Академический Документы
Профессиональный Документы
Культура Документы
Automatización de Empresas
Загружено:
Hugo Perez SalgadoАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Automatización de Empresas
Загружено:
Hugo Perez SalgadoАвторское право:
Доступные форматы
INSTITUTO TECNOLGICO DEL SUR DE
GUANAJUATO
INGENIERA ELECTRONICA
MATERIA:
Automatizacin de empresas
DOCENTE:
DR. Carlos Alberto Fuentes Hernndez
TTULO:
Sistemas de produccin
Automatizacin de sistemas de produccin
Labor manual en sistemas de produccin
Principios de automatizacin y estrategias
Grupo
Sptimo Semestre
CARRERA:
Electrnica
Uriangato, Guanajuato, 12 de agosto del 2016.
Ingeniera Electrnica
INSTITUTO TECNOLGICO DEL SUR DE
GUANAJUATO
INGENIERA ELECTRONICA
Contenido
Sistemas de produccin .................................................................................................................................. 3
1.1.1 Las instalaciones. ............................................................................................................................... 3
1.1.2 Sistemas de soporte de manufacturacin. .......................................................................................... 7
Automatizacin de sistemas de produccin .................................................................................................. 10
1.2.1 Sistemas de manufactura automatizados. ....................................................................................... 10
1.2.2 Sistemas de soporte de manufactura computarizada. ...................................................................... 12
1.2.3 Razones para automatizar. ............................................................................................................... 13
Labor manual en sistemas de produccin ..................................................................................................... 14
1.3.1 Trabajo manual en las operaciones de la fbrica. ............................................................................ 14
1.3.2 La mano de obra en la industria en apoyo a los sistemas de fabricacin ........................................ 16
Principios de automatizacin y estrategias ................................................................................................... 17
1.4.1 El principio USA ............................................................................................................................. 17
1.4.2 Las estrategias .................................................................................................................................. 18
1.4.3 Estrategia de migracin de automatizacin ..................................................................................... 20
Referencias.................................................................................................................................................... 22
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
Sistemas de produccin
1.1.1 Las instalaciones.
Las instalaciones en el sistema de produccin de la fbrica, las mquinas de produccin y herramientas,
material equipos de manipulacin, equipos de inspeccin, y los sistemas informticos que controlan las
operaciones de fabricacin. Las instalaciones tambin incluyen el diseo de la planta, que es la forma en que
el equipo est dispuesto fsicamente en la fbrica.
El equipo est por lo general organizado en agrupaciones lgicas, y nos referimos a estas disposiciones
relativas al equipo y los trabajadores que operan como los sistemas de produccin en fbrica, pueden ser
individuales clulas de trabajo que consta de una sola mquina de produccin y de trabajo asignados a esa
mquina. Por supuesto, uno de los factores ms importantes que determinan el tipo de fabricacin es el tipo
de productos que estn hechos.
La cantidad producida por una fbrica tiene una influencia muy significativa en sus instalaciones y el modo
de fabricacin se organiza. La cantidad de produccin refiere al nmero de unidades de una parte
determinada o un producto producido anualmente por la planta. Las cantidades anuales de productos o piezas
producidas en una fbrica determinada pueden ser clasificado en diferentes rangos:
1. Bajo la produccin; Las cantidades en el intervalo de 1 a 1000 unidades por ao.
2. Produccin Medio: Las cantidades en el intervalo de 100 a 10.000 unidades al ao.
3. De alta produccin; Las cantidades de produccin son de 10.000 millones de unidades
Los lmites entre los tres rangos son un tanto arbitraria (sentencia del autor). Dependiendo de los tipos de
productos que estamos tratando. Estos lmites ARN por un cambio orden de magnitud o por lo Algunas
plantas producen una variedad de diferentes tipos de productos, cada tipo que se realizan en baja o medianas
cantidades.
Otras plantas se especializan en alta produccin de un solo tipo de producto. Existe una correlacin inversa
entre la variedad de productos y la cantidad de produccin en trminos de operaciones de la fbrica. Cuando
la variedad de productos es alta, la cantidad de produccin tiende a ser bajo; y viceversa. Las plantas de
fabricacin tienden especializarse en una combinacin de cantidad de produccin y la variedad de productos
que se encuentra en algn dentro de la banda diagonal.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
Los productos pueden ser diferentes, pero la magnitud de las diferencias puede ser pequea o grande.
Empresas motrices produce automviles con dos o tres placas de identificacin diferentes en la misma planta
de montaje, aunque los estilos de carrocera y otras caractersticas de diseo son casi los mismos. En
diferentes plantas la misma empresa de automviles construye camiones pesados.
Hagamos uso de los trminos "duro" y "suave" para describir estas diferencias en la variedad de productos.
La variedad de productos Hurd es cuando los productos difieren sustancialmente. En un producto
ensamblado, la variedad duro se caracteriza por una baja proporcin de las partes comunes entre los
productos; en muchos casos, no hay comn partes. La diferencia entre un coche y un camin es difcil.
La variedad de productos blandos es cuando hay slo pequeas diferencias entre los productos tales como
las diferencias entre los modelos de automviles realizados en la misma lnea de produccin. Hay una alta
proporcin de partes comunes entre montado productos cuya variedad es suave.
Cantidad de produccin
El tipo de instalacin de produccin por lo general asociado con la gama cantidad de 1 a 100 unidades / ao
es el taller de trabajo, lo que hace que pequeas cantidades de productos especializados y personalizados. El
producto, arco suelen ser complejas, tales como cpsulas espaciales, aviones y maquinaria especial.
