Вам также может понравиться
- Heat BalanceДокумент3 страницыHeat Balanceayaskant751001Оценок пока нет
- BurnerДокумент3 страницыBurnerRavi sharmaОценок пока нет
- Clinker Production Caliculation ProgramДокумент3 страницыClinker Production Caliculation Programvvijaybhan100% (1)
- Grate Cooler Thermal AnalysisДокумент14 страницGrate Cooler Thermal Analysisaman131Оценок пока нет
- CSI Guidelines For Co-Processing Fuels and Raw Materials in Cement Manufacturing - v2 PDFДокумент36 страницCSI Guidelines For Co-Processing Fuels and Raw Materials in Cement Manufacturing - v2 PDFnaldsonОценок пока нет
- Design Criteria For PH & PCДокумент6 страницDesign Criteria For PH & PCtricky777Оценок пока нет
- VB 29 - 10Документ5 страницVB 29 - 10Kenny RuizОценок пока нет
- 117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBДокумент10 страниц117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBmkpqОценок пока нет
- Raw Mill-Ball Mill Heat BalanceДокумент16 страницRaw Mill-Ball Mill Heat BalanceAbhishekОценок пока нет
- Ball Charge Design Methods GuideДокумент12 страницBall Charge Design Methods GuidePaulo VidasОценок пока нет
- Dust RM Particle Size AnalysisДокумент13 страницDust RM Particle Size AnalysisTIRIANTOОценок пока нет
- Blaine Vs OutputДокумент2 страницыBlaine Vs Outputvvijaybhan100% (1)
- Grinding Media ConsumptionДокумент9 страницGrinding Media ConsumptionMuhammadОценок пока нет
- Kiln Eval Line IДокумент1 страницаKiln Eval Line IRaji SuriОценок пока нет
- Kima Process'S Smartfill+Millmaster: Production Estimated New Production Estimated Percentage Increase 2.0%Документ9 страницKima Process'S Smartfill+Millmaster: Production Estimated New Production Estimated Percentage Increase 2.0%Junaid MazharОценок пока нет
- The Air Circuit in A Rotary KilnДокумент20 страницThe Air Circuit in A Rotary KilnZia KhanОценок пока нет
- Thermos Design of Rotary Kiln For Reduction of Radiantion LossesДокумент20 страницThermos Design of Rotary Kiln For Reduction of Radiantion LossesMadhav Krishna MОценок пока нет
- Measurements of The Quality of Cement Produced From Looped LimestoneДокумент30 страницMeasurements of The Quality of Cement Produced From Looped LimestoneCharlie Dean100% (1)
- Maximum Kiln Shell Temperature Guide for Cement PlantsДокумент8 страницMaximum Kiln Shell Temperature Guide for Cement PlantsGiequatОценок пока нет
- Kiln Area Learning ReportДокумент24 страницыKiln Area Learning ReportAbasiemekaОценок пока нет
- Rotary Kiln Operation .Kiln Feed Vs Kiln Speed CalculationДокумент1 страницаRotary Kiln Operation .Kiln Feed Vs Kiln Speed CalculationVijay Bhan80% (5)
- 04 - Combustion and 10 Golden RulesДокумент30 страниц04 - Combustion and 10 Golden RulesAfqan B-vОценок пока нет
- Gas - Density - Gas Molecular Weight - Table PDFДокумент2 страницыGas - Density - Gas Molecular Weight - Table PDFD K SОценок пока нет
- Cement manufacturing technologies for energy efficiency and emission reductionДокумент22 страницыCement manufacturing technologies for energy efficiency and emission reductionnecdetdalgicОценок пока нет
- Kiln Readings 23 06 17Документ4 страницыKiln Readings 23 06 17zain140Оценок пока нет
- Separator Efficiency CalculationsДокумент13 страницSeparator Efficiency Calculationstricky7770% (1)
- Tips On Kiln OperationДокумент1 страницаTips On Kiln OperationVipan Kumar DograОценок пока нет
- Grups Cement: Pend - Kimia A Industrial ChemistryДокумент39 страницGrups Cement: Pend - Kimia A Industrial ChemistryMaya Monica DwianggraeniОценок пока нет
- Manufacturing Workforce Training - Optimized Kiln Control GuideДокумент26 страницManufacturing Workforce Training - Optimized Kiln Control GuideOUSSAMA LAKHILI100% (1)
- NOx Reduction PDFДокумент7 страницNOx Reduction PDFfahimulehsanОценок пока нет
- Raw Mix Design Excell Work SheetДокумент3 страницыRaw Mix Design Excell Work SheetmandapatiharishОценок пока нет
- Process Costing LafargeДокумент23 страницыProcess Costing LafargeGbrnr Ia AndrntОценок пока нет
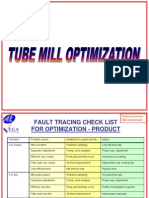
- Tube Mill OptimisationДокумент7 страницTube Mill OptimisationJoko DewotoОценок пока нет
- The Cement Grinding Office: Home About Us Services Mining AreaДокумент3 страницыThe Cement Grinding Office: Home About Us Services Mining AreaVisnu SankarОценок пока нет
- Ball Mill OptimiztionДокумент8 страницBall Mill OptimiztionShakil AhmadОценок пока нет
- Cement IndustryДокумент27 страницCement IndustryAhmed Mahmoud100% (1)
- Myanmar Cement-1Документ14 страницMyanmar Cement-1Mohammed AbdoОценок пока нет
- Pre-Homogenization Factor PDFДокумент6 страницPre-Homogenization Factor PDFAfqan B-v0% (1)
- Mod 5Документ49 страницMod 5mkpqОценок пока нет
- Kiln Plant Optimization TechniquesДокумент10 страницKiln Plant Optimization TechniquesPaulo VidasОценок пока нет
- Raw MixДокумент96 страницRaw Mixshannu826826Оценок пока нет
- Burning DashboardДокумент3 страницыBurning DashboardMehmet C100% (1)
- Affect of LSF, SM and Iron On Free LimeДокумент1 страницаAffect of LSF, SM and Iron On Free Limeoscop2009100% (1)
- Co Processing Cement KilnsДокумент10 страницCo Processing Cement Kilnshanhccid0% (1)
- CM 2 Filling DegreeДокумент9 страницCM 2 Filling DegreeElwathig BakhietОценок пока нет
- CoolerДокумент10 страницCoolerbudiОценок пока нет
- Unwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyДокумент5 страницUnwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyharyantoaditОценок пока нет
- Bypass SystemДокумент9 страницBypass SystemirfanОценок пока нет
- Performing A Cement Plant Operations AuditДокумент6 страницPerforming A Cement Plant Operations AuditJa Phe TiОценок пока нет
- Calculating primary fan momentum of coal transport barometerДокумент5 страницCalculating primary fan momentum of coal transport barometerTIRIANTOОценок пока нет
- CO Sources PDFДокумент11 страницCO Sources PDFElwathig BakhietОценок пока нет
- RDF Feeding For Kilns 2014Документ164 страницыRDF Feeding For Kilns 2014sempatik721Оценок пока нет
- Combustion Engineering Calculation Formulas GuideДокумент3 страницыCombustion Engineering Calculation Formulas GuideSatish KumarОценок пока нет
- Cement Process Engineering Vade-Mecum: 1. MathematicsДокумент7 страницCement Process Engineering Vade-Mecum: 1. MathematicsTamer FathyОценок пока нет
- Grinding Media Pattern & Charge CalcДокумент1 страницаGrinding Media Pattern & Charge CalcJayaram SudhakarОценок пока нет
- K - Constant For Cooler Fan FlowsДокумент4 страницыK - Constant For Cooler Fan FlowsVijay Bhan100% (1)
- 3.051J/20.340J Statistical Analysis in Biomaterials ResearchДокумент12 страниц3.051J/20.340J Statistical Analysis in Biomaterials ResearchGrace Melissa ChoiОценок пока нет
- Calculating pirate gold standard deviationДокумент9 страницCalculating pirate gold standard deviationPresana VisionОценок пока нет
- STA302 Mid 2010FДокумент9 страницSTA302 Mid 2010FexamkillerОценок пока нет
- Lecture 11 - Forecasting Value at Risk (VaR) and ES (ES)Документ67 страницLecture 11 - Forecasting Value at Risk (VaR) and ES (ES)xuОценок пока нет
- Cement Ball Mill Inspection ProcedureДокумент9 страницCement Ball Mill Inspection ProceduremahantmtechОценок пока нет
- Annual Audit of CM 1Документ26 страницAnnual Audit of CM 1Tamer Fathy100% (1)
- Cement Process Engineering Vade-Mecum: 1. MathematicsДокумент7 страницCement Process Engineering Vade-Mecum: 1. MathematicsTamer FathyОценок пока нет
- Anhydrite and Gypsum: Indiana's Evaporite MineralsДокумент2 страницыAnhydrite and Gypsum: Indiana's Evaporite MineralsTamer FathyОценок пока нет
- Kiln Audit Training IntroductionДокумент15 страницKiln Audit Training IntroductionTamer Fathy100% (1)
- Training Module 2 Temperature MДокумент29 страницTraining Module 2 Temperature MTamer Fathy100% (1)
- Mod 13-Kiln Volatiles PDFДокумент435 страницMod 13-Kiln Volatiles PDFTamer Fathy60% (5)
- Cooling of ClinkerДокумент14 страницCooling of ClinkerTamer Fathy100% (1)
- Mod 8-Application of Heat and Mass BalancesДокумент218 страницMod 8-Application of Heat and Mass BalancesTamer Fathy100% (3)
- 01-JIS - Heat Balancing of Cement Rotary Kiln PDFДокумент45 страниц01-JIS - Heat Balancing of Cement Rotary Kiln PDFTamer Fathy100% (2)
- Cement Plant Key Performance IndicatorsДокумент32 страницыCement Plant Key Performance IndicatorsTamer Fathy100% (8)
- Kiln Audit Training DetailsДокумент20 страницKiln Audit Training DetailsTamer Fathy100% (5)
- 01-JIS - Heat Balancing of Cement Rotary Kiln PDFДокумент45 страниц01-JIS - Heat Balancing of Cement Rotary Kiln PDFTamer Fathy100% (2)
- CKHC GLOSSARY 2008Документ95 страницCKHC GLOSSARY 2008Tamer Fathy100% (3)
- Cement Ball Mill Inspection ProcedureДокумент9 страницCement Ball Mill Inspection ProceduremahantmtechОценок пока нет
- CM 1 Annual AuditДокумент117 страницCM 1 Annual AuditTamer Fathy100% (1)
- PR PYR P06-17 v1 How To Improve Fan EfficiencyДокумент8 страницPR PYR P06-17 v1 How To Improve Fan EfficiencyTamer FathyОценок пока нет
- Overall Heat Balance - 11.08.2008Документ8 страницOverall Heat Balance - 11.08.2008Tamer FathyОценок пока нет
- Cyclone DPДокумент2 страницыCyclone DPTamer Fathy0% (1)
- PR-PYR P06-16 v1-1 How To Measure Fan EfficiencyДокумент8 страницPR-PYR P06-16 v1-1 How To Measure Fan EfficiencyTamer FathyОценок пока нет
- Mod 7Документ47 страницMod 7mkpq100% (1)
- Cooler Balance 1Документ17 страницCooler Balance 1Tamer Fathy100% (1)
- Measure Clinker Temperature at Cooler ExitДокумент3 страницыMeasure Clinker Temperature at Cooler ExitTamer FathyОценок пока нет
- How To Measure Wall Losses by Infra Red PyrometerДокумент4 страницыHow To Measure Wall Losses by Infra Red PyrometerTamer FathyОценок пока нет
- How To Measure False AirДокумент3 страницыHow To Measure False AirTamer Fathy100% (3)
- Brown ClinkerДокумент21 страницаBrown ClinkerTamer Fathy0% (1)
- Ball Mill Inspection FinДокумент77 страницBall Mill Inspection FinTamer Fathy75% (4)
- Mod 7Документ47 страницMod 7mkpq100% (1)
- Pyro ProcessingДокумент29 страницPyro ProcessingMKPashaPasha100% (2)
- Normality TestДокумент10 страницNormality Testdipen sapkotaОценок пока нет
- Risk AnalysisДокумент3 страницыRisk AnalysisAtul KhatriОценок пока нет
- TLMaths A-Level Maths Playlist TrackerДокумент54 страницыTLMaths A-Level Maths Playlist Trackerwill hayОценок пока нет
- Stat FitДокумент112 страницStat FitedwinwwillanОценок пока нет
- Final 2012 WДокумент8 страницFinal 2012 WViệt NguyễnОценок пока нет
- Statistics and Probability Test ItemsДокумент10 страницStatistics and Probability Test ItemsVanessa BobisОценок пока нет
- ACJC 2011 PrelimДокумент14 страницACJC 2011 PrelimUmehara EriОценок пока нет
- Stat 11Документ12 страницStat 11Samuel AbebawОценок пока нет
- Burns Bush Chapter 15Документ7 страницBurns Bush Chapter 15kanonrezaОценок пока нет
- Statistics Unit 6 NotesДокумент10 страницStatistics Unit 6 NotesgopscharanОценок пока нет
- Continuous Random Variables and Probability Distributions: Institute of Technology of CambodiaДокумент34 страницыContinuous Random Variables and Probability Distributions: Institute of Technology of CambodiaLeng BuntithОценок пока нет
- Sampling Distributions & Point EstimationДокумент17 страницSampling Distributions & Point EstimationBui Tien DatОценок пока нет
- Penelope 2008Документ339 страницPenelope 2008Javier PosadaОценок пока нет
- Chapter 2 Commonly Used Probability DistributionДокумент50 страницChapter 2 Commonly Used Probability DistributionMohd NajibОценок пока нет
- PSet 7Документ2 страницыPSet 7Alexander QuОценок пока нет
- BS Unit IV Notes 11-10-2017Документ52 страницыBS Unit IV Notes 11-10-2017Saurabh Tiwari100% (2)
- Section # 4Документ3 страницыSection # 4Marwa AdelОценок пока нет
- Keywords:-Corporate Income Tax, Profitability, LiquidityДокумент12 страницKeywords:-Corporate Income Tax, Profitability, LiquidityInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Course Syllabus Biology 180 Statistical Methods in BiologyДокумент3 страницыCourse Syllabus Biology 180 Statistical Methods in BiologyJonathan ChanОценок пока нет
- Topic 03Документ46 страницTopic 03Solanum tuberosumОценок пока нет
- Probability Theory I STA 112 IPETUДокумент31 страницаProbability Theory I STA 112 IPETUoladejoibrahim30Оценок пока нет
- A Novel Variational Bayesian Method For Variable Selection in Logistic Regression Models2019Computational Statistics and Data AnalysisДокумент19 страницA Novel Variational Bayesian Method For Variable Selection in Logistic Regression Models2019Computational Statistics and Data AnalysisMariella BogoniОценок пока нет
- Agusan National High School Summative Test in Statistics and ProbabilityДокумент7 страницAgusan National High School Summative Test in Statistics and Probabilityneil ponoyОценок пока нет
- Sustainable Use of Rice Biomass in Cellular ConcreteДокумент11 страницSustainable Use of Rice Biomass in Cellular ConcreteEduardo PachlaОценок пока нет
- UntitledДокумент23 страницыUntitledAnnie NguyenОценок пока нет
- S TATISTICSДокумент8 страницS TATISTICSRussiel DagohoyОценок пока нет
- 413 Die Cast Problem Solving PDFДокумент84 страницы413 Die Cast Problem Solving PDFSathwikRaoОценок пока нет
- Learning Insights #4Документ5 страницLearning Insights #4jennifer sayongОценок пока нет
- Discrete Distributions: Bernoulli Random VariableДокумент27 страницDiscrete Distributions: Bernoulli Random VariableThapelo SebolaiОценок пока нет