Вам также может понравиться
- Alineacion de PoleasДокумент11 страницAlineacion de PoleasDaniel CervantesОценок пока нет
- Alineacion de EjesДокумент28 страницAlineacion de EjesSebastian Diaz100% (2)
- Curso Alineación de Maquinaria IndustrialДокумент45 страницCurso Alineación de Maquinaria IndustrialWilmar Olave Carvajal89% (19)
- AlineaciónДокумент81 страницаAlineaciónJorge Sanchez100% (7)
- Presentacion de Balanceo Dinamico AbmДокумент83 страницыPresentacion de Balanceo Dinamico AbmFernando André Acevedo Solano100% (6)
- FAG-Montaje y Desmontaje de RodamientosДокумент114 страницFAG-Montaje y Desmontaje de Rodamientosgabonilsen100% (2)
- Curso de Alineamiento SKF-TKS40 - SEDISAДокумент23 страницыCurso de Alineamiento SKF-TKS40 - SEDISAelder100% (1)
- Manual Curso AlineacionДокумент26 страницManual Curso Alineacionloquillo1Оценок пока нет
- El Uso de Las Temperaturas de Operación de Los Engranajes de Molinos para Evaluacion de La AlineacionДокумент12 страницEl Uso de Las Temperaturas de Operación de Los Engranajes de Molinos para Evaluacion de La AlineacionJose Andrade100% (2)
- Manual AlineacionДокумент33 страницыManual AlineacionAbel Lopez Morales75% (4)
- Alineamiento de Ejes de Motores y Bombas HidraulicasДокумент23 страницыAlineamiento de Ejes de Motores y Bombas HidraulicasBladimir CallataОценок пока нет
- Alineamiento de ejes láserДокумент84 страницыAlineamiento de ejes láserLarry Vilca Delgado100% (3)
- Alineacion de EjesДокумент33 страницыAlineacion de EjesRAUL ADOLFO ESTUPINAN ESPINOSA100% (1)
- Certificacion Alinacion de EjesДокумент21 страницаCertificacion Alinacion de EjesMatias MarmoОценок пока нет
- Teoria Alineacion EjesДокумент46 страницTeoria Alineacion EjesCarlos Rudas Ramirez100% (3)
- Alineamiento de Maquinas - SKF PDFДокумент150 страницAlineamiento de Maquinas - SKF PDFMiguel Pereyra Oyarce100% (2)
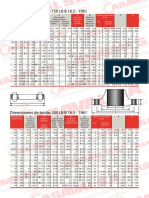
- Dimensiones de bridas 150 y 300 LB B 16.5 - 1961Документ2 страницыDimensiones de bridas 150 y 300 LB B 16.5 - 1961Fredy BayonaОценок пока нет
- Presentación AlineamientoДокумент32 страницыPresentación AlineamientoMauricio VallejosОценок пока нет
- Manual de Alineacion de Equipo Rotativos ActualizadoДокумент87 страницManual de Alineacion de Equipo Rotativos ActualizadoNahuil Marcano100% (9)
- Manual Alineacion UTP PDFДокумент121 страницаManual Alineacion UTP PDFalejandroozaeta100% (1)
- Alineacion Ejes HorizontalesДокумент87 страницAlineacion Ejes HorizontalesDIEGO A. TOVAR CHIA100% (3)
- Procedimiento de Alineamiento de Bombas Metodo en ReversoДокумент18 страницProcedimiento de Alineamiento de Bombas Metodo en ReversoMauricio Vargas Jerez100% (3)
- RODAMIENTOS Tolerancias y AjustesДокумент232 страницыRODAMIENTOS Tolerancias y AjustesMiguel Sotelo100% (1)
- Pata CojaДокумент10 страницPata CojaMarcelo Jaña del Pino100% (2)
- Metodo de Alineación Cara & LomoДокумент8 страницMetodo de Alineación Cara & LomoEdgar Sanabria P100% (6)
- Maquina EstribadoraДокумент19 страницMaquina EstribadoraJosepBravoDávilaОценок пока нет
- Chumaceras DODGEДокумент100 страницChumaceras DODGEMauricio Ayala56% (9)
- Alineamiento de Ejes, Motor Electrico - Bomba HidraulicaДокумент27 страницAlineamiento de Ejes, Motor Electrico - Bomba HidraulicaGian Lucero100% (2)