La produccin de taller de trabajo tambin puede incluir la fabricacin de las partes componentes de los
productos. Pedidos de clientes para este tipo de artculos son a menudo especial, y la repeticin de rdenes
puede no ocurrir nunca.
Un taller de trabajo debe estar diseado para una mxima flexibilidad para hacer frente a la parte ancha y
variaciones de los productos encontrados (del tipo de producto). Si el producto es grande y pesado, y por lo
tanto difcil de mover en la fbrica, que por lo general permanece en una nica ubicacin, por lo menos
durante su montaje final. Los trabajadores y equipos de procesamiento son aplicadas al producto, en lugar
de mover el producto al equipo. Este tipo de disposicin se conoce como un esquema de posicin fija
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
La Figura 1.3 Diferentes tipos de distribucin de la planta: (a) el diseo de posicin fija, (B) el diseo de
proceso (c) la disposicin celular, y (d) el diseo del producto.
Cantidad de produccin media
En la gama de la cantidad media (100 10000 unidades anualmente), se distinguen dos diferentes tipos de
instalacin, dependiendo de la variedad de productos. Cuando la variedad de productos es difcil, el enfoque
tradicional es por produccin de lotes, es decir que se hace un lote de un producto y despus de lo cual la
instalacin se cambia para producir un lote del siguiente producto, y as sucesivamente. Los pedidos de cada
producto se repiten con frecuencia.
La velocidad de produccin del equipo es mayor que la tasa de demanda de cualquier tipo de producto nico
y por lo que el mismo equipo se puede compartir entre varios productos. El cambio entre lotes de produccin
lleva tiempo. Llamado el tiempo de configuracin o el tiempo de cambio. Es el momento de cambiar los
tiles y de configurar y reprogramar la maquinaria. En esto se pierde tiempo de produccin, que es una
desventaja de la produccin de lotes, la produccin por lotes se utiliza comnmente en situaciones de
fabricacin contra de valores, en el cual los artculos se fabrican para reponer el inventario que se ha agotado
gradualmente por la demanda.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
Un enfoque alternativo para la produccin de alcance medio es posible si la variedad de productos es suave.
En este caso, los cambios extensos entre un estilo de producto y el siguiente no pueden ser requeridos. A
menudo es posible configurar el equipo para que los grupos de partes o productos similares se puedan hacer
en el mismo equipo sin prdida de tiempo significativo para los cambios. El procesamiento o ensamblaje de
las diferentes piezas o productos se lleva a cabo en las clulas que consiste en varias estaciones de trabajo o
maquinas. El trmino manufactura celular a menudo es asociado con este tipo de produccin. Cada celda
est diseada para producir una variedad limitada de configuraciones de piezas, cada clula se especializa
en la produccin de un conjunto dado de partes o productos similares, de acuerdo con los principios de la
tecnologa de grupo (captulo 15). El diseo se llama: diseo celular representada en la figura 1.3 (c)
Alta Produccin
El rango de la alta cantidad (10.000 millones de unidades al ao) se refiere a menudo como el musgo de
produccin. La situacin se caracteriza por una alta tasa de demanda del producto y la planta de produccin
se dedica a la fabricacin de que las categoras de masa. La produccin puede ser distinguida: 1.- la
produccin en cantidad y 2.- La produccin de la lnea de flujo. La produccin antily implica la produccin
en serie de piezas individuales en piezas individuales de equipo.
El mtodo de produccin implica tpicamente mquinas estndar (estampacin, prensas) equipados con
herramientas especiales (por ejemplo, dispositivos de manipulacin de materiales), en efecto, dedicando el
equipo 10 la produccin de un tipo de pieza. La disposicin tpica utilizada en la produccin en cantidad es
el diseo del proceso.
La produccin de la lnea de flujo consiste en varias estaciones de trabajo dispuestas en secuencia, y las
piezas o conjuntos se mueven fsicamente a travs de la secuencia para completar el producto.
Las estaciones de trabajo consisten en mquinas de produccin y / o trabajadores equipados especializados,
herramientas especializadas. La coleccin de estaciones est diseada especficamente para el producto para
maximizar eficiencia. El diseo se llama diseo producto 11, y las estaciones de trabajo estn dispuestas en
usar lnea larga, o en una serie de segmentos de lnea conectados.
El trabajo es usualmente movido entre las estaciones de transportador motorizado. En cada estacin, una
pequea cantidad del trabajo total se completa en cada unidad de producto.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
El ejemplo ms familiar de produccin de la lnea de flujo es la lnea de montaje, asociado con productos
tales como automviles y electrodomsticos. El caso puro de la produccin de la lnea de flujo es donde no
hay variacin en los productos fabricados en la lnea.
Cada producto es idntico, y la lnea 10 se conoce como una sola lnea de produccin del modelo. Sin
embargo, para comercializar con xito un producto dado, a menudo es necesario introducir variaciones
modelo para que clientes individuales puedan elegir el estilo exacto y las opciones que les atraen, de una
produccin punto de vista, las diferencias de modelo representan un caso de la variedad de productos
blandos, el trmino mixt-modet produccin se aplica a aquellas situaciones donde hay variedad suave en el
producto fabricados en la lnea.
El montaje de automviles moderno es un ejemplo. Los coches vienen de la lnea de montaje, tiene
variaciones en las opciones y recorte representacin de los diferentes modelos (y en muchos casos, diferentes
placas de identificacin) del mismo diseo bsico coche.
Gran parte de nuestra discusin de las instalaciones tipo UF de produccin se resume en la figura 1.4, que
aade detalles a la figura 1.2 mediante la identificacin de los tipos de instalaciones de produccin, planta y
diseos utilizados. Como muestra la figura, existe cierta superposicin entre los diferentes tipos de
instalaciones.
