Вам также может понравиться
- Thermal BowingДокумент22 страницыThermal BowingPedro Dominguez DominguezОценок пока нет
- Pipeline Virtual Anchor Length Calculation (With PDF) - What Is PipingДокумент19 страницPipeline Virtual Anchor Length Calculation (With PDF) - What Is PipingMAHESH CHAND100% (1)
- Evaluation of Noise Vibration in Boilers at High LoadsДокумент76 страницEvaluation of Noise Vibration in Boilers at High Loadsdelta_scope100% (1)
- Common Causes of Bolted Joint LeakageДокумент2 страницыCommon Causes of Bolted Joint LeakageAnonymous avGU1iОценок пока нет
- Rayleigh-Taylor Instability - Wikipedia, The Free EncyclopediaДокумент8 страницRayleigh-Taylor Instability - Wikipedia, The Free EncyclopediaSantiago Márquez DamiánОценок пока нет
- 5.00 A Conundrum The Difficulties of Pipe Stress Analysis For Cold PipesДокумент17 страниц5.00 A Conundrum The Difficulties of Pipe Stress Analysis For Cold Pipesprabu2001Оценок пока нет
- Piping Stress Analysis Pipeline System in Offshore PlatformДокумент2 страницыPiping Stress Analysis Pipeline System in Offshore Platformgpskumar22100% (1)
- Cross Country Piping Stress AnalysisДокумент8 страницCross Country Piping Stress Analysisprabu2001Оценок пока нет
- Acoustically Induced Vibration Mitigations in Compressor Piping SystemsДокумент10 страницAcoustically Induced Vibration Mitigations in Compressor Piping SystemsaerosanthОценок пока нет
- Flexibility and Stress Analysis of Piping System Using Caesar II Case Study IJERTV3IS060582Документ5 страницFlexibility and Stress Analysis of Piping System Using Caesar II Case Study IJERTV3IS060582muhammad0umar-4100% (1)
- Ch6 Thermal Stress Analysis Sp16Документ34 страницыCh6 Thermal Stress Analysis Sp16Haidar YafieОценок пока нет
- Evaluation of Flanged Connections Due To Piping L.oaoДокумент9 страницEvaluation of Flanged Connections Due To Piping L.oaoSJОценок пока нет
- GRE Stress AnalysisДокумент5 страницGRE Stress AnalysistaufikОценок пока нет
- Design and Analysis of Piping System With Supports Using CAESAR-IIДокумент5 страницDesign and Analysis of Piping System With Supports Using CAESAR-IIincaurcoОценок пока нет
- Residual Stress in V Butt Joint2Документ9 страницResidual Stress in V Butt Joint2Suganya RajasekaranОценок пока нет
- Basis For Deciding Stress Critical LinesДокумент3 страницыBasis For Deciding Stress Critical LinesRomner Cordova100% (1)
- Application of Bellows Expansion Joints in Piping SystemДокумент5 страницApplication of Bellows Expansion Joints in Piping Systemjlcheefei9258Оценок пока нет
- Cold Springing (Cold Pull) In Piping SystemsДокумент5 страницCold Springing (Cold Pull) In Piping SystemsiaftОценок пока нет
- Caesar II Soil Modeler - American Lifelines Alliance - Intergraph CADWorx - Analysis PDFДокумент4 страницыCaesar II Soil Modeler - American Lifelines Alliance - Intergraph CADWorx - Analysis PDFSharun SureshОценок пока нет
- Pipe Work Damper Sept 02Документ7 страницPipe Work Damper Sept 02Manel MontesinosОценок пока нет
- Pipe Stress Engineering (PDFDrive) 5Документ1 страницаPipe Stress Engineering (PDFDrive) 5Darshan PanchalОценок пока нет
- FEA On ThermowellДокумент4 страницыFEA On Thermowellvaisakp777Оценок пока нет