- Alineación de EquiposДокумент7 страницAlineación de EquiposIsrael SantoОценок пока нет
- Alineamiento MecanicoДокумент15 страницAlineamiento Mecanicomauryp92% (12)
- Mapa Conceptual Sobre EngranajesДокумент2 страницыMapa Conceptual Sobre EngranajesRamon QuevedoОценок пока нет
- 4 M 40Документ60 страниц4 M 40Marlon Montenegro100% (3)
- 9852 1846 05f Maintenance Instructions Boomer S1 DДокумент294 страницы9852 1846 05f Maintenance Instructions Boomer S1 DPercy Chero100% (7)
- Manual Entrenamiento KSB CSBДокумент226 страницManual Entrenamiento KSB CSBFrancisco Javier Rivero Moreno100% (1)
- Alineamiento Dial Invertido PDFДокумент9 страницAlineamiento Dial Invertido PDFMarysyta Coketa100% (1)
- ALINEACIONДокумент21 страницаALINEACIONBlakysha GonzalezОценок пока нет
- SellosMecánicosConceptosFunciónДокумент49 страницSellosMecánicosConceptosFunciónMaría José AzúaОценок пока нет
- Guia 1 Alineamiento MecánicoДокумент20 страницGuia 1 Alineamiento MecánicoDaniel Miranda Godoy100% (3)
- 002 Curso de Alineación de Precisión de EjesДокумент39 страниц002 Curso de Alineación de Precisión de EjesGustavo E. EspinosaОценок пока нет
- Tabla de Bridas y Esparragos PDFДокумент1 страницаTabla de Bridas y Esparragos PDFmateu50% (2)
- Manual AlineaciónДокумент70 страницManual AlineaciónAnonymous 7aN0oYUm7vОценок пока нет
- Curso Principios Basicos Hidraulica Maquinaria Pesada PDFДокумент17 страницCurso Principios Basicos Hidraulica Maquinaria Pesada PDFJoshua DaltonОценок пока нет
- Alineamiento MecanicoДокумент47 страницAlineamiento MecanicoVíctor Sepulveda San Martín50% (2)
- 5guia Torres de RefrigeracionДокумент84 страницы5guia Torres de RefrigeracionAitor OtañoОценок пока нет
- Manual Del Sistema de TransmisionДокумент78 страницManual Del Sistema de TransmisionRuth Apaza0% (1)
- Curso de Sellos MecanicosДокумент70 страницCurso de Sellos MecanicosAngel Hernandez100% (7)
- Brida ANSI - ASME B16.5 Con Cuello para Soldar Class 300 - DNBridaДокумент3 страницыBrida ANSI - ASME B16.5 Con Cuello para Soldar Class 300 - DNBridaegr00Оценок пока нет
- Manipulación y montaje de rodamientos (hastaДокумент42 страницыManipulación y montaje de rodamientos (hastaPablo LuisОценок пока нет
- Alineación de máquinas rotativasДокумент100 страницAlineación de máquinas rotativasactualtsu100% (6)
- Alineamiento máquinas toleranciasДокумент3 страницыAlineamiento máquinas toleranciasJhunior Contreras NeyraОценок пока нет
- 3 Alineamiento Con Reloj ComparadorДокумент23 страницы3 Alineamiento Con Reloj Comparadoredgarafonseca100% (8)
- Alineamiento de MaquinasДокумент128 страницAlineamiento de MaquinasAndres Marin100% (3)
- Plan de Mantenimiento de Un TornoДокумент8 страницPlan de Mantenimiento de Un TornoAnonymous TsgakjОценок пока нет
- Alineamiento de Motores ElectricosДокумент15 страницAlineamiento de Motores ElectricosRafael Flores100% (2)
- Manual2005 ELECTRICISTAДокумент122 страницыManual2005 ELECTRICISTASAGLESUO100% (9)
- Alineacion de Maquinaria RotativaДокумент23 страницыAlineacion de Maquinaria RotativaFernando Enrique Cespedes Guevara100% (5)
- Guia de Alineamiento de EjesДокумент24 страницыGuia de Alineamiento de EjesManuel Carvallo100% (1)