1.1.2 Sistemas de soporte de manufacturacin.
Para operar las lneas de produccin eficientemente una compaa de tener organizacin para el diseo del
proceso y equipamiento, planeacin y control de las ordenes de produccin y satisfacer los requerimientos
de calidad. Son llevadas a cabo por sistemas de soporte de manufactura por los que una empresa gestiona
sus operaciones de produccin. A travs de ellos planean y controlan el proceso a travs de la fbrica. El
soporte de manufactura es un ciclo de actividades de procesamiento de informacin como se muestra en la
imagen 1.3. El ciclo de procesamiento de informacin puede ser descrito por cuatro funciones:
1.- Funciones de negocio.
2.- Diseo de producto.
3.- Planeacin de manufactura.
4.- Control de manufactura.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
Imagen 1.3 El ciclo de procesamiento de informacin en una tpica firma de manufactura.
Funciones de negocio.
Las funciones de la empresa son los principales medios de comunicacin.
Se incluyen en esta categora las ventas y el marketing, la previsin de ventas, orden de entrada, la
contabilidad de costes y facturacin de los clientes.
El fin de producir un producto normalmente se origina en el cliente y procede a la empresa a travs del
departamento de ventas y marketing .
La produccin estar en una de las siguientes formas:
(l) Una orden para la fabricacin de un artculo al cliente de especificaciones
(2) Un pedido de un cliente para comprar uno o ms de los productos
(3) Una orden interna de la empresa basada en una previsin de la demanda futura del producto.
Diseo de producto.
Si el producto se puede fabricar para el diseo del cliente, los diseos habrn sido proporcionados al cliente.
El producto es para ser producido a las especificaciones del cliente.
Si el producto es propiedad de la empresa es su responsabilidad su desarrollo y diseo.
Para llevar a cabo el diseo del producto podran incluir la investigacin, el desarrollo, la ingeniera de
diseo, elaboracin, y un prototipo.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
Planificacin de manufactura.
La informacin y documentacin que constituyen el diseo del producto desemboca en la funcin de
planificacin de la fabricacin.
El procesamiento de la informacin actividades de planificacin de la fabricacin incluye la planificacin
del proceso.
La planificacin del proceso consiste en determinar la secuencia de las operaciones de procesamiento y
montaje individuales necesarios para producir la pieza.
Los departamentos de ingeniera de fabricacin y de ingeniera industrial son responsables de la
planificacin de los procesos y tcnicas relacionados.
La planificacin de fabricacin incluye: logstica y planificacin.
El programa maestro de produccin es una lista de los productos estn hechos, se basa en planificar las
materias primas que se debern de comprar revisar el almacenamiento de piezas todo deve ser solicitados
a los proveedores, la planificacin de los recursos de mano de obra y de la mquina de la empresa.
Control de manufactura.
Control de fabricacin se ocupa en la gestin y el control de las operaciones fsicas en la fbrica para poner
en prctica los planes de fabricacin
El flujo de informacin es desde la planificacin hasta control.
Incluido control de inventario, y control de calidad, ofertas de control de planta con el problema de la
supervisin del progreso del producto
La misin de control de calidad es asegurar que la calidad del producto y sus componentes cumplan con las
normas especificadas por el diseador del producto. Para cumplir su misin, el control de calidad depende
de las actividades de inspeccin realizadas en la fbrica en varias ocasiones durante la fabricacin del
producto, las materias primas y partes componentes.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
Automatizacin de sistemas de produccin
1.2.1 Sistemas de manufactura automatizados.
Llevan a cabo operaciones tales como el procesamiento, montaje, inspeccin o manipulacin de materiales,
en algunos casos llevar a cabo ms de una de estas operaciones en el mismo sistema. Se llaman
automatizados porque realizan sus operaciones con un nivel reducido de la participacin humana en
comparacin con el proceso manual correspondiente. Ejemplos de sistemas de fabricacin automatizados
incluyen:
Mquinas herramientas automatizadas que procesan piezas
Lneas de transferencia que realizan una serie de operaciones de mecanizado
Los sistemas de montaje automatizadas
Sistemas de fabricacin que utilizan robots industriales para llevar a cabo operaciones de procesamiento o
ensamblaje
Los sistemas automticos de manipulacin de materiales y almacenamiento para integrar las operaciones
de fabricacin
Los sistemas de inspeccin automtica de control de calidad
Los sistemas automatizados de fabricacin se pueden clasificar en tres tipos bsicos (para nuestros propsitos
en esta introduccin, se explora el tema de la automatizacin con mayor profundidad en el captulo 3): (1)
la automatizacin fija. (2) de automatizacin programable, y (3) la automatizacin flexible.
La automatizacin fija
La automatizacin fija es un sistema en el cual la secuencia de las operaciones de proceso est determinada
por la configuracin del equipo. Esta secuencia de operaciones usualmente es simple. Las caractersticas
principales de la automatizacin fija son:
Alta inversin inicial para el equipo de diseo personalizado
Altas tasas de produccin
Relativamente inflexible en la variedad de productos deseados
La justificacin econmica de la automatizacin fija se encuentra en productos con altas razones de demanda
y volumen. El alto costo inicial del equipo se puede distribuir entre un gran nmero de piezas, haciendo as
el costo unitario atractivo en comparacin con otros mtodos de produccin. Dos ejemplos de este tipo de
automatizacin incluyen las lneas mecanizadas de ensamble y las lneas de transferencia de maquinado.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
En la automatizacin programable el equipo de produccin es diseado con la capacidad de cambiar la
secuencia de operaciones para dar cabida a diferentes productos, la secuencia de funcionamiento es
controlada por un programa de instrucciones codificadas para que puedan ser ledos e interpretados por el
sistema.