- Distorsion Prevented by DesignДокумент3 страницыDistorsion Prevented by DesignMathew RodriguezОценок пока нет
- Jacketed Piping DesignДокумент6 страницJacketed Piping DesignManuel Vivian SouzaОценок пока нет
- L T Piping Engineering 3 Day ProgremmeДокумент352 страницыL T Piping Engineering 3 Day ProgremmenndhoreОценок пока нет
- Accoustic Induced Vibration-1Документ6 страницAccoustic Induced Vibration-1cpsankarОценок пока нет
- Modeling Spring Cans With FrictionДокумент1 страницаModeling Spring Cans With FrictionKirana SbОценок пока нет
- Pipe Size Schedule Wall Thickness ID Threadolet LG Max Length CL LengthДокумент2 страницыPipe Size Schedule Wall Thickness ID Threadolet LG Max Length CL LengthapgoslingОценок пока нет
- Pipe Stress AnalysisДокумент72 страницыPipe Stress AnalysisarvapoОценок пока нет
- (PSE) - PSA TrainingДокумент67 страниц(PSE) - PSA TrainingDenstar Ricardo SilalahiОценок пока нет
- H H Optimum 0,2: Instructions For Using NomogramДокумент4 страницыH H Optimum 0,2: Instructions For Using NomogrammithunjobsОценок пока нет
- SIF Pipe Stress ChecklistДокумент2 страницыSIF Pipe Stress ChecklistkparthypanОценок пока нет
- Celestine S BookДокумент231 страницаCelestine S BookJojo JosephОценок пока нет
- Pipeline Virtual AnchorДокумент15 страницPipeline Virtual AnchormaninventorОценок пока нет
- CSG Facility Pipe Support Options and Piping Stress AnalysisДокумент23 страницыCSG Facility Pipe Support Options and Piping Stress AnalysisDam VoОценок пока нет
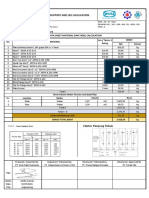
- Support and Leg Calculation: Data Sheet Material Dan Tabel CalculationДокумент3 страницыSupport and Leg Calculation: Data Sheet Material Dan Tabel CalculationliusОценок пока нет
- Caesar II WebinarsДокумент8 страницCaesar II Webinarsnirga100% (1)
- Modal Frequency Checking MethodДокумент4 страницыModal Frequency Checking MethodAfrizal ManafОценок пока нет
- Taller1 Hanger Sizing in CaesarДокумент37 страницTaller1 Hanger Sizing in CaesarAnkithОценок пока нет
- Installation Manual - Constant Spring Supports - Rev 2Документ17 страницInstallation Manual - Constant Spring Supports - Rev 2Tonthat QuangОценок пока нет
- Surge Analysis Alabama FacilityДокумент73 страницыSurge Analysis Alabama FacilityCONNOR MENSAH100% (1)
- Module 3 Pipeline Stress AnalysisДокумент80 страницModule 3 Pipeline Stress Analysisjames emirОценок пока нет
- Analytical Considerations The Code Qualification Piping SystemsДокумент17 страницAnalytical Considerations The Code Qualification Piping SystemsMahendra RathoreОценок пока нет
- Pipeline Stress Analysis With Caesar IiДокумент16 страницPipeline Stress Analysis With Caesar IiGohar ZamanОценок пока нет
- PE100 Sample CalculationДокумент2 страницыPE100 Sample Calculationrudiskw456Оценок пока нет
- Typical Arrangement of Air Cooler PipingДокумент4 страницыTypical Arrangement of Air Cooler Pipingvedadon100% (1)
- Test Report Long-Term Ring Bending Strain (SB)Документ4 страницыTest Report Long-Term Ring Bending Strain (SB)Diana QuinteroОценок пока нет
- Determine-The-Optimal-Span-Between-Pipe Supports-For-Thin-Walled-Piping-Systems PDFДокумент10 страницDetermine-The-Optimal-Span-Between-Pipe Supports-For-Thin-Walled-Piping-Systems PDFLuis Pereira PeñaОценок пока нет
- Reduction of Residual StressДокумент19 страницReduction of Residual StressSteve HornseyОценок пока нет
- 10 5923 J Jmea 20150501 05Документ10 страниц10 5923 J Jmea 20150501 05wajdiОценок пока нет
- 6.LII 2012 Residual-Stress SWDДокумент12 страниц6.LII 2012 Residual-Stress SWDDimitrios ManolakosОценок пока нет
- Chapter 9 Metallurgical Examination and Fractographic AnalysisДокумент10 страницChapter 9 Metallurgical Examination and Fractographic AnalysisIsmailBelguithОценок пока нет
- Effect of Weld Parameters On Residual Stress, Hardness and Microstructure of DissimilarДокумент11 страницEffect of Weld Parameters On Residual Stress, Hardness and Microstructure of DissimilarGabriel AguirreОценок пока нет
- Finite Element Model For The Effect of Heat Input & Speed On Residual Stress During WeldingДокумент6 страницFinite Element Model For The Effect of Heat Input & Speed On Residual Stress During WeldingInternational Journal of Application or Innovation in Engineering & ManagementОценок пока нет
- Distortion Analysis of Welded Stiffeners: O. A. VanliДокумент37 страницDistortion Analysis of Welded Stiffeners: O. A. VanlialiОценок пока нет
- Effect of External Load On Angular Distortion in Fillet WeldingДокумент8 страницEffect of External Load On Angular Distortion in Fillet Weldingsander willocxОценок пока нет
- Characterising the Effect of Springback on Mechanically Formed SteelДокумент4 страницыCharacterising the Effect of Springback on Mechanically Formed SteelpuneethudupiОценок пока нет
- Reducing The Distortion in Thin-Sheet Structures MДокумент6 страницReducing The Distortion in Thin-Sheet Structures MJose Marie Rmgrocks BatoОценок пока нет
- Bolted Conn. With Hot-Dip Galv. Steel Memb.Документ14 страницBolted Conn. With Hot-Dip Galv. Steel Memb.PaulОценок пока нет
- Control of Distortion in Thin Ship PanelsДокумент10 страницControl of Distortion in Thin Ship PanelsHaris HartantoОценок пока нет
- Bill Gates PDFДокумент26 страницBill Gates PDForiginalsinner7100% (2)
- Control of Distortion in Thin Ship PanelsДокумент10 страницControl of Distortion in Thin Ship PanelsHaris HartantoОценок пока нет
- Al MGДокумент6 страницAl MGHaris HartantoОценок пока нет
- Fast Picture Viewer Cheat SheetДокумент1 страницаFast Picture Viewer Cheat SheetmodisuryaharshaОценок пока нет
- Bill Gates PDFДокумент26 страницBill Gates PDForiginalsinner7100% (2)
- Iec 383Документ1 страницаIec 383rohitjhangraindiaОценок пока нет
- Chapter 05Документ11 страницChapter 05Sajid HanifОценок пока нет
- Pediatric Pinworm: Treatment & Education"TITLE"Adult Pinworm: Assessment & ManagementДокумент3 страницыPediatric Pinworm: Treatment & Education"TITLE"Adult Pinworm: Assessment & ManagementSaul0% (1)
- Role of DSS in RefineryДокумент24 страницыRole of DSS in Refineryramadoss_alwar7307100% (1)
- Advanced Manufacturing Technology 2-Marks Question and Answer Unit-IДокумент44 страницыAdvanced Manufacturing Technology 2-Marks Question and Answer Unit-IM.ThirunavukkarasuОценок пока нет
- Avantor Chemical Price List 2019-2020-J.T.BAKERДокумент54 страницыAvantor Chemical Price List 2019-2020-J.T.BAKERVikki PatelОценок пока нет
- Chapter 5 CasesДокумент21 страницаChapter 5 Casesejusdem generisОценок пока нет
- (2012) A Greenhouse Gas Accounting Tool For Palm Products (RSPO - PalmGHG Beta Version 1)Документ56 страниц(2012) A Greenhouse Gas Accounting Tool For Palm Products (RSPO - PalmGHG Beta Version 1)anon_369860093Оценок пока нет
- Improved Conductivity and Mechanism of Carrier Transport in Zinc Oxide With Embedded Silver LayerДокумент8 страницImproved Conductivity and Mechanism of Carrier Transport in Zinc Oxide With Embedded Silver LayerAbdul BasitОценок пока нет
- Tube InstallationДокумент49 страницTube InstallationgshdavidОценок пока нет
- 1 Auxilliary Equipment - US PricingДокумент132 страницы1 Auxilliary Equipment - US PricingOscar EspitiaОценок пока нет
- A Review On Development of Stereolithography (SLA) 3D Printing in Additive Manufacturing For Biomedical IndustryДокумент4 страницыA Review On Development of Stereolithography (SLA) 3D Printing in Additive Manufacturing For Biomedical IndustryFirdaus Mat SoibОценок пока нет
- 9.4.6 Goulds 320L Spec Sheet7313Документ7 страниц9.4.6 Goulds 320L Spec Sheet7313LeonelleОценок пока нет
- Waterproofing: Hydrostop 4 Py-SДокумент2 страницыWaterproofing: Hydrostop 4 Py-SPrashantBaruaОценок пока нет
- Spontaneous Combustion ConversionДокумент68 страницSpontaneous Combustion ConversionRizwan Ullah BaigОценок пока нет
- Cracking of Inconel 800H - SMRДокумент8 страницCracking of Inconel 800H - SMRkoyasrujanaОценок пока нет
- Recall Machine Design Past Board Cebu Mar 2011 11 PDFДокумент12 страницRecall Machine Design Past Board Cebu Mar 2011 11 PDFCMD100% (1)
- Lecture 4 - Reinforced Concrete - Bond, Development LengthДокумент55 страницLecture 4 - Reinforced Concrete - Bond, Development LengthChristopher PaladioОценок пока нет
- BS en 12396-2-1999Документ10 страницBS en 12396-2-1999DoicielОценок пока нет
- Sans 10137 2011Документ107 страницSans 10137 2011Pamps Mangampo50% (2)
- Surgical Nursing Calculation PracticesДокумент2 страницыSurgical Nursing Calculation PracticesJéssica OinonenОценок пока нет
- Catalysis Norskov 05 15 02Документ36 страницCatalysis Norskov 05 15 02Rafael Ricardo Celin ManceraОценок пока нет
- Steam Turbine ConstructionДокумент14 страницSteam Turbine ConstructionKamal Arab100% (4)
- E Booklet Feeding The ChakrasДокумент20 страницE Booklet Feeding The ChakrasVibrating PickleОценок пока нет
- Omeprazole: by Jennica Mae V. CuicoДокумент7 страницOmeprazole: by Jennica Mae V. Cuicoジェンニカ メイОценок пока нет
- Schunk Carbon Technology Sealring Bearing SiSiC SSiC EN PDFДокумент2 страницыSchunk Carbon Technology Sealring Bearing SiSiC SSiC EN PDFMUHAMMAD ASYRAAF BIN ANUARОценок пока нет
- Insect PestsДокумент164 страницыInsect PestsKenneth100% (11)
- II - ITP - Defect Work FabricationДокумент5 страницII - ITP - Defect Work Fabricationmohd as shahiddin jafriОценок пока нет
- Toxic Substances and Disease Registry MRLs for March 2016Документ16 страницToxic Substances and Disease Registry MRLs for March 2016KodeChandrshaekharОценок пока нет
- Square Duct Board Installation ManualДокумент4 страницыSquare Duct Board Installation ManualApurv GoyalОценок пока нет
- Urea MsdsДокумент5 страницUrea MsdsVinnyVidichiОценок пока нет