Вам также может понравиться
- N-0076 - Materiais de Tubulação para Instalações de Refino e TransporteДокумент358 страницN-0076 - Materiais de Tubulação para Instalações de Refino e TransportekirlanianoОценок пока нет
- N 0115Документ75 страницN 0115Henrique ReisОценок пока нет
- N 0009Документ21 страницаN 0009JorlandoОценок пока нет
- N-0013 - Requisitos Técnicos para Serviços de PinturaДокумент27 страницN-0013 - Requisitos Técnicos para Serviços de PinturakirlanianoОценок пока нет
- N 0012Документ10 страницN 0012Lélio Celso AraújoОценок пока нет
- Parte IIДокумент43 страницыParte IIkirlanianoОценок пока нет
- Parte IVДокумент76 страницParte IVkirlanianoОценок пока нет
- Aula 07Документ42 страницыAula 07kirlanianoОценок пока нет
- Parte IДокумент41 страницаParte IkirlanianoОценок пока нет
- Parte IIIДокумент82 страницыParte IIIkirlanianoОценок пока нет
- Aula 05Документ69 страницAula 05kirlanianoОценок пока нет
- Aula 06Документ15 страницAula 06kirlanianoОценок пока нет
- Aula 03Документ17 страницAula 03kirlanianoОценок пока нет
- Aula 04Документ41 страницаAula 04kirlanianoОценок пока нет
- Aula 01Документ14 страницAula 01kirlanianoОценок пока нет
- NBR ISO 12176 - 2 - 2017 - Tubos e Conexões Plásticas - Equipamentos para Uniões Por Solda em Sistema de Polietileno Parte 2-EletrofusãoДокумент29 страницNBR ISO 12176 - 2 - 2017 - Tubos e Conexões Plásticas - Equipamentos para Uniões Por Solda em Sistema de Polietileno Parte 2-EletrofusãokirlanianoОценок пока нет
- Aula 02Документ32 страницыAula 02kirlanianoОценок пока нет
- Cap 4Документ126 страницCap 4kirlanianoОценок пока нет
- Aula 00Документ16 страницAula 00kirlanianoОценок пока нет
- Cap 1Документ124 страницыCap 1Milton AlvesОценок пока нет
- Protocolo FinalДокумент3 страницыProtocolo FinalkirlanianoОценок пока нет
- Cap 2 PDFДокумент139 страницCap 2 PDFMilton AlvesОценок пока нет
- Hidrometalurgia e Eletrometalurgia - 1 AulaДокумент30 страницHidrometalurgia e Eletrometalurgia - 1 Aulawalllll4564637468Оценок пока нет
- NBR ISO 12176 1-2017 - Tubos e Conexões Plásticas - Equipamentos para Uniões de Solda em Sistema de PolietilenoДокумент29 страницNBR ISO 12176 1-2017 - Tubos e Conexões Plásticas - Equipamentos para Uniões de Solda em Sistema de PolietilenokirlanianoОценок пока нет
- Cap 2 PDFДокумент139 страницCap 2 PDFMilton AlvesОценок пока нет
- Cap 1Документ124 страницыCap 1Milton AlvesОценок пока нет
- RDias-Teste Hidrostatico PDFДокумент45 страницRDias-Teste Hidrostatico PDFMarceloGaia77Оценок пока нет
- Tabela de Traços de Concreto Do Caldas BrancoДокумент1 страницаTabela de Traços de Concreto Do Caldas Brancokirlaniano100% (1)
- Processos 20eletroqu c3 Admicos 20em 20metalurgiaДокумент2 страницыProcessos 20eletroqu c3 Admicos 20em 20metalurgiakirlanianoОценок пока нет
- RDias HidraulicaДокумент14 страницRDias HidraulicakirlanianoОценок пока нет
- Ti Aula 13 14 Dilatac3a7c3a3o Tc3a9rmica e FlexibilidadeДокумент34 страницыTi Aula 13 14 Dilatac3a7c3a3o Tc3a9rmica e FlexibilidadePedro Henrique FrayОценок пока нет
- Termodinamica Macroscopica1980 PDFДокумент226 страницTermodinamica Macroscopica1980 PDFJüvinal Pasiensia Simu DeitОценок пока нет
- Atividade. EQUILIBRIO QUIMICOДокумент4 страницыAtividade. EQUILIBRIO QUIMICOGu TrevisanОценок пока нет
- Ficha Tecnica N 38 Exutor de Fumo PDFДокумент2 страницыFicha Tecnica N 38 Exutor de Fumo PDFAlberto BastosОценок пока нет
- Texto 2 - Materiais - CA1 PDFДокумент17 страницTexto 2 - Materiais - CA1 PDFEmílio Augusto de Queiroz VeloisОценок пока нет
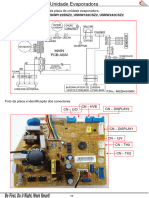
- Esquemas Eletricos LG InverterДокумент11 страницEsquemas Eletricos LG InverterEli DiasОценок пока нет
- Aulas 11-12Документ30 страницAulas 11-12camila_alecio2328Оценок пока нет
- PDF 2014 Apostila Split Inverter LGPDF - CompressДокумент47 страницPDF 2014 Apostila Split Inverter LGPDF - CompressOlney Joner100% (1)
- Termodinâmica - ExercíciosДокумент4 страницыTermodinâmica - ExercíciosLaissa Cancelier Negoseki0% (1)
- TERMOLOGIAДокумент20 страницTERMOLOGIAJéssica MouraОценок пока нет
- Dados Tecnicos R 452a Gas ServeiДокумент3 страницыDados Tecnicos R 452a Gas ServeiLuizvictor 66Оценок пока нет
- Física - 1º SemДокумент2 страницыFísica - 1º SemAna Paula Lopes RagonhaОценок пока нет
- 10 Compactação de Solos00981zДокумент10 страниц10 Compactação de Solos00981zKaio CesarОценок пока нет
- Estados Físicos. Pontos de Fusao - EbulicaoДокумент18 страницEstados Físicos. Pontos de Fusao - Ebulicaonuno espanholОценок пока нет
- Guia Indice Da Politropica Bancada EnsaioДокумент15 страницGuia Indice Da Politropica Bancada EnsaioJoão RibeiroОценок пока нет
- Cap.18 - Lista de Exercícios 3 - TermodinâmicДокумент9 страницCap.18 - Lista de Exercícios 3 - TermodinâmicvaldirОценок пока нет
- Avaliacao de Metodos de Protecao para TaДокумент156 страницAvaliacao de Metodos de Protecao para TamayckonrmОценок пока нет
- Destilação FracionadaДокумент2 страницыDestilação FracionadaJúlia TeixeiraОценок пока нет
- SEBENTA - FISICA - Compressed PDFДокумент76 страницSEBENTA - FISICA - Compressed PDFPedro Rafael Afonso Afonso100% (1)
- Preparação para Exame PQ-I - IC-OETДокумент7 страницPreparação para Exame PQ-I - IC-OETAnonymous oIzsPuОценок пока нет
- ME Massa Específica Teórica Máxima e Densidade de Misturas Asfálticas para Pav - qNOQ7Y3Документ17 страницME Massa Específica Teórica Máxima e Densidade de Misturas Asfálticas para Pav - qNOQ7Y3Leonardo AlvesОценок пока нет
- Manual Treinamento Portugues VALEO 036-00112-000 Rev02 PDFДокумент176 страницManual Treinamento Portugues VALEO 036-00112-000 Rev02 PDFRodrigo Souza100% (7)
- Edição 799 On Line 19 10 12Документ17 страницEdição 799 On Line 19 10 12Atos_e_FatosОценок пока нет
- Roteiro para Projeto de Um Radiador AutomotivoДокумент3 страницыRoteiro para Projeto de Um Radiador AutomotivoPedro Ricardo Beer PiresОценок пока нет
- Software Gráfico e Analítico para A Carta Psicrométrica Do ArДокумент11 страницSoftware Gráfico e Analítico para A Carta Psicrométrica Do ArPamela Antunes PereiraОценок пока нет
- Catalogo Comercial VRF Xpower DC Inverter CarrierДокумент2 страницыCatalogo Comercial VRF Xpower DC Inverter CarrierAprendiz do ArОценок пока нет
- Apostila Transfer en CIA de Calor 2011 ResumoДокумент35 страницApostila Transfer en CIA de Calor 2011 Resumoerley_adrianoОценок пока нет
- Orientacoes Curriculares Fisica FGB 2o TRI 2023Документ29 страницOrientacoes Curriculares Fisica FGB 2o TRI 2023Charles APОценок пока нет