Existen nuevos programas que se preparan y se introducen en el equipo para producir nuevos productos, se
caracterizan por ser de automatizacin programable
Las partes o productos se hacen tpicamente en lotes. Para producir cada nuevo lote de un producto diferente.
El sistema debe ser reprogramado con el conjunto de instrucciones de mquina que se corresponden con el
nuevo producto.
La configuracin fsica de la mquina debe tambin ser cambiado. Las herramientas deben estar cargadas.
Los accesorios deben estar conectados a la mesa de la mquina. Este procedimiento de cambio lleva tiempo.
En consecuencia, el ciclo tpico de un determinado producto incluye un perodo durante el cual la instalacin
y la reprogramacin se llevan a cabo
Automatizacin flexible.
Automatizacin flexible es una extensin de la automatizacin programable
Un sistema automatizado flexible es capaz de producir una variedad de piezas o (productos) prcticamente
sin prdida de tiempo para los cambios de un estilo al siguiente.
No hay tiempo de produccin perdido mientras que la reprogramacin del sistema y la modificacin fsica
(accesorios, maquina, ajustes).
Por consiguiente el sistema puede producir varias combinaciones lo que hace posible la automatizacin
flexible, es que las diferencias entre las partes procesadas por el sistema.
Es un caso de variedad suave. De modo que la cantidad de cambio es mnima. Las caractersticas de
flexibilidad de automatizacin pueden ser resumidas como sigue.
Alta inversin para un sistema de diseo personalizado
Produccin contina de mezclas variables de productos
La tasa de produccin media
Flexibilidad para hacer frente a las variaciones de diseo de productos
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
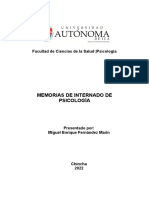
Ejemplos de automatizacin flexible (Son los sistemas de fabricacin flexibles para realizar operaciones de
mecanizado que se remontan a finales de 1960). Las posiciones relativas de los tres tipos de automatizacin
para diferentes volmenes de produccin variedades de productos como se muestran en la Figura 1.7.
Automatizacin
Programable
PRODUCCIN
Automatizacin
EN
Flexible
VARIEDAD
La automatizacin
Fija
100
100,000
1, 000,000
PRODUCCIN EN CANTIDAD
Figura 1.7
1.2.2 Sistemas de soporte de manufactura computarizada.
La automatizacin de los sistemas de manufactura esta dirigido a reducir la cantidad de esfuerzo manual
realizado en el diseo de un producto. El control y la planeacin de manufactura, y las funciones de la
empresa. Casi todos los sistemas de soporte modernos de manufactura implementados usan computadoras,
en efecto , las tecnologas computacionales son usadas para implementar la automatizacin en los sistemas
de manufactura en una fbrica, el termino CIM (computer integrated manufacturing) denota el uso
generalizado de las sistemas de computacin para disear los productos, el plan de produccin, control de
operaciones, y realizar varias funciones de procesamiento de informacin necesario en la manufactura de la
empresa .
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
La fabricacin asistida por ordenador, implementa el uso de sistemas informticos para realizar funciones
relacionadas con la fabricacin. Tales como la planificacin de procesos.
CIM (manufactura integrada por computadora) implica la informacin de procesamiento de las actividades
que ofrecen los datos y los conocimientos para producir el producto.
Las cuatro funciones bsicas de soporte de fabricacin son:
Funciones de negocio
Diseo de producto
Planificacin de fabricacin
Control de fabricacin
Estas cuatro funciones forman un ciclo de eventos que deben acompaar las actividades de produccin fsica.
1.2.3 Razones para automatizar.
Las empresas se comprometen en proyectos de automatizacin en la fabricacin integrada por ordenador por
una variedad de buenas razones. Algunas de las razones usadas para justificar la automatizacin son las
siguientes:
1.- Para aumentar la productividad del trabajo. La automatizacin de una operacin de fabricacin por lo
general aumenta la tasa de produccin y la productividad laboral.
2.- Para reducir los costos laborales, una mayor inversin en la automatizacin se ha convertido en
econmicamente justificable para reemplazar las operaciones manuales.
3.- Para mitigar los efectos de la escasez de mano de obra. Hay una escasez general de mano de obra en
muchos pases avanzados, y esto ha estimulado el desarrollo de las operaciones automatizadas como un
sustituto de la mano de obra.
4.- Para reducir o eliminar rutinas manuales o tareas de oficina. Un argumento es que las operaciones tiene
un valor social en las operaciones que son rutinarias, aburridas, fatigosas y posiblemente molestas. La
automatizacin mejora el nivel general de condiciones de trabajo.
5.- Para mejorar la seguridad de los trabajadores, la automatizacin de una operacin dada transfiere al
trabajador, de una participacin activa en el proceso a un rol de monitoreo, o remueve al trabajador de la
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
operacin en conjunto, hace el trabajo ms seguro la seguridad y el bienestar fsico del trabajador se ha
convertido en un objetivo nacional.
6.- Mejora la calidad del producto .La automatizacin no solo resulta en grandes tazas de produccin de
operaciones manuales, sino que tambin lleva a cabo un proceso de fabricacin con mayor uniformidad y en
conformidad con las especificaciones de calidad.
7. Para reducir el tiempo de espera de fabricacin la automatizacin ayuda a reducir el tiempo de transcurso
entre la orden del cliente y la entrega del producto proporcionando una competitiva y ventajosa para futuras
rdenes de fabricante.
8. Para llevar a cabo procesos que no se pueden hacer manualmente. Estos procesos requieren precisin la
miniaturizacin o la complicidad de la geometra que no se puede lograr manualmente. Ejemplos incluyen
Ciertas operaciones de fabricacin de circuito integrado proceso de prototipo rpido. Basado con modelos
grficos computarizados y mecanizados de complejo definido matemticamente que esta revertida mediante
el control numrico por ordenador.
9. Para evitar el alto costo de no automatizar. Hay una importante ventaja competitiva adquirida en la
automatizacin de una planta de fabricacin la ventaja no puede ser fcilmente demostradas en la
autorizacin del proyecto de una empresa, la automatizacin a menudo aparece de forma inesperada para
obtener una foto mejora de calidad y para tener una mejor imagen de la empresa.
Labor manual en sistemas de produccin
1.3.1 Trabajo manual en las operaciones de la fbrica.
No se puede negar que la tendencia a largo plazo en la industria manufacturera va hacia un mayor uso de las
mquinas automatizadas para sustituir la labor manual. Esto ha sido as a lo largo de la historia de la
humanidad, y hay muchas razones para creer que la tendencia continuar. Se ha hecho posible mediante la
aplicacin de los avances en la tecnologa para las operaciones de la fbrica. En paralelo, y a veces en
conflicto. Con esta tendencia impulsada por la tecnologa son los temas de economa que continan para
encontrar razones para el empleo de mano de obra en las operaciones de fabricacin.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
Sin duda una de las realidades econmicas actuales en el mundo es que hay pases con la mano de obra
promedio con tasas suficientemente bajas, donde la mayora de los proyectos de automatizacin son
imposibles de justificar la base de la reduccin de costes.
Al momento de escribir, estos pases son Mxico, China y la mayora de los pases del sudeste asitico. Con
la reciente aprobacin del Tratado de Libre Comercio de Amrica del Norte (TLC), el continente de Amrica
del Norte se ha convertido en una piscina de trabajo grande. Dentro de este grupo, la tasa laboral de Mxico
es un orden de magnitud menor que en los Estados Unidos.
Para los ejecutivos de las corporaciones de U.S. la toma de decisiones en una ubicacin de la fbrica o la
externalizacin del trabajo, esto es una realidad econmica que se debe tener en cuenta. Adems de la
cuestin del tipo de mano de obra, hay otras razones, en ltima instancia, sobre la base de la economa, que
hacen que la mano de obra en una alternativa viable a la automatizacin. Los seres humanos poseen ciertos
atributos que les dan una ventaja sobre las mquinas en ciertas situaciones y ciertos tipos o tareas. La Tabla
1.1 muestra las fortalezas y atributos de los seres humanos y mquinas relativas. Una serie de situaciones
puede ser enumerada en la que el trabajo manual por lo general se prefiere a la automatizacin:
La tarea es demasiado tecnolgicamente difcil de automatizar. Hay ciertas tareas que son muy difcil (ya
sea tecnolgicamente o econmicamente) de automatizar. Las razones de la dificultad incluyen:
(1) problemas con el acceso fsico al lugar de trabajo.
(2) las adaptaciones necesarias en la tarea.
(3) requisitos de destreza manual.
(4) exige la coordinacin mano-ojo.
Se utiliza mano de obra para realizar el resto en estos casos. Para ejemplos incluyen: lneas de montaje final,
donde muchas operaciones de recorte final se llevan a cabo por los trabajadores humanos. Si el producto
debe ser diseado e introducido en un corto perodo de tiempo para cumplir con una ventana a corto plazo
de oportunidades en el mercado, o si se prev que el producto estar en el mercado durante un perodo
relativamente corto, a continuacin, un mtodo de fabricacin diseado en torno trabajo manual permite un
lanzamiento del producto mucho ms rpido que lo hace un mtodo automatizado.
Herramientas para la produccin manual puede ser fabricado en mucho menos tiempo y con un coste mucho
menor que las herramientas de automatizacin comparables.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
Producto personalizado
Si el cliente requiere un elemento nico en su tipo con caracterstica nica, el trabajo manual puede tener la
ventaja de que el recurso de produccin adecuado debido a su versatilidad y adaptabilidad. Los seres
humanos son ms flexibles que cualquier mquina
Automatizado para alzas y bajas de produccin.
De la demanda Los cambios en la demanda de un producto que introducir los cambios en los niveles de
salida de produccin Tales cambios se realizan con mayor facilidad cuando la mano de obra se utiliza como
medio de produccin. Un sistema de fabricacin automatizado tiene un costo fijo asociado a su inversin. Si
se reduce el gasto, que los costos fijos se impartir durante un menor nmero de unidades, lo que eleva el
costo unitario del producto.
1.3.2 La mano de obra en la industria en apoyo a los sistemas de fabricacin
En la fabricacin de las funciones de apoyo. Muchas de las instrucciones de la rutina y de oficina pueden ser
tareas automatizadas mediante sistemas informticos. Ciertas actividades de planificacin de la produccin
son mejores consumado que con un equipo de empleados.
Entre los requerimientos materiales la (MRP, Seccin 26.2) es un ejemplo para la planificacin de
necesidades de material , liberacin de las rdenes para componentes y materias primas basadas en el plan
maestro de produccin de productos. En los sistemas modernos de produccin. el ordenador se utiliza como
una ayuda en la realizacin de prcticamente todas las actividades de apoyo a la fabricacin de los productos,
el diseador humano sigue siendo para todo el trabajo creativo.
El sistema CAD es una tambin un ordenador que asiste y amplifica los talentos creativos de los diseadores
asi como los sistemas de planificacin de arco utilizado por los ingenieros de fabricacin, en estos ejemplos,
los seres humanos son componentes integrales en el operacin de la fabricacin y de las funciones de apoyo
y los sistemas asistidos por ordenador, estos sistemas CAD y CAM raramente operan completamente en
modo automtico. Es muy poco probable que nunca se dejen de ser necesarios los seres humanos en los
sistemas de apoyo a la fabricacin, no importa cmo sean los sistemas automatizados se necesitan personas
para hacer la toma de decisiones.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
Principios de automatizacin y estrategias
1.4.1 El principio USA
Principio de los ESTADOS UNIDOS DE AMERICA principio de los ESTADOS UNIDOS DE AMERICA
es sentido comn para proyectos de automatizacin. Procedimientos similares se han sugerido en la literatura
de comercio de fabricacin y automatizacin, pero ninguno tiene un ttulo ms cautivante que ste. Estados
Unidos representa:
1.- Comprender el proceso existente.
2.- Simplificar el proceso.
3.- Automatizar el proceso.
Una declaracin de principios de los Estados Unidos apareci en un artculo APICS 4. El artculo se refiere
a implementacin de planificacin de recursos empresariales (ERP, seccin 26.6), pero el enfoque de
Estados Unidos es tan general que es aplicable a casi cualquier proyecto de automatizacin. Pasando por
cada paso del procedimiento para un proyecto de automatizacin de hecho puede revelar que simplifica el
proceso es suficiente y no es necesaria la automatizacin.
Entender el proceso existente. El propsito evidente del primer paso en el acercamiento de Estados Unidos
debe comprender el proceso actual en todos sus detalles. Cules son las entradas? Cules son las salidas?
Qu sucede exactamente a la unidad de trabajo entre la entrada y salida? Cul es la funcin del proceso
de? Cmo para agregar valor al producto? Cules son las operaciones rio arriba y rio abajo en la secuencia
de produccin, y se pueden combinar con el proceso bajo consideracin?
APICS = produccin americana y sociedad de control de inventario.
Algunas de las herramientas bsicas de grficos utilizadas en mtodos de anlisis son tiles en este sentido,
como la tabla de proceso de operacin y el diagrama de flujo de proceso 5. Aplicacin de estas herramientas
al proceso existente proporciona un modelo del proceso que puede ser analizado y buscado puntos dbiles
(y fuertes). El nmero de pasos en el proceso, el nmero y ubicacin de las inspecciones, el nmero de
movimientos y demoras experimentados por la unidad de trabajo y el tiempo pasar en almacenamiento de
informacin con ser comprobada por estas tcnicas de grficos.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
Modelos matemticos del proceso tambin pueden ser tiles para indicar las relaciones entre los parmetros
de entrada y salida de variables. Cules son las variables de salida importante? Cmo son estas variables
de salida afectadas por las entradas al proceso, tales como propiedades de los materiales materia prima,
proceso de configuracin, parmetros y condiciones ambientales de funcionamiento? Esta informacin
puede ser valiosa en la identificacin de qu salida necesitan de variables que se medirn para fines de
retroalimentacin y en la formulacin de algoritmos para control automtico de procesos.
Simplificar el proceso. Una vez que se entiende el proceso existente, puede comenzar la bsqueda de
maneras de simplificar. A menudo se trata de una lista de preguntas sobre el proceso existente. Cul es el
propsito de este paso o este transporte? Es necesario este paso? Se puede eliminar este paso? Se utiliza
la tecnologa ms apropiada en este paso? Cmo se puede simplificar este paso? Existen pasos innecesarios
en el proceso que podra eliminarse sin apartarse de la funcin?
Algunas de las diez estrategias de automatizacin y sistemas de produccin son aplicables para tratar de
simplificar el proceso. Pueden combinarse pasos? Los pasos pueden ser realizados simultneamente?
Pasos integrable en una lnea de produccin manual?
Automatizar el proceso. Una vez que el proceso se ha reducido a su forma ms simple, puede considerarse
automatizacin. Las formas posibles de automatizacin incluyen los mencionados en las diez estrategias
discutidas en la seccin siguiente. Una estrategia de migracin de automatizacin podra implementarse para
un nuevo producto que todava no lo ha demostrado a s mismo.
1.4.2 Las estrategias
El primer paro para Estados Unidos, es la realizacin de un buen objetivo de la automatizacin para realizar
a acabo.
Existen 10 estrategias para as realizar una buena automatizacin, lo cual se plantaron desde el ao de 1980.
Nos referimos a ellos como estrategias para sistemas de automatizacin y produccin debido a que algunos
de ellos son aplicables si el procesos un candidato para la automatizacin o simplemente para la
simplificacin
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
1. Las operaciones de Speciattzauon, lo cual la primera estrategia implica el uso de fines especiales
equipos diseados para realizar una operacin con la mayor eficiencia posible.
2. Las Operaciones combinadas, requiere docenas o incluso cientos, de pasos de procesamiento. La
estrategia de implica la combinacin de estrategias y operaciones. Esto a su vez lo que produce es el
reducir el nmero de mquinas para las operaciones.
3. Las operaciones simultneas. Una extensin lgica de la estrategia de operaciones combinado es
llevar a cabo de forma simultnea las operaciones que se combinan en una estacin de trabajo. En
efecto, dos o ms de tratamiento (o ensamblaje) las operaciones se llevan a cabo simultneamente en
la misma pieza a trabajar. Reduciendo as el tiempo de procesamiento total.
4. Integracin de las operaciones. Otra estrategia consiste en vincular varias estaciones de trabajo un
nico mecanismo integrado, utilizando dispositivos de manipulacin de trabajo automatizados para
transferir piezas entre estaciones. En efecto, esto reduce el nmero de mquinas separadas a travs
del cual se debe programar el producto. Con ms de una estacin de trabajo. Varias partes se pueden
procesar de forma simultnea, lo que aumenta la salida global del sistema.
5. Aumento de la flexibilidad. Esta estrategia intenta lograr la mxima utilizacin de los equipos para
situaciones de talleres de trabajo y de volumen medio utilizando el mismo equipo para una variedad
de partes o productos. Esto implica el uso de los conceptos de automatizacin flexibles. principales
objetivos son reducir el tiempo de preparacin y tiempo de programacin para la mquina de
produccin.
6. Mejora de la manipulacin de materiales y almacenamiento. Los beneficios tpicos incluyen el
trabajo en proceso y plazos de fabricacin ms cortos se reducen.
7. Inspeccin en lnea, la inspeccin de la calidad del trabajo que se realiza tradicionalmente despus
de que el proceso se completa. Este proceso permite correcciones en el proceso como se fabrica el
producto. Esto reduce la chatarra.
8. control y optimizacin de procesos. Esto incluye una amplia gama de esquemas de controles
destinados a operar los procesos individuales y equipos asociados de manera ms eficiente. Por esta
estrategia, los tiempos de proceso individuales pueden reducirse y el producto mejor la calidad.
9. Operaciones de planta de control. Mientras que la estrategia anterior se refiere al control del proceso
de fabricacin individual, esta estrategia tiene que ver con el control a nivel de planta. Se trata de
gestionar y coordinar las operaciones de agregados en la planta de manera ms eficiente. Su puesta
en prctica por lo general implica un alto nivel de equipo.
10. Ordenador integrado. Tomando la anterior estrategia de una sola planta mayor.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
1.4.3 Estrategia de migracin de automatizacin
Debido a las presiones competitivas en el mercado, una empresa a menudo tiene que introducir un nuevo
producto en el menor tiempo posible. Como se mencion anteriormente, la manera ms fcil y menos costosa
de lograr este objetivo es disear un mtodo de produccin manual, usando una secuencia de estaciones de
trabajo que funcionan independientemente. El utillaje para un mtodo manual puede ser fabricado de forma
rpida y permitir un najo costo. Si se requiere ms de un conjunto de estaciones de trabajo para hacer el
producto en el caso de ser necesario, entonces la clula manual es replicarlos tantas veces sea necesario para
satisfacer la demanda. Si el producto resulta ser insuficiente y la alta demanda futura se anticipa, entonces
tiene sentido para la empresa para automatizar produccin. Las mejoras se realizan despus en fases. Muchas
compaas tienen una estrategia de migracin de automatizacin: es decir, un plan formalizado para la
evolucin de la fabricacin del sistema, que se utiliza para producir nuevos productos ya que la demanda
crece. Una estrategia tpica de la automatizacin es la siguiente:
Fase 1: la produccin manual utilizando clulas tripuladas de una estacin que opera de forma
independiente. Esto se utiliza para la introduccin del nuevo producto por las razones que ya se
mencion: rpido y de bajo coste de las herramientas.
Fase 2 La produccin automatizada utiliza clulas automatizadas de la estacin que operan de forma
independiente. Como la demanda del producto crece, y se hace evidente que la automatizacin se
puede justificar, a continuacin, las estaciones individuales estn automatizadas para reducir la tasa
de produccin de mano de obra y su aumento. Las unidades de trabajo de arco todava se movan
entre estaciones de trabajo de forma manual.
Fase 3: automatizado integrado de produccin utilizando un sistema automatizado de estaciones
mltiples con operaciones en serie y transferencia automatizada de unidades de trabajo entre
estaciones. Cuando la empresa es la certeza de que el producto ser producido en cantidades masivas
durante varios aos, a continuacin, la integracin de la nica estacin clulas automatizadas tienen
cobertura para reducir an ms la mano de obra y aumentar la produccin de tarifa.
Esta estrategia se ilustra en la Figura 1.9. Los detalles de la estrategia de migracin de automatizacin varan
de empresa a empresa, en funcin de los tipos de productos que fabrican y la fabricacin de procesos que
realizan. Sin embargo, las empresas de fabricacin bien gestionadas han usado la estrategia de migracin de
automatizacin.
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
Las ventajas de una estrategia de este tipo incluyen:
Permite la introduccin del nuevo producto en el menor tiempo posible, ya que la produccin de las
clulas basadas en estaciones de trabajo manuales son los ms fciles de disear y poner en prctica.
Permite la automatizacin para introducirse gradualmente (en las fases previstas), ya que la demanda
del producto crece, se realizan cambios de ingeniera en el producto, y se deja que el tiempo haga un
trabajo meticuloso en el diseo del sistema de fabricacin automatizado.
Se evita el compromiso a un alto nivel de automatizacin desde el principio. ya que no hay. Siempre
existe un riesgo de que la demanda para el producto no se justifique.
Imagen 1.9 Automatizacin tpica de una migracin estratgica
Ingeniera Electrnica
Automatizacin de empresas, Uriangato 11 de agosto del 2016, Mxico, Instituto Tecnolgico Superior del Sur de Guanajuato.
Referencias
Automation, Production Systems, and ComputerIntegrated Manufacturing
Mikell P. Groover
Third Edition
Prentice Hall
Ingeniera Electrnica
Вам также может понравиться
- Resp Ante La ProfecionДокумент2 страницыResp Ante La ProfecionHugo Perez SalgadoОценок пока нет
- VHDL MaxinezДокумент353 страницыVHDL Maxinezsantanas9391% (11)
- Sistemas de Control para Ingenieria 3ra Edicion Norman S. Nise LibДокумент501 страницаSistemas de Control para Ingenieria 3ra Edicion Norman S. Nise LibHugo Perez SalgadoОценок пока нет
- Ecuaciones Diferenciales Frank Ayres SchaumДокумент298 страницEcuaciones Diferenciales Frank Ayres Schaumcarlos79% (14)
- Reglas para Reduccion de Diagramas de Bloques1Документ2 страницыReglas para Reduccion de Diagramas de Bloques1deltacompu2Оценок пока нет
- Guia de Estudio v1Документ54 страницыGuia de Estudio v1Hugo Perez SalgadoОценок пока нет
- Pert - CPMДокумент39 страницPert - CPMSyhcerHenryOrdoñezVelasquezОценок пока нет
- Políticas públicas frente al patrimonio cultural arquitectónico en Santa Fe de Antioquia y RionegroДокумент40 страницPolíticas públicas frente al patrimonio cultural arquitectónico en Santa Fe de Antioquia y RionegroGloria Isabel Muñoz CastañedaОценок пока нет
- Actividad 2 Modelos de Control InternoДокумент14 страницActividad 2 Modelos de Control Internodiana andrea lasso artunduagaОценок пока нет
- Programa MGPДокумент28 страницPrograma MGPJOSE CADIMAОценок пока нет
- Fase 5 EPS SANITASДокумент28 страницFase 5 EPS SANITASCabildo Indigena Renacer DE Los Pastos Colón60% (5)
- Plan de Proyecto Fapersa PrincipalДокумент48 страницPlan de Proyecto Fapersa PrincipalDickson GonzalescОценок пока нет
- Emprendedurismo Tarea #3Документ6 страницEmprendedurismo Tarea #3Jerilee Estefany Ozoria PuenteОценок пока нет
- Auditoria Tributaria "Los Canarios S.a."Документ30 страницAuditoria Tributaria "Los Canarios S.a."Ángeles RomeroОценок пока нет
- Balance Score CardДокумент38 страницBalance Score CardEracenny Gonzalez100% (1)
- Estándares Minimos SG-SSTДокумент60 страницEstándares Minimos SG-SSTSANDRAОценок пока нет
- Maralfalfa Proyecto Integrador PDFДокумент49 страницMaralfalfa Proyecto Integrador PDFEdwin Loth TorresОценок пока нет
- TFC - Plan de Marketing Estratégico de Comercialización PDFДокумент184 страницыTFC - Plan de Marketing Estratégico de Comercialización PDFMarcos DVОценок пока нет
- Trabajo colaborativoДокумент52 страницыTrabajo colaborativoAlex Diaz Baez100% (1)
- Miguel Fernandez Marin - Carpeta de Internado I - Psicologia 2022Документ103 страницыMiguel Fernandez Marin - Carpeta de Internado I - Psicologia 2022Miguel Levano VasquezОценок пока нет
- ESQUEMA TEMA 15 ModificacionДокумент14 страницESQUEMA TEMA 15 Modificacion33sac100% (1)
- EST+FAI-HSEQ - ISO9K-14K-45K - Abr 2019 - CompressedДокумент159 страницEST+FAI-HSEQ - ISO9K-14K-45K - Abr 2019 - CompressedCarlosEduardoMorenoManceraОценок пока нет
- Material Didactico 3 - Modelos de Distribucion de Planta 2018-1Документ39 страницMaterial Didactico 3 - Modelos de Distribucion de Planta 2018-1Judhi sanchez100% (2)
- Health Equity Isa 2008 Es PDFДокумент56 страницHealth Equity Isa 2008 Es PDFHeráclito SimbaquebaОценок пока нет
- Unidad II Organización y Control Del MantenimientoДокумент65 страницUnidad II Organización y Control Del MantenimientoNaman Roman Acosta50% (2)
- Plan Semanal - 40Документ3 страницыPlan Semanal - 40José Amado González GallegosОценок пока нет
- Formulacion Artesanal de La EstrategiaДокумент4 страницыFormulacion Artesanal de La EstrategiaJuanRafaelGomezAquinoОценок пока нет
- Semana 1 PDF 1Документ12 страницSemana 1 PDF 1DAVID ANSELMO PALACIOS AVENDAÑOОценок пока нет
- 1Документ2 страницы1alejandro arbesuОценок пока нет
- Planificación educativa y gestión pedagógica en el nivel inicialДокумент183 страницыPlanificación educativa y gestión pedagógica en el nivel inicialMhel pamela Rivera calizayaОценок пока нет
- Plan de Gobierno Distrito de Quisqui 2015-2018-ListoДокумент25 страницPlan de Gobierno Distrito de Quisqui 2015-2018-ListoAnita EstacioОценок пока нет
- Plan para La Dirección de ProyectosДокумент10 страницPlan para La Dirección de ProyectoscarmenОценок пока нет
- Estiba de Carga RodadaДокумент27 страницEstiba de Carga RodadaCarla Bermudez100% (1)
- Asignacion 2.0Документ9 страницAsignacion 2.0Eventos MEMОценок пока нет
- Gobernanta HotelДокумент63 страницыGobernanta HotelCarla Cruz DíazОценок пока нет
- Eric GaynorДокумент2 страницыEric GaynorAntonio Córdova MoraОценок пока нет