- Alineamiento de Bombas PDFДокумент12 страницAlineamiento de Bombas PDFDavidGarciaCh0% (1)
- Sellos Mecánicos 2018Документ16 страницSellos Mecánicos 2018Carlos Andersson Carreño JaimesОценок пока нет
- AcopДокумент17 страницAcoppetete100% (11)
- Alineamiento y balanceo de maquinaria para optimizar consumo energíaДокумент21 страницаAlineamiento y balanceo de maquinaria para optimizar consumo energíaAldo Alberto Garcia Gallegos67% (3)
- Maquina EstribadoraДокумент19 страницMaquina EstribadoraLuchoo L SC100% (2)
- Operacion de Mecanizado Vertical LEADWELL V-30Документ37 страницOperacion de Mecanizado Vertical LEADWELL V-30Richard Arizaga100% (1)
- Informe 3 II ParcialДокумент39 страницInforme 3 II ParcialJuan GuerreroОценок пока нет
- Mecanica Industrial AlineacionДокумент2 страницыMecanica Industrial AlineacionTrevorОценок пока нет
- Alineación de ejes y sus beneficiosДокумент7 страницAlineación de ejes y sus beneficiosmaria virginiaОценок пока нет
- Alineamiento de MaquinariaДокумент24 страницыAlineamiento de MaquinariaMauricio Leonardo Chica SandovalОценок пока нет
- Lo Que Hay Que Saber para Diseñar y Configurar Un Eje - infoPLCДокумент12 страницLo Que Hay Que Saber para Diseñar y Configurar Un Eje - infoPLCadrian leonОценок пока нет
- Cepilladora de metalesДокумент46 страницCepilladora de metalesSam CVОценок пока нет
- Herramientas Mantenimiento PredictivoДокумент24 страницыHerramientas Mantenimiento PredictivoFrancisco Antonio Ramos ReynosoОценок пока нет
- Ficha Publica 232807Документ3 страницыFicha Publica 232807egr00Оценок пока нет
- Catalogo Hastinik Bridas (02 15)Документ24 страницыCatalogo Hastinik Bridas (02 15)Jesus Moreno del AlamoОценок пока нет
- 27251420220909084015Документ1 страница27251420220909084015egr00Оценок пока нет
- N-1089-00458 Rev.1 (Notas para Soportes de Tuberia) COMPRIДокумент1 страницаN-1089-00458 Rev.1 (Notas para Soportes de Tuberia) COMPRIegr00Оценок пока нет
- Catalogo Repuestos para Torres MarleyДокумент64 страницыCatalogo Repuestos para Torres MarleyItseel EOОценок пока нет
- Comandos Emonitor Menu EdicionДокумент18 страницComandos Emonitor Menu Edicionegr00Оценок пока нет
- Comandos Emonitor Menu ListaДокумент9 страницComandos Emonitor Menu Listaegr00Оценок пока нет
- Comandos Emonitor Menu VerДокумент17 страницComandos Emonitor Menu Veregr00Оценок пока нет
- Catalago de Bridas Acero Al CarbonДокумент8 страницCatalago de Bridas Acero Al Carbonjuan moralesОценок пока нет
- Sling User Manual SPANISH v4cДокумент56 страницSling User Manual SPANISH v4cMello RibeiroОценок пока нет
- Alineación Rápida de EjesДокумент16 страницAlineación Rápida de Ejesegr00Оценок пока нет
- Comandos Emonitor Menu ArchivoДокумент6 страницComandos Emonitor Menu Archivoegr000% (1)
- Catalago de Bridas Acero Al CarbonДокумент8 страницCatalago de Bridas Acero Al Carbonjuan moralesОценок пока нет
- Ee03005c PDFДокумент23 страницыEe03005c PDFegr00Оценок пока нет
- Ee03003c PDFДокумент32 страницыEe03003c PDFegr00Оценок пока нет
- EE03004CДокумент27 страницEE03004CIlse OrdinolaОценок пока нет
- Ee03007c PDFДокумент25 страницEe03007c PDFegr00Оценок пока нет
- EE03008CДокумент0 страницEE03008CCarlos Salazar VillalobosОценок пока нет
- Ee03006c PDFДокумент23 страницыEe03006c PDFegr00Оценок пока нет
- Ee03002c PDFДокумент25 страницEe03002c PDFegr00Оценок пока нет
- EE03000CДокумент10 страницEE03000CJairo González MorenoОценок пока нет
- Ee03001c PDFДокумент20 страницEe03001c PDFegr00Оценок пока нет
- Ejemplos de Magnitudes Directamente ProporcionalesДокумент5 страницEjemplos de Magnitudes Directamente Proporcionalesegr00Оценок пока нет
- Juntas Tipo Anillo.Документ1 страницаJuntas Tipo Anillo.egr00Оценок пока нет
- Seguridad y Salud en La Panaderia Puerto RicoДокумент14 страницSeguridad y Salud en La Panaderia Puerto RicoIzaquel RodriguezОценок пока нет
- Reductor TD5Документ3 страницыReductor TD5Hernan F GodoyОценок пока нет
- Isb MonoblockДокумент18 страницIsb MonoblockAnastasia Montes CarbajalОценок пока нет
- MANUAL DE SERVICIO p10 PDFДокумент109 страницMANUAL DE SERVICIO p10 PDFFernando RodriguezОценок пока нет
- Principio de Bombas CentrifugasДокумент37 страницPrincipio de Bombas CentrifugasMatias CuadraОценок пока нет
- Maquinado. Trabajo AndreaДокумент36 страницMaquinado. Trabajo AndreaDavid RicoОценок пока нет
- Tornillo Sin FinДокумент9 страницTornillo Sin FinJean Carlos Pineda100% (1)
- Manual de Operacion Horno de Tratamiento TermicoДокумент24 страницыManual de Operacion Horno de Tratamiento TermicoJose ReyesОценок пока нет
- Roscas Butress PDFДокумент2 страницыRoscas Butress PDFshumi27Оценок пока нет
- Trabajo Final Diseño Mecanico IIДокумент4 страницыTrabajo Final Diseño Mecanico IIMilton CobaОценок пока нет
- CADENAS DE RODILLOS (Modo de Compatibilidad) PDFДокумент4 страницыCADENAS DE RODILLOS (Modo de Compatibilidad) PDFmabybryОценок пока нет
- 127 Cambio Manual 01X PDFДокумент36 страниц127 Cambio Manual 01X PDFFranTSBОценок пока нет
- Transmision Por EngranajesДокумент21 страницаTransmision Por EngranajesCely CelyОценок пока нет
- INSTRUCCIONES DE USO Y MANTENIMIENTO MOTORREDUCTORESesДокумент24 страницыINSTRUCCIONES DE USO Y MANTENIMIENTO MOTORREDUCTORESesAparicio NiveckОценок пока нет
- Tif Molino de BolasДокумент8 страницTif Molino de BolasJhonathan Leo Uchamaco NoaОценок пока нет
- Mantenimiento de diferencial: desarmado, componentes y funcionamientoДокумент14 страницMantenimiento de diferencial: desarmado, componentes y funcionamientoYordy AlvarezОценок пока нет
- Catalogo Repsol Grasas tcm13-46449 PDFДокумент24 страницыCatalogo Repsol Grasas tcm13-46449 PDFhenrry amadorОценок пока нет
- Linea de JabonДокумент10 страницLinea de Jabonmaria bastardoОценок пока нет
- Mecanismo DiferencialДокумент3 страницыMecanismo DiferencialjeinerОценок пока нет
- Manual HomeДокумент9 страницManual HomeJulian Santiago PerezОценок пока нет
- Motores de AviacionДокумент58 страницMotores de AviacionGuido Hernani LopezОценок пока нет
- Direccion A Las 4 RuedasДокумент16 страницDireccion A Las 4 RuedashieziОценок пока нет
- Low-voltage actuator installation guideДокумент14 страницLow-voltage actuator installation guideJorgeEstebanParadaMuñozОценок пока нет
- MoliendaДокумент2 страницыMoliendaperlsОценок пока нет
- Tecn 3eso Proy 1ev Puerta GarajeДокумент2 страницыTecn 3eso Proy 1ev Puerta GarajeArmando García TordesillasОценок пока нет