Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- 2000 Evtm RangerДокумент121 страница2000 Evtm RangertheclockworkОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Stoichiometric ProblemsДокумент2 страницыStoichiometric ProblemsJep Balisi PayusanОценок пока нет
- Case Study-Temperature & Humidity Mapping Study & Qualification of A Cold Room in QatarДокумент3 страницыCase Study-Temperature & Humidity Mapping Study & Qualification of A Cold Room in QatarVacker Group UAE100% (1)
- General Instruction Manual - Bosch RexrothДокумент64 страницыGeneral Instruction Manual - Bosch Rexrothvalgorunescu@hotmail.comОценок пока нет
- File 40 - Doors and WindowsДокумент44 страницыFile 40 - Doors and WindowsdvduronОценок пока нет
- FD3 Turbine (PDF Library)Документ19 страницFD3 Turbine (PDF Library)l75aukkanen100% (3)
- Pig Launching & Receiving ProcedersДокумент5 страницPig Launching & Receiving ProcedersZipora Alin Elita Esther100% (1)
- Reducing Welding Defects in Turnaround Projects Lean Six SigmaДокумент15 страницReducing Welding Defects in Turnaround Projects Lean Six SigmaLuis Eduardo Arellano100% (3)
- Project Title:: Checklist For PlasteringДокумент2 страницыProject Title:: Checklist For Plasteringalfie100% (6)
- Pengendalian ProsesДокумент1 страницаPengendalian ProsesZipora Alin Elita EstherОценок пока нет
- 07 - Simulation of Natural Gas Processing PDFДокумент7 страниц07 - Simulation of Natural Gas Processing PDFZipora Alin Elita EstherОценок пока нет
- Physical Gas TreatmentДокумент43 страницыPhysical Gas TreatmentZipora Alin Elita EstherОценок пока нет
- Hydrocarbons RecoveryДокумент38 страницHydrocarbons RecoveryZipora Alin Elita EstherОценок пока нет
- Pig LaunchingДокумент2 страницыPig LaunchingChinonso OnuoraОценок пока нет
- Simulation of Natural Gas ProcessingДокумент7 страницSimulation of Natural Gas ProcessingZipora Alin Elita EstherОценок пока нет
- Engineering Note NTC and PTC Thermistors: Vishay DaleДокумент3 страницыEngineering Note NTC and PTC Thermistors: Vishay DaleDiabloОценок пока нет
- Sas 11Документ7 страницSas 11Lyn Joy Corong LeoninОценок пока нет
- Process Technology Division: Food Supply Brewery & Beverages TechnologyДокумент8 страницProcess Technology Division: Food Supply Brewery & Beverages TechnologyR.ArumugamОценок пока нет
- Ipg 2016 Investor Day PresentationДокумент122 страницыIpg 2016 Investor Day PresentationyaacovОценок пока нет
- Electrical Maintenance VRM Shutdown Activities PlanДокумент1 страницаElectrical Maintenance VRM Shutdown Activities Planabay firewОценок пока нет
- Datasheet, Drawings & QAP For Pressure Relief Valve DN400 PN16-LBC - 180920 PDFДокумент4 страницыDatasheet, Drawings & QAP For Pressure Relief Valve DN400 PN16-LBC - 180920 PDFYogesh GawadeОценок пока нет
- Instructions For Use Tau Clave 3000 Vacuum: Tau Steril S.N.C Via Gorizia, 6/a Fino Mornasco (CO)Документ14 страницInstructions For Use Tau Clave 3000 Vacuum: Tau Steril S.N.C Via Gorizia, 6/a Fino Mornasco (CO)soufianeОценок пока нет
- Hotpoint Hv7l 1451 ManualДокумент16 страницHotpoint Hv7l 1451 ManualValeriu GinghinaОценок пока нет
- IS 3513 (Part-3) 1989Документ15 страницIS 3513 (Part-3) 1989Asian Test EquipmentsОценок пока нет
- Study On Branchment Degree Zimm-Stockmayer 2014 - ZahraNajarzadeh PDFДокумент165 страницStudy On Branchment Degree Zimm-Stockmayer 2014 - ZahraNajarzadeh PDFFaroikDahmchiОценок пока нет
- Modern Equipment Ladles Brochure 6 14 PDFДокумент20 страницModern Equipment Ladles Brochure 6 14 PDFCristian Osorio RonquiloОценок пока нет
- Linear Drying Shrinkage of Concrete Masonry Units: Standard Test Method ForДокумент6 страницLinear Drying Shrinkage of Concrete Masonry Units: Standard Test Method ForSalim ChahidОценок пока нет
- Manual Gavita Pro 750e - 1000e de EU V15-51 HRДокумент8 страницManual Gavita Pro 750e - 1000e de EU V15-51 HRwhazzup6367Оценок пока нет
- SUFIXOS FAG - SKF GrandesДокумент4 страницыSUFIXOS FAG - SKF GrandesWaldir Bento De Portugal BeserraОценок пока нет
- DEVISE - Industrial HIGH-RATE - Brochure - r1Документ2 страницыDEVISE - Industrial HIGH-RATE - Brochure - r1mesratiОценок пока нет
- Biomass Technology OverviewДокумент28 страницBiomass Technology Overviewbdeol267% (3)
- Liezl E. Valiente - Soil Chemistry and PollutionДокумент37 страницLiezl E. Valiente - Soil Chemistry and PollutionLiezl ValienteОценок пока нет
- Model 400A Hydrocarbon Analyzer: Instruction ManualДокумент90 страницModel 400A Hydrocarbon Analyzer: Instruction ManualFB'ne Khoriq Ragil DwОценок пока нет
- Asme GT2005-68799 PDFДокумент9 страницAsme GT2005-68799 PDFJeeEianYannОценок пока нет
- 10 Important Questions and Answers About Temperature Sensing Using Thermocouple SensorsДокумент3 страницы10 Important Questions and Answers About Temperature Sensing Using Thermocouple SensorsVignesh RajanОценок пока нет
- Aisi 3215Документ1 страницаAisi 3215luis_dominguezeОценок пока нет
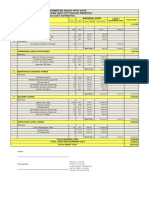
- EstimateДокумент1 страницаEstimateAlemar Soriano MalintadОценок пока нет