Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Securebasebook PDFДокумент184 страницыSecurebasebook PDFMiyamoto MusashiОценок пока нет
- E7d61 139.new Directions in Race Ethnicity and CrimeДокумент208 страницE7d61 139.new Directions in Race Ethnicity and CrimeFlia Rincon Garcia SoyGabyОценок пока нет
- Growth Drivers and Challenges in Indian Hotel Industry: Kuldeep KumarДокумент5 страницGrowth Drivers and Challenges in Indian Hotel Industry: Kuldeep KumarkhldHAОценок пока нет
- Action ResearchДокумент25 страницAction ResearchkhldHAОценок пока нет
- Zhang JieДокумент46 страницZhang JieHerru RistianОценок пока нет
- SH 2016 q1 4 Icra HotelsjkДокумент5 страницSH 2016 q1 4 Icra HotelsjkkhldHAОценок пока нет
- Service BlueprintingДокумент10 страницService BlueprintingkhldHAОценок пока нет
- Actual Costing SystemДокумент30 страницActual Costing SystemkhldHAОценок пока нет
- Actual Costing SystemДокумент30 страницActual Costing SystemkhldHAОценок пока нет
- SamsungДокумент10 страницSamsungGrosaru FlorinОценок пока нет
- IFRS 7 Original PDFДокумент39 страницIFRS 7 Original PDFImtiaz Rashid50% (2)
- Hamra Research Project FinalДокумент43 страницыHamra Research Project FinalEvelyn AldayОценок пока нет
- JDДокумент12 страницJDPerdanaMenteriОценок пока нет
- Analysis On The Business Transformation of Organizations Through InnovationlkjhgДокумент22 страницыAnalysis On The Business Transformation of Organizations Through InnovationlkjhgkhldHAОценок пока нет
- Imm22 476weДокумент6 страницImm22 476wekhldHAОценок пока нет
- 1 Ir Mohtar Bin Musri - Raising The Standard of MEWP Safety in MalaysiaДокумент23 страницы1 Ir Mohtar Bin Musri - Raising The Standard of MEWP Safety in MalaysiakhldHAОценок пока нет
- DebrecenyCAATSBanks PaperДокумент32 страницыDebrecenyCAATSBanks PaperRiceman VoОценок пока нет
- D Internet Myiemorgmy Iemms Assets Doc Alldoc Document 364 ManETD 160211 VДокумент1 страницаD Internet Myiemorgmy Iemms Assets Doc Alldoc Document 364 ManETD 160211 VkhldHAОценок пока нет
- 5 Legal AspectsДокумент27 страниц5 Legal AspectskhldHAОценок пока нет
- 9448 11651 1 PB PDFДокумент6 страниц9448 11651 1 PB PDFkhldHAОценок пока нет
- Ec00 PDFДокумент10 страницEc00 PDFkhldHAОценок пока нет
- (Editores Marschall S. Runge, E. Magnus Ohman. Ilu PDFДокумент698 страниц(Editores Marschall S. Runge, E. Magnus Ohman. Ilu PDFkhldHAОценок пока нет
- The Application of Cause and Effect Diagram in The Oil Industry in Iran: The Case of Four Liter Oil Canning Process of Sepahan Oil CompanyДокумент8 страницThe Application of Cause and Effect Diagram in The Oil Industry in Iran: The Case of Four Liter Oil Canning Process of Sepahan Oil CompanyFatimahAhmatОценок пока нет
- Writing An Academic Journal Article PDFДокумент87 страницWriting An Academic Journal Article PDFKarenJohanaGarayОценок пока нет
- 2016 Media KitДокумент8 страниц2016 Media KitkhldHAОценок пока нет
- 5 Legal AspectsДокумент27 страниц5 Legal AspectskhldHAОценок пока нет
- 2015 Condition of EducationДокумент320 страниц2015 Condition of EducationDR DAN PEZZULOОценок пока нет
- Consumer Buying BehviourДокумент38 страницConsumer Buying BehviourKAKADESANJAYОценок пока нет
- Direct Debit FormДокумент1 страницаDirect Debit FormkhldHAОценок пока нет
- Zhang JieДокумент46 страницZhang JieHerru RistianОценок пока нет
- Recommender Systems Contextual Multi-Armed Bandit Algorithms For The Purpose of Targeted Advertisement Within E-CommerceДокумент63 страницыRecommender Systems Contextual Multi-Armed Bandit Algorithms For The Purpose of Targeted Advertisement Within E-CommercekhldHAОценок пока нет
- Intelligent Status Monitoring System For Port Machinery: RMGC/RTGCДокумент2 страницыIntelligent Status Monitoring System For Port Machinery: RMGC/RTGCfatsahОценок пока нет
- CHAPTER 2 Part2 csc159Документ26 страницCHAPTER 2 Part2 csc159Wan Syazwan ImanОценок пока нет
- Use of The Internet in EducationДокумент23 страницыUse of The Internet in EducationAlbert BelirОценок пока нет
- Entrepreneurial Capacity Building: A Study of Small and Medium Family-Owned Enterprisesin PakistanДокумент3 страницыEntrepreneurial Capacity Building: A Study of Small and Medium Family-Owned Enterprisesin PakistanMamoonaMeralAysunОценок пока нет
- Trucks Part NumbersДокумент51 страницаTrucks Part NumbersBadia MudhishОценок пока нет
- KRAS QC12K-4X2500 Hydraulic Shearing Machine With E21S ControllerДокумент3 страницыKRAS QC12K-4X2500 Hydraulic Shearing Machine With E21S ControllerJohan Sneider100% (1)
- IJRHAL - Exploring The Journey of Steel Authority of India (SAIL) As A Maharatna CompanyДокумент12 страницIJRHAL - Exploring The Journey of Steel Authority of India (SAIL) As A Maharatna CompanyImpact JournalsОценок пока нет
- Clustering Menggunakan Metode K-Means Untuk Menentukan Status Gizi BalitaДокумент18 страницClustering Menggunakan Metode K-Means Untuk Menentukan Status Gizi BalitaAji LaksonoОценок пока нет
- Spectroscopic Methods For Determination of DexketoprofenДокумент8 страницSpectroscopic Methods For Determination of DexketoprofenManuel VanegasОценок пока нет
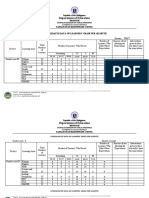
- Department of Education: Consolidated Data On Learners' Grade Per QuarterДокумент4 страницыDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaОценок пока нет
- Banking Ombudsman 58Документ4 страницыBanking Ombudsman 58Sahil GauravОценок пока нет
- 2.a.1.f v2 Active Matrix (AM) DTMC (Display Technology Milestone Chart)Документ1 страница2.a.1.f v2 Active Matrix (AM) DTMC (Display Technology Milestone Chart)matwan29Оценок пока нет
- I. Choose The Best Option (From A, B, C or D) To Complete Each Sentence: (3.0pts)Документ5 страницI. Choose The Best Option (From A, B, C or D) To Complete Each Sentence: (3.0pts)thmeiz.17sОценок пока нет
- For Accuracy and Safety: Globally ApprovedДокумент4 страницыFor Accuracy and Safety: Globally ApprovedPedro LopesОценок пока нет
- Mahindra&mahindraДокумент95 страницMahindra&mahindraAshik R GowdaОценок пока нет
- Hofstede's Cultural DimensionsДокумент35 страницHofstede's Cultural DimensionsAALIYA NASHATОценок пока нет
- Pam8610 PDFДокумент15 страницPam8610 PDFRaka Satria PradanaОценок пока нет
- Levels of CommunicationДокумент3 страницыLevels of CommunicationAiyaz ShaikhОценок пока нет
- Transportation of CementДокумент13 страницTransportation of CementKaustubh Joshi100% (1)
- 5620 SAM Rel 14 License Point Configuration ToolДокумент416 страниц5620 SAM Rel 14 License Point Configuration Toolluis100% (1)
- Names of Planner(s) : Style of Experience: (Whole Class, Small Group, Etc.) Lab: KindergartenДокумент4 страницыNames of Planner(s) : Style of Experience: (Whole Class, Small Group, Etc.) Lab: Kindergartenapi-428128701Оценок пока нет
- Installation Instructions INI Luma Gen2Документ21 страницаInstallation Instructions INI Luma Gen2John Kim CarandangОценок пока нет
- Importance of Porosity - Permeability Relationship in Sandstone Petrophysical PropertiesДокумент61 страницаImportance of Porosity - Permeability Relationship in Sandstone Petrophysical PropertiesjrtnОценок пока нет
- SM EFATEX Rev D2 3 1 2018 PDFДокумент20 страницSM EFATEX Rev D2 3 1 2018 PDFGuilhermePlacidoОценок пока нет
- Categorical SyllogismДокумент3 страницыCategorical SyllogismYan Lean DollisonОценок пока нет
- Chapter 2 HydrateДокумент38 страницChapter 2 HydrateTaha Azab MouridОценок пока нет
- EPW, Vol.58, Issue No.44, 04 Nov 2023Документ66 страницEPW, Vol.58, Issue No.44, 04 Nov 2023akashupscmadeeaseОценок пока нет
- بتول ماجد سعيد (تقرير السيطرة على تلوث الهواء)Документ5 страницبتول ماجد سعيد (تقرير السيطرة على تلوث الهواء)Batool MagedОценок пока нет
- Maximum and Minimum PDFДокумент3 страницыMaximum and Minimum PDFChai Usajai UsajaiОценок пока нет