Вам также может понравиться
- RP623 03-2013 HResДокумент2 страницыRP623 03-2013 HResvangoetheОценок пока нет
- Manitowoc 4600 S4 Lubrication Guide PDFДокумент40 страницManitowoc 4600 S4 Lubrication Guide PDFnamduong368100% (1)
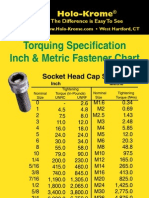
- Torque Data ChartДокумент2 страницыTorque Data CharttnchsgОценок пока нет
- Thread TablesДокумент22 страницыThread TablesMuthukumar VeerappanОценок пока нет
- Is 5749 - 1970 Specification For Ramshorn HooksДокумент17 страницIs 5749 - 1970 Specification For Ramshorn HookskalpanaadhiОценок пока нет
- Thread Standard BSPДокумент7 страницThread Standard BSPĐạt TrầnОценок пока нет
- Shackle Din 82101Документ1 страницаShackle Din 82101viahulОценок пока нет
- National Pipe Thread Chart OPT P PDFДокумент1 страницаNational Pipe Thread Chart OPT P PDFRoselio MayoОценок пока нет
- Hiab Sea Crane Brochure PDFДокумент8 страницHiab Sea Crane Brochure PDFAndree YudiОценок пока нет
- Cov Fast Stainless Steel Cat - 3rd Ed - Jun 09Документ116 страницCov Fast Stainless Steel Cat - 3rd Ed - Jun 09jaffliangОценок пока нет
- Hydraulic Fitting Thread Chart - Hydraulics DirectДокумент17 страницHydraulic Fitting Thread Chart - Hydraulics DirectprashantОценок пока нет
- Gin PoleДокумент51 страницаGin PoleKeith CuberoОценок пока нет
- Inch Series Dowel Pins: Mechanical PropertiesДокумент2 страницыInch Series Dowel Pins: Mechanical PropertieswilliaqОценок пока нет
- SOUTHLAND PIPE, Steel Pipe General Data Size Chart, Steel Pipe Sales, NationwideДокумент3 страницыSOUTHLAND PIPE, Steel Pipe General Data Size Chart, Steel Pipe Sales, Nationwidea769Оценок пока нет
- Preconisation Kerui2Документ12 страницPreconisation Kerui2zinouОценок пока нет
- Neral Notes On Engineering Hardware - FastenersДокумент45 страницNeral Notes On Engineering Hardware - Fastenersbrotaccristian100% (1)
- ER2 Owners ManualДокумент164 страницыER2 Owners ManualKito Canada100% (5)
- Determining Clearance and Interference Fits for CouplingsДокумент4 страницыDetermining Clearance and Interference Fits for Couplingsvilaschinke123Оценок пока нет
- BARNES Associated Spring Raymond 2010Документ260 страницBARNES Associated Spring Raymond 2010Francois LaroucheОценок пока нет
- Safety Catalog SOFAMEL 2011Документ80 страницSafety Catalog SOFAMEL 2011antegeia2222100% (3)
- Through Conduit Gate Valves Slab & ExpandingДокумент7 страницThrough Conduit Gate Valves Slab & ExpandingRockny310Оценок пока нет
- A9 002 Crane Support TruckДокумент2 страницыA9 002 Crane Support TruckalanparraОценок пока нет
- Groove GaugingДокумент3 страницыGroove GauginghshobeyriОценок пока нет
- Aot GG (350 Ton) Bottleneck ElevatorДокумент1 страницаAot GG (350 Ton) Bottleneck ElevatorCarlig Radu MihaiОценок пока нет
- Manual of Mud GunДокумент13 страницManual of Mud GunQC RegianОценок пока нет
- 5-0001 Wire Line Guide BJДокумент1 страница5-0001 Wire Line Guide BJJacekОценок пока нет
- Chapter 6 - Johnson Blocks - MetricДокумент46 страницChapter 6 - Johnson Blocks - MetricJc ElectroHidraulicos Sac0% (1)
- Thread Identification and Drill Chart: MetricДокумент1 страницаThread Identification and Drill Chart: MetricMOHANОценок пока нет
- Power Tong PartsДокумент16 страницPower Tong PartsSorinОценок пока нет
- Fleet Angle SignificanceДокумент13 страницFleet Angle SignificanceAshish Kumar JhaОценок пока нет
- HoistДокумент4 страницыHoistAnonymous 1qAH6CKCОценок пока нет
- Owner'S Manual For End Carriage: ECN11-2562-A40996A0000-KEДокумент10 страницOwner'S Manual For End Carriage: ECN11-2562-A40996A0000-KEmanafОценок пока нет
- 8008 ControlSwitches EK00 III enДокумент8 страниц8008 ControlSwitches EK00 III enLaurence Malanum100% (1)
- Flange Gasket SimulationДокумент23 страницыFlange Gasket Simulationapi-469023149Оценок пока нет
- Fluid Lines FittingsДокумент61 страницаFluid Lines FittingsVy ThoaiОценок пока нет
- Doutec ProductsДокумент13 страницDoutec Productshemispheretorqueweld100% (1)
- Metric BoltsДокумент52 страницыMetric BoltsDGW100% (1)
- Wheel Calculation IDEA Analyzes Wheel Material OptionsДокумент35 страницWheel Calculation IDEA Analyzes Wheel Material Optionsbambang satryojatiОценок пока нет
- Enerpac P-392 Service InstructionsДокумент8 страницEnerpac P-392 Service InstructionsSergio ReyesОценок пока нет
- Pad Eyes PDFДокумент1 страницаPad Eyes PDFPierluigiBusettoОценок пока нет
- Vibro InfigatorДокумент2 страницыVibro InfigatorDanielGabrielBaleaОценок пока нет
- Bolt CapacityДокумент2 страницыBolt CapacityMoonzeОценок пока нет
- Bridon Offshore ExplorationДокумент44 страницыBridon Offshore ExplorationAthox QhurienОценок пока нет
- How to Replace Wire Rope in 5 StepsДокумент7 страницHow to Replace Wire Rope in 5 StepsBistok MarbunОценок пока нет
- Sae J1231-2011Документ14 страницSae J1231-2011Ace LeeОценок пока нет
- Chapter02 ThimblesДокумент10 страницChapter02 ThimbleswernerrsaОценок пока нет
- Hydraulic PipingДокумент1 страницаHydraulic Pipingpandunugraha04Оценок пока нет
- Screw ForcesДокумент10 страницScrew ForceskasreedharОценок пока нет
- Calculating Yield & Tensile Strength - Portland BoltДокумент21 страницаCalculating Yield & Tensile Strength - Portland BoltKummareashvarОценок пока нет
- 13 Symbols DrawingsДокумент13 страниц13 Symbols DrawingsAlie AlbantaniОценок пока нет
- Premium Swivel Parts List for Oilfield DrillingДокумент15 страницPremium Swivel Parts List for Oilfield Drillinghebert perezОценок пока нет
- DIN 580 ISO 3266: Lifting Eye BoltsДокумент2 страницыDIN 580 ISO 3266: Lifting Eye BoltsbloggerparthiОценок пока нет
- Inch Socket Head Cap Screws Dimensions and SpecificationsДокумент16 страницInch Socket Head Cap Screws Dimensions and SpecificationsyauctionОценок пока нет
- Wire Ropes - Bridon Rope - BAC - TechnicalДокумент25 страницWire Ropes - Bridon Rope - BAC - TechnicalJose BijoyОценок пока нет
- MCM OIL TOOLS Cameron Style ChokesДокумент2 страницыMCM OIL TOOLS Cameron Style ChokesBodega 300150% (2)
- HeliCoil Insert Specs ImperialДокумент1 страницаHeliCoil Insert Specs ImperialAce Industrial SuppliesОценок пока нет
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965От EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerОценок пока нет
- Thread Identification Chart - Part 1Документ2 страницыThread Identification Chart - Part 1Ivan DuncanОценок пока нет
- Thread Identification ChartДокумент4 страницыThread Identification ChartIvan DuncanОценок пока нет
- Maryland Metrics: Technical Data ChartДокумент10 страницMaryland Metrics: Technical Data ChartchethanОценок пока нет
- The Test of English For Academic Purposes (TEAP) Impact Study: Report 1 - Preliminary Questionnaires To Japanese High School Students and TeachersДокумент47 страницThe Test of English For Academic Purposes (TEAP) Impact Study: Report 1 - Preliminary Questionnaires To Japanese High School Students and TeachersrefaeОценок пока нет
- Questions and Answers Parents English PDFДокумент20 страницQuestions and Answers Parents English PDFrefaeОценок пока нет
- The Test of English For Academic Purposes (TEAP) Impact Study: Report 1 - Preliminary Questionnaires To Japanese High School Students and TeachersДокумент47 страницThe Test of English For Academic Purposes (TEAP) Impact Study: Report 1 - Preliminary Questionnaires To Japanese High School Students and TeachersrefaeОценок пока нет
- SEPT Format English June 2011Документ2 страницыSEPT Format English June 2011M Fahrudin MunaОценок пока нет
- Sample Aptitude Test of MBA Karachi UniversityДокумент8 страницSample Aptitude Test of MBA Karachi Universityzeb593100% (6)
- Ilecsample PDFДокумент51 страницаIlecsample PDFrefaeОценок пока нет
- Reading Comprehension PracticeДокумент14 страницReading Comprehension PracticeVasantha Mallar60% (5)
- Testas: Sample QuestionsДокумент72 страницыTestas: Sample QuestionsrefaeОценок пока нет
- SEPT Format English June 2011Документ2 страницыSEPT Format English June 2011M Fahrudin MunaОценок пока нет
- Bulats Sample Paper - En001Документ32 страницыBulats Sample Paper - En001mome85Оценок пока нет
- Ket Handbook2007Документ54 страницыKet Handbook2007hugoysamy29Оценок пока нет
- EOC English 2 Pretest Session 1 PDFДокумент29 страницEOC English 2 Pretest Session 1 PDFrefaeОценок пока нет
- gr7 Reading PT PDFДокумент19 страницgr7 Reading PT PDFrefae100% (2)
- G9a PDFДокумент14 страницG9a PDFrefaeОценок пока нет
- English Language Exam - A2-B1Документ10 страницEnglish Language Exam - A2-B1dule8350% (2)
- TEA Guide For Students 2016Документ10 страницTEA Guide For Students 2016Crashed FailedОценок пока нет
- EP Rtep Qa PDFДокумент2 страницыEP Rtep Qa PDFrefaeОценок пока нет
- FDA General EnglishДокумент13 страницFDA General EnglishAshwin GowdaОценок пока нет
- ExamEssentials Advanced1 SampleTest 0 PDFДокумент2 страницыExamEssentials Advanced1 SampleTest 0 PDFrefaeОценок пока нет
- English II EOC 2015 Release Test PDFДокумент48 страницEnglish II EOC 2015 Release Test PDFrefae0% (1)
- English Language Exam - A2-B1Документ10 страницEnglish Language Exam - A2-B1dule8350% (2)
- NSW, Australia Driver Knowledge Test Questions CarДокумент94 страницыNSW, Australia Driver Knowledge Test Questions Carmesssi269Оценок пока нет
- Ela PDFДокумент35 страницEla PDFrefaeОценок пока нет
- Ela6 - Released 2009 English PDFДокумент27 страницEla6 - Released 2009 English PDFrefaeОценок пока нет
- CAE TestДокумент16 страницCAE TestLuB.100% (3)
- Cbest Practice Test: California Basic Educational Skills TestДокумент36 страницCbest Practice Test: California Basic Educational Skills Testross DowninОценок пока нет
- LAU English Entrance Exam Preparation GuideДокумент12 страницLAU English Entrance Exam Preparation GuidexiaomiredmiОценок пока нет
- ACTprep2013 2014 PDFДокумент64 страницыACTprep2013 2014 PDFrefae100% (1)
- Level 2 Sample Assessment Materials PDFДокумент31 страницаLevel 2 Sample Assessment Materials PDFrefaeОценок пока нет
- CNC Horizontal Drilling Machine for Steel Fabrication ShopsДокумент8 страницCNC Horizontal Drilling Machine for Steel Fabrication ShopsShashidhar ShashiОценок пока нет
- Cutting Tool Applications: by George Schneider, Jr. CmfgeДокумент9 страницCutting Tool Applications: by George Schneider, Jr. CmfgeburakОценок пока нет
- Threaded Rod: Available Size Model Max Service Load (KN) Property Class Tolerance Class Screw Thread Metric Size D (MM)Документ1 страницаThreaded Rod: Available Size Model Max Service Load (KN) Property Class Tolerance Class Screw Thread Metric Size D (MM)PERVEZ AHMAD KHANОценок пока нет
- Secondary or Machining ProcessДокумент49 страницSecondary or Machining ProcessHar QuinОценок пока нет
- Book Parts E-WE 1204-55 INGДокумент138 страницBook Parts E-WE 1204-55 INGricardo assaf marchetiОценок пока нет
- ThreadingДокумент8 страницThreadingVivek SDОценок пока нет
- Control Panel CAT C15 FFHДокумент3 страницыControl Panel CAT C15 FFHGamal El Deen KamalОценок пока нет
- Pipe Thread Size ChartДокумент3 страницыPipe Thread Size ChartarizweruОценок пока нет
- Bolts - SlidesДокумент133 страницыBolts - SlidesImran BabarОценок пока нет
- Cable Glands Cross ReferenceДокумент8 страницCable Glands Cross ReferenceUrip S. Setyadji100% (1)
- Standard of Depth of Cut for External ThreadingДокумент3 страницыStandard of Depth of Cut for External ThreadingNaren SomaruОценок пока нет
- Tightening Torques PDFДокумент1 страницаTightening Torques PDFlaweenceОценок пока нет
- Phoroptor Parts Manual, 2009Документ23 страницыPhoroptor Parts Manual, 2009gersonbartoloОценок пока нет
- E&s Report Prakash .MДокумент43 страницыE&s Report Prakash .MShrigith SОценок пока нет
- BrokeragesДокумент24 страницыBrokeragesCariza BitongОценок пока нет
- CNC PROGRAM FOR 3/4 BSPT NUTДокумент294 страницыCNC PROGRAM FOR 3/4 BSPT NUTNemikumar Gandhi100% (1)
- Npat 2Документ2 страницыNpat 2aaaОценок пока нет
- ROSCA AMERICANA GROSSA (UNC) – SPECS FOR UNC THREAD SIZESДокумент1 страницаROSCA AMERICANA GROSSA (UNC) – SPECS FOR UNC THREAD SIZESromuloacОценок пока нет
- Manual (PDF) - InventorCAM TURNINGДокумент170 страницManual (PDF) - InventorCAM TURNINGИгорь ПлугатырёвОценок пока нет
- 7 Threading ToolsДокумент28 страниц7 Threading ToolsMehdy HosseiniОценок пока нет
- Catalogo CovalcaДокумент109 страницCatalogo CovalcaCarlo MonsalveОценок пока нет
- Catalogo de Equipos de Medicion de Roscas 2Документ27 страницCatalogo de Equipos de Medicion de Roscas 2HERNANDO CASTILLOОценок пока нет
- BSP Vs NPT Thread - Knowledge - Yuyao Jiayuan Hydraulic Fitting FactoryДокумент5 страницBSP Vs NPT Thread - Knowledge - Yuyao Jiayuan Hydraulic Fitting FactorySalahiddin AbuselmiyaОценок пока нет
- Better Homes & Gardens 8 Cube Organizer ENДокумент26 страницBetter Homes & Gardens 8 Cube Organizer ENTenny SupОценок пока нет
- Asme B18.31.3-2014Документ14 страницAsme B18.31.3-2014vijay pawar100% (1)
- Hardware List: Description Part No. Description Part NoДокумент24 страницыHardware List: Description Part No. Description Part NoRuud Bakker100% (1)
- Tapping Screw Performance Specifications: Greenslade & Company, IncДокумент22 страницыTapping Screw Performance Specifications: Greenslade & Company, Inco_l_0Оценок пока нет
- British Standard PipeДокумент3 страницыBritish Standard PipeskluxОценок пока нет
- Bolts Non-Structural (A-307) A325 A449 A490 Rivets (Obsolete)Документ40 страницBolts Non-Structural (A-307) A325 A449 A490 Rivets (Obsolete)claudio perez prietoОценок пока нет
- UN Thread Chart PDFДокумент3 страницыUN Thread Chart PDFDeepan GovindasamyОценок пока нет