Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Ms. Merrick's CSEC Geography Crash Course Booklet-1Документ30 страницMs. Merrick's CSEC Geography Crash Course Booklet-1shalini100% (4)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Iready at Home Activity Packets Student Math Grade 5 2020Документ32 страницыIready at Home Activity Packets Student Math Grade 5 2020Jennifer HongОценок пока нет
- Tests For Surface Wellheads and BOP Equipment Used in Operations On Land and Above Water LevelДокумент6 страницTests For Surface Wellheads and BOP Equipment Used in Operations On Land and Above Water Levelahmed121Оценок пока нет
- Heater & Air ConditionerДокумент104 страницыHeater & Air ConditionerMusat Catalin-Marian100% (1)
- Njagi Substructures Boq 2020Документ76 страницNjagi Substructures Boq 2020michaelОценок пока нет
- PSV Connection in Caesar IIДокумент8 страницPSV Connection in Caesar IIHamzaHashim100% (2)
- Acumuladores de AP Atlas CopcoДокумент32 страницыAcumuladores de AP Atlas CopcovictorhernandezregaОценок пока нет
- Lec 5 (Welded Joint)Документ38 страницLec 5 (Welded Joint)Ahmed HassanОценок пока нет
- 14th EPE Result (For Website)Документ9 страниц14th EPE Result (For Website)HamzaHashimОценок пока нет
- ContentsДокумент1 страницаContentsHamzaHashimОценок пока нет
- Camp AreaДокумент1 страницаCamp AreaHamzaHashimОценок пока нет
- Calculation of Acquired CPD Points by Candidate Please Enter Acquired CPD Points in Respective Red Boxes OnlyДокумент1 страницаCalculation of Acquired CPD Points by Candidate Please Enter Acquired CPD Points in Respective Red Boxes OnlyHamzaHashimОценок пока нет
- Camp Areauyyhiu7Документ1 страницаCamp Areauyyhiu7HamzaHashimОценок пока нет
- H PDFДокумент1 страницаH PDFHamzaHashimОценок пока нет
- FCASDCДокумент1 страницаFCASDCHamzaHashimОценок пока нет
- T-04 T-5 T-06 T-35 T-13 T-39 28mm Tube 30 29 30 15mm Tube Connector, Male, 28Mm 2 2 2 Connector, Male, 15Mm 5 5 5 28mm Threaded Flange 1Документ2 страницыT-04 T-5 T-06 T-35 T-13 T-39 28mm Tube 30 29 30 15mm Tube Connector, Male, 28Mm 2 2 2 Connector, Male, 15Mm 5 5 5 28mm Threaded Flange 1HamzaHashimОценок пока нет
- H PDFДокумент1 страницаH PDFHamzaHashimОценок пока нет
- H PDFДокумент1 страницаH PDFHamzaHashimОценок пока нет
- ContentsДокумент1 страницаContentsHamzaHashimОценок пока нет
- SFWFДокумент1 страницаSFWFHamzaHashimОценок пока нет
- GdawqdДокумент1 страницаGdawqdHamzaHashimОценок пока нет
- EscwefcasДокумент1 страницаEscwefcasHamzaHashimОценок пока нет
- CccascДокумент1 страницаCccascHamzaHashimОценок пока нет
- C PDFДокумент1 страницаC PDFHamzaHashimОценок пока нет
- DcxasdДокумент1 страницаDcxasdHamzaHashimОценок пока нет
- AaaxdДокумент1 страницаAaaxdHamzaHashimОценок пока нет
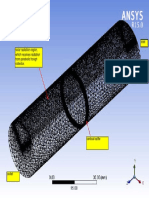
- Inlet Solar Radiation Region, Which Receives Radiation From Parabolic Trough CollectorДокумент1 страницаInlet Solar Radiation Region, Which Receives Radiation From Parabolic Trough CollectorHamzaHashimОценок пока нет
- PlottingДокумент1 страницаPlottingHamzaHashimОценок пока нет
- Tank WeightsДокумент45 страницTank WeightsHamzaHashimОценок пока нет
- Tank WeightsДокумент48 страницTank WeightsHamzaHashimОценок пока нет
- Low-Enthalpy Power Generation With Orc-Turbogenerator The Altheim Project, Upper AustriaДокумент5 страницLow-Enthalpy Power Generation With Orc-Turbogenerator The Altheim Project, Upper AustriaHamzaHashimОценок пока нет
- Minimum Wall Thickness Calculations: As Per Asme B 31.3Документ1 страницаMinimum Wall Thickness Calculations: As Per Asme B 31.3HamzaHashimОценок пока нет
- Bhit-16 002abДокумент29 страницBhit-16 002abHamzaHashimОценок пока нет
- Astm A875m-Zinc 5 % Alum-13Документ8 страницAstm A875m-Zinc 5 % Alum-13Ahmed SalehОценок пока нет
- Electronic Devices Circuits (Edc) Laboratory Manual: For Ii / Iv B.E (Ece) : I - SemesterДокумент80 страницElectronic Devices Circuits (Edc) Laboratory Manual: For Ii / Iv B.E (Ece) : I - SemesterDominic BoseОценок пока нет
- Attitude Summary MFДокумент8 страницAttitude Summary MFAraz YagubluОценок пока нет
- Constructing A Project PlanДокумент2 страницыConstructing A Project Planmariz angel d dagodogОценок пока нет
- Evaluation of Chick Quality Which Method Do You Choose - 4Документ4 страницыEvaluation of Chick Quality Which Method Do You Choose - 4Dani GarnidaОценок пока нет
- Incubator GinevriДокумент24 страницыIncubator GinevriDivino Elisanto SitinjakОценок пока нет
- Lambeth College: School of Science & Dental Technology Assignment Front SheetДокумент5 страницLambeth College: School of Science & Dental Technology Assignment Front SheetWillson DjohnОценок пока нет
- Me DW 3000Документ1 страницаMe DW 3000calidadОценок пока нет
- Aravindhan PT CV CSWIP TrainerДокумент4 страницыAravindhan PT CV CSWIP TrainerGanesan RamamoorthyОценок пока нет
- Canon Ts5000 (Impressora) MANUALДокумент441 страницаCanon Ts5000 (Impressora) MANUALMiguel DinisОценок пока нет
- MCE Cambridge Primary Maths 2E Stage6 PPT C05Документ25 страницMCE Cambridge Primary Maths 2E Stage6 PPT C05Novi YufitriОценок пока нет
- Multilevel Viewpoint of A MachineДокумент4 страницыMultilevel Viewpoint of A MachineDikshikaAryaОценок пока нет
- Who Am I MemoДокумент2 страницыWho Am I Memoapi-652685391Оценок пока нет
- The Health and Sanitary Status of Mamanwa IndigenoДокумент9 страницThe Health and Sanitary Status of Mamanwa IndigenoRush VeltranОценок пока нет
- SSP 272 d1Документ64 страницыSSP 272 d1attilakissОценок пока нет
- Performance of A Load-Immune Classifier For Robust Identification of Minor Faults in Induction Motor Stator WindingДокумент12 страницPerformance of A Load-Immune Classifier For Robust Identification of Minor Faults in Induction Motor Stator Windingm.ebrahim moazzenОценок пока нет
- Fundamental Neuroscience For Basic and Clinical Applications 5Th Edition Duane E Haines Full ChapterДокумент67 страницFundamental Neuroscience For Basic and Clinical Applications 5Th Edition Duane E Haines Full Chaptermaxine.ferrell318100% (8)
- 1 s2.0 S223878542300652X MainДокумент14 страниц1 s2.0 S223878542300652X MainFahra Aqilla AzzurahОценок пока нет
- PHD Thesis Report Format Guidelines: S.No. Guidelines SpecificationsДокумент10 страницPHD Thesis Report Format Guidelines: S.No. Guidelines SpecificationsAr Ayoushika AbrolОценок пока нет
- TI C5510 Assembly ProgrammingДокумент21 страницаTI C5510 Assembly ProgrammingWinsweptОценок пока нет
- PL010 PUPI Technical Information REV01.2016 PDFДокумент16 страницPL010 PUPI Technical Information REV01.2016 PDFAhmed TahaОценок пока нет
- Raghad Kamel's ResumeДокумент7 страницRaghad Kamel's ResumeMostafa Mohamed GamalОценок пока нет
- Report 1 Water Quality Test TTS 301115 FinishedДокумент9 страницReport 1 Water Quality Test TTS 301115 FinishedJeana Lew SCОценок пока нет