Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Shell Hazardous Area Classification FundamentalsДокумент30 страницShell Hazardous Area Classification Fundamentalsthekevindesai100% (17)
- Problems PDFДокумент9 страницProblems PDFEduarGelvezОценок пока нет
- 100ah - 12V - 6FM100 VISIONДокумент2 страницы100ah - 12V - 6FM100 VISIONBashar SalahОценок пока нет
- Noise Optimization in Sensor Signal Conditioning Circuit Part IДокумент37 страницNoise Optimization in Sensor Signal Conditioning Circuit Part Iyzhao148Оценок пока нет
- DSP45 12aДокумент5 страницDSP45 12aDaniel BarbuОценок пока нет
- SR No Co Name Salutation Person Designation Contact NoДокумент4 страницыSR No Co Name Salutation Person Designation Contact NoAnindya SharmaОценок пока нет
- Final Reporting GuidelinesДокумент183 страницыFinal Reporting GuidelinesAkhmad NuzulОценок пока нет
- Folder Fiamm Neptune 2010 EngДокумент4 страницыFolder Fiamm Neptune 2010 EngchokribОценок пока нет
- HighpuritysealsДокумент6 страницHighpuritysealstuannhocutОценок пока нет
- Online Order Processing SystemДокумент34 страницыOnline Order Processing SystemMuhammad ShujaОценок пока нет
- Opc PDFДокумент20 страницOpc PDFnirajОценок пока нет
- TechSpec MistralДокумент4 страницыTechSpec MistralScarab SweepersОценок пока нет
- Solar Module CellДокумент4 страницыSolar Module CellVinod BabhaleОценок пока нет
- Advanced Fluid Mechanics: Luigi Di Micco Email: Luigi - Dimicco@dicea - Unipd.itДокумент16 страницAdvanced Fluid Mechanics: Luigi Di Micco Email: Luigi - Dimicco@dicea - Unipd.itHubert MoforОценок пока нет
- Sluice Gates ExportДокумент20 страницSluice Gates ExportsaishankarlОценок пока нет
- PNR90 PNR510 PNR91 PNR515 PNR92 PNR520: Manual of - Installation - Operating - Maintenance Heavy Oil Burners TypeДокумент28 страницPNR90 PNR510 PNR91 PNR515 PNR92 PNR520: Manual of - Installation - Operating - Maintenance Heavy Oil Burners Typec_lucian2004Оценок пока нет
- Optimizing Technique-Grenade Explosion MethodДокумент18 страницOptimizing Technique-Grenade Explosion MethodUday Wankar100% (1)
- Gathering Network RequirementsДокумент30 страницGathering Network RequirementsAmin ZangetsuОценок пока нет
- Astm D3359Документ9 страницAstm D3359Angel GuachaminОценок пока нет
- 4.10) Arch Shaped Self Supporting Trussless Roof SpecificationsДокумент11 страниц4.10) Arch Shaped Self Supporting Trussless Roof Specificationshebh123100% (1)
- AI in RobotsДокумент75 страницAI in RobotsIslam SehsahОценок пока нет
- Paket TrainingДокумент20 страницPaket TrainingLukman AriyantoОценок пока нет
- 06-901 Keyed Input SwitchesДокумент4 страницы06-901 Keyed Input Switchesmajed al.madhajiОценок пока нет
- Jamesbury Polymer and Elastomer Selection GuideДокумент20 страницJamesbury Polymer and Elastomer Selection Guidesheldon1jay100% (1)
- Advanced Cooling System - EMD00253ENДокумент4 страницыAdvanced Cooling System - EMD00253ENnarayanan_anoob0% (1)
- Portal Info StubДокумент11 страницPortal Info Stubzamanqomaru8Оценок пока нет
- Ecc Mech Sharq 22 016 Rev 01Документ6 страницEcc Mech Sharq 22 016 Rev 01Muthu SaravananОценок пока нет
- Propeller DesignДокумент1 страницаPropeller DesignKeerthana MaheswarlaОценок пока нет
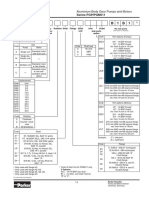
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Документ7 страницPG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksОценок пока нет