Вам также может понравиться
- The Pochade and Wet Panel Carrier Do It Yourself PlanОт EverandThe Pochade and Wet Panel Carrier Do It Yourself PlanРейтинг: 