Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- UcucucДокумент97 страницUcucucJV Custodio100% (2)
- Combustion Analysis Extra Problems KeyДокумент2 страницыCombustion Analysis Extra Problems KeyJoselyna GeorgeОценок пока нет
- Portland Limestone CementДокумент38 страницPortland Limestone CementNajeeb Manhanpally M100% (3)
- Jābirian Alchemy: (Translated From French by Keven Brown)Документ26 страницJābirian Alchemy: (Translated From French by Keven Brown)SahabatunikОценок пока нет
- TSL 230Документ7 страницTSL 230alexmradОценок пока нет
- Flomag3000 en 27 enДокумент28 страницFlomag3000 en 27 enKhang TrầnОценок пока нет
- Hydrolysis of TiCl4 Initial Steps in The Production of TiO2 PDFДокумент10 страницHydrolysis of TiCl4 Initial Steps in The Production of TiO2 PDFganeshdhageОценок пока нет
- Victoria Junior College JC 2 Preliminary Examinations Higher 2Документ11 страницVictoria Junior College JC 2 Preliminary Examinations Higher 2Jing Yi KuahОценок пока нет
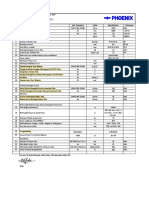
- Steel Conv Belt - 1800-ST2250-8+6 FR-LRR-TKIL-NK ProjectДокумент1 страницаSteel Conv Belt - 1800-ST2250-8+6 FR-LRR-TKIL-NK ProjectCaspian DattaОценок пока нет
- Weightage Analysis For IIT JEE 2011Документ3 страницыWeightage Analysis For IIT JEE 2011Resonance KotaОценок пока нет
- Astm AДокумент32 страницыAstm AKhaled FatnassiОценок пока нет
- Vanadio NMRДокумент7 страницVanadio NMRsergioodin4851Оценок пока нет
- Textile DocumentДокумент28 страницTextile DocumentKhandaker Sakib FarhadОценок пока нет
- Polymers Chemistry and Physics of Modern Materials 3rd Edition by J M G Cowie and V ArrighiДокумент2 страницыPolymers Chemistry and Physics of Modern Materials 3rd Edition by J M G Cowie and V Arrighiwahab0% (1)
- RHCMДокумент3 страницыRHCMTran Quoc VinhОценок пока нет
- Technical Handbook Parker HosesДокумент620 страницTechnical Handbook Parker HosesjoebrazОценок пока нет
- 100 Quesions With AnswerДокумент15 страниц100 Quesions With Answernabil heddadОценок пока нет
- Lab Report Experiment 1Документ5 страницLab Report Experiment 1Jessica NicholsonОценок пока нет
- Gymcol Adhezive IdeasДокумент68 страницGymcol Adhezive Ideasdanalin_ursu_8976885Оценок пока нет
- FASTRACK Polymer EmulsionsДокумент7 страницFASTRACK Polymer EmulsionsVictor LopezОценок пока нет
- Environmental Aspects PDFДокумент31 страницаEnvironmental Aspects PDFShyam SinghОценок пока нет
- Midterm Exam CMTДокумент13 страницMidterm Exam CMTLester CabungcalОценок пока нет
- Mass Transfer With/Without Chemical Rection (Solid-Liquid System)Документ7 страницMass Transfer With/Without Chemical Rection (Solid-Liquid System)Sameep JainОценок пока нет
- Brochure GC Fuji IX FamilyДокумент4 страницыBrochure GC Fuji IX FamilyIka Kusumawati100% (1)
- CW Cat enДокумент44 страницыCW Cat enStefanArtemonMocanuОценок пока нет
- Chapter Sixteen Cell SignalingДокумент96 страницChapter Sixteen Cell SignalingRu LiliОценок пока нет
- EcosystemsfoodchainfoodwebvocabularyactivitiesДокумент9 страницEcosystemsfoodchainfoodwebvocabularyactivitiesapi-404090858Оценок пока нет
- 2015 - Inactivation of Microorganisms by High Isostatic Pressure Processing in Complex Matrices - A ReviewДокумент14 страниц2015 - Inactivation of Microorganisms by High Isostatic Pressure Processing in Complex Matrices - A ReviewGiovanny ZamudioОценок пока нет
- D 422 - 63 R98 - Rdqymi02m1i5oa - PDFДокумент8 страницD 422 - 63 R98 - Rdqymi02m1i5oa - PDFEnmanuel Cruz0% (1)
- Hemanth Karmali & Deepak Pai - FomentoДокумент46 страницHemanth Karmali & Deepak Pai - FomentoNileshОценок пока нет