Вам также может понравиться
- IETEC Gestão de Projetos em Obras PúblicasДокумент2 страницыIETEC Gestão de Projetos em Obras PúblicasLindgrenОценок пока нет
- Perspectivas para Os Gerentes de Projetos em Ambientes de Incertezas Na IntegraДокумент5 страницPerspectivas para Os Gerentes de Projetos em Ambientes de Incertezas Na IntegraLindgrenОценок пока нет
- Absenteísmo nas EmpresasДокумент42 страницыAbsenteísmo nas EmpresasLindgrenОценок пока нет
- TEMA - Jun 04 - Manuseio de Líquidos InflamáveisДокумент2 страницыTEMA - Jun 04 - Manuseio de Líquidos InflamáveisLindgrenОценок пока нет
- A Importancia Da Psicologia Positiva No Desenvolvimento Da Equipe Pelo Gerente de ProjetosДокумент12 страницA Importancia Da Psicologia Positiva No Desenvolvimento Da Equipe Pelo Gerente de ProjetosLindgrenОценок пока нет
- TEMA - Fev 04 - Manuseio de FerramentasДокумент2 страницыTEMA - Fev 04 - Manuseio de FerramentasLindgrenОценок пока нет
- Artigo Valdenir ChristoДокумент25 страницArtigo Valdenir ChristoLindgrenОценок пока нет
- Conhecimento Inovacao e SustentabilidadeДокумент1 страницаConhecimento Inovacao e SustentabilidadeLindgrenОценок пока нет
- Guia para Elaboracao de Fichas CatalograficasДокумент5 страницGuia para Elaboracao de Fichas CatalograficasLindgrenОценок пока нет
- Gestão de pessoas e absenteísmo na indústria automobilísticaДокумент11 страницGestão de pessoas e absenteísmo na indústria automobilísticaCastelo Branco100% (1)
- Os 10 Mandamentos Do SocorristaДокумент2 страницыOs 10 Mandamentos Do SocorristaLindgrenОценок пока нет
- Exaustao Insulflamento Ambiente ConfinadoДокумент3 страницыExaustao Insulflamento Ambiente ConfinadojunioroswaldoОценок пока нет
- TEMA - Jul 04 - Prevençao de QuedasДокумент3 страницыTEMA - Jul 04 - Prevençao de QuedasLindgrenОценок пока нет
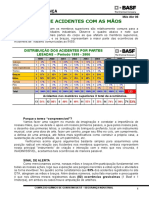
- TEMA - Abr 06 - Prevençao de Acidentes Com As MaosДокумент2 страницыTEMA - Abr 06 - Prevençao de Acidentes Com As MaosLindgrenОценок пока нет
- Fique Atento A Vidro QuebradoДокумент2 страницыFique Atento A Vidro QuebradoLindgrenОценок пока нет
- Cuidados com baterias de veículosДокумент2 страницыCuidados com baterias de veículosLindgrenОценок пока нет
- Prevenção de QuedasДокумент3 страницыPrevenção de QuedasLindgrenОценок пока нет
- Recipiente, Liquidos InflamáveisДокумент2 страницыRecipiente, Liquidos InflamáveisLindgrenОценок пока нет
- Poeira ExplosivaДокумент2 страницыPoeira ExplosivaLindgrenОценок пока нет
- Quase AcidentesДокумент2 страницыQuase AcidentesLindgrenОценок пока нет
- Clima Brasileiro e Os EcossistemasДокумент9 страницClima Brasileiro e Os EcossistemasLindgrenОценок пока нет
- Como Podemos Prevenir IncêndioДокумент2 страницыComo Podemos Prevenir IncêndioLindgrenОценок пока нет
- Curso de Especialista em Qual Automotiva Modular Com MASPДокумент1 страницаCurso de Especialista em Qual Automotiva Modular Com MASPLindgrenОценок пока нет
- Exaustao Insulflamento Ambiente ConfinadoДокумент3 страницыExaustao Insulflamento Ambiente ConfinadojunioroswaldoОценок пока нет
- Curso de Especialista em Qual Automot 8 Junho 2015Документ1 страницаCurso de Especialista em Qual Automot 8 Junho 2015LindgrenОценок пока нет
- Curso de Especialista em Qual Automotiva - Mar-Abr 2015Документ1 страницаCurso de Especialista em Qual Automotiva - Mar-Abr 2015LindgrenОценок пока нет
- PLANTASINVASORASIIДокумент34 страницыPLANTASINVASORASIILindgrenОценок пока нет
- Aula Inicial Parte 01 1-LibreДокумент17 страницAula Inicial Parte 01 1-LibreLindgrenОценок пока нет
- CBCunha Tese Livre-Docencia RoteirizacaoДокумент12 страницCBCunha Tese Livre-Docencia RoteirizacaoLindgrenОценок пока нет
- AR F.21 - Lista de Partidas em Aberto Do ClienteДокумент4 страницыAR F.21 - Lista de Partidas em Aberto Do ClienteValdevy PiresОценок пока нет
- Evk 214 N2Документ7 страницEvk 214 N2Mauricioss2313 Soares100% (2)
- Tutorial A Prova de Idiotas Pra Fazer Seu GH3Документ3 страницыTutorial A Prova de Idiotas Pra Fazer Seu GH3Gray FullbusterОценок пока нет
- Trabalho de PesquisaДокумент4 страницыTrabalho de PesquisaElvis FgОценок пока нет
- Controlador de Válvula Digital FIELDVUE DVC6200 Da Fisher: ÍndiceДокумент108 страницControlador de Válvula Digital FIELDVUE DVC6200 Da Fisher: ÍndiceRicardo RodriguesОценок пока нет
- Carta ABES val. 15.06.24Документ5 страницCarta ABES val. 15.06.24Júnio JorgeОценок пока нет
- Curso Livre - AutoCAD 2018 - Professional - Senac São PauloДокумент3 страницыCurso Livre - AutoCAD 2018 - Professional - Senac São PauloDenner Melo FreitasОценок пока нет
- Exercícios Resolvidos: Raiz ComplexaДокумент4 страницыExercícios Resolvidos: Raiz ComplexaDiego OliveiraОценок пока нет
- Como Aplicar A LGPD em Sua Organização - Sandro OliveiraДокумент250 страницComo Aplicar A LGPD em Sua Organização - Sandro OliveiraThiago Mele Marketing DigitalОценок пока нет
- Cor Das VelasДокумент5 страницCor Das VelasJoaquimCSBarbosaОценок пока нет
- Acesso AVA UNIPACДокумент26 страницAcesso AVA UNIPACTALITA ELOAH GUERRA COUVEAОценок пока нет
- Propagação via satélite em Banda KuДокумент20 страницPropagação via satélite em Banda KuIsrael FrankeОценок пока нет
- Aula 8Документ12 страницAula 8Nelson Hosten AliОценок пока нет
- ABAA - Depreciação Do Ativo Fixo - Depreciação ExtraordiáriaДокумент4 страницыABAA - Depreciação Do Ativo Fixo - Depreciação ExtraordiáriaLaura NunesОценок пока нет
- CA Magazine Mai03 CasasinteligentesДокумент1 страницаCA Magazine Mai03 Casasinteligentessandro868Оценок пока нет
- Grade Curricular Direito USP PDFДокумент1 страницаGrade Curricular Direito USP PDFpgn999Оценок пока нет
- AtalhosДокумент13 страницAtalhosJuliana CardosoОценок пока нет
- SKF SNL 3044 G + C 3044 SpecificationДокумент5 страницSKF SNL 3044 G + C 3044 SpecificationHenrique FrancoОценок пока нет
- Banco de Dados I - Transações e Controle de ConcorrênciaДокумент39 страницBanco de Dados I - Transações e Controle de Concorrênciamfomoura1Оценок пока нет
- Segurança Cibernética - Propriedades e PrincípiosДокумент63 страницыSegurança Cibernética - Propriedades e PrincípiosTriploc MarquesОценок пока нет
- Recomendações de carteiras criptoДокумент3 страницыRecomendações de carteiras criptoLeonardo Maia de ÁvilaОценок пока нет
- Switch 3comДокумент13 страницSwitch 3comThais RamosОценок пока нет
- Peças Sulcador Beija-FlorДокумент7 страницPeças Sulcador Beija-FlorVadinho BenezОценок пока нет
- Manual de Instruções TopAcesso - MP04801-01Документ264 страницыManual de Instruções TopAcesso - MP04801-01paivapaivaОценок пока нет
- QuickStart Miotec-V5Документ13 страницQuickStart Miotec-V5Lucas KleinОценок пока нет
- Informática Aplicada à ModaДокумент47 страницInformática Aplicada à ModaRejane WronowskiОценок пока нет
- Slides01 DesenvolvimentoWebДокумент43 страницыSlides01 DesenvolvimentoWebFelipe TardivoОценок пока нет
- Transações BasisДокумент24 страницыTransações Basis20jgas09Оценок пока нет
- Gabarito Oficial de InformáticaДокумент16 страницGabarito Oficial de InformáticaNatália GabrielaОценок пока нет
- Cronograma Da OBMEP - Documentos GoogleДокумент56 страницCronograma Da OBMEP - Documentos GoogleMarilia MottaОценок пока нет