFkalari chandanaОценок пока нет
- Supplier of PesticidesДокумент2 страницыSupplier of PesticidestusharОценок пока нет
- ICU Lines TubesДокумент7 страницICU Lines TubesCindy MurphyОценок пока нет
- Web Design Course PPTX Diana OpreaДокумент17 страницWeb Design Course PPTX Diana Opreaapi-275378856Оценок пока нет
- EDMOTO 4th TopicДокумент24 страницыEDMOTO 4th TopicAngel Delos SantosОценок пока нет
- Relatório ESG Air GalpДокумент469 страницRelatório ESG Air GalpIngrid Camilo dos SantosОценок пока нет
- A Review Article On Integrator Circuits Using Various Active DevicesДокумент7 страницA Review Article On Integrator Circuits Using Various Active DevicesRaja ChandruОценок пока нет
- Article Summary Assignment 2021Документ2 страницыArticle Summary Assignment 2021Mengyan XiongОценок пока нет
- USP 11 ArgumentArraysДокумент52 страницыUSP 11 ArgumentArraysKanha NayakОценок пока нет
- Cignal Channel 490Документ2 страницыCignal Channel 490Arild JuliusОценок пока нет
- Organizational CultureДокумент76 страницOrganizational Culturenaty fishОценок пока нет
- Bell I Do Final PrintoutДокумент38 страницBell I Do Final PrintoutAthel BellidoОценок пока нет
- Data Processing & Hosting Services in The US Industry Report PDFДокумент34 страницыData Processing & Hosting Services in The US Industry Report PDFimobiwan4711Оценок пока нет
- Dhikr or Zikr or Remembrance of AllahДокумент27 страницDhikr or Zikr or Remembrance of AllahMd. Naim KhanОценок пока нет
- APP Eciation: Joven Deloma Btte - Fms B1 Sir. Decederio GaganteДокумент5 страницAPP Eciation: Joven Deloma Btte - Fms B1 Sir. Decederio GaganteJanjan ToscanoОценок пока нет
- Blood Culture & Sensitivity (2011734)Документ11 страницBlood Culture & Sensitivity (2011734)Najib AimanОценок пока нет
- Costco Case StudyДокумент3 страницыCostco Case StudyMaong LakiОценок пока нет
- Alluring 60 Dome MosqueДокумент6 страницAlluring 60 Dome Mosqueself sayidОценок пока нет
- 001 Joseph Vs - BautistacxДокумент2 страницы001 Joseph Vs - BautistacxTelle MarieОценок пока нет
- Basic Principles of Social Stratification - Sociology 11 - A SY 2009-10Документ9 страницBasic Principles of Social Stratification - Sociology 11 - A SY 2009-10Ryan Shimojima67% (3)
- Ausensi (2020) A New Resultative Construction in SpanishДокумент29 страницAusensi (2020) A New Resultative Construction in SpanishcfmaОценок пока нет
- Here Late?", She Asked Me.: TrangДокумент3 страницыHere Late?", She Asked Me.: TrangNguyễn Đình TrọngОценок пока нет
- Case Digest in Special ProceedingsДокумент42 страницыCase Digest in Special ProceedingsGuiller MagsumbolОценок пока нет
- Carbon Footprint AnalysisДокумент18 страницCarbon Footprint AnalysisAndres AndradeОценок пока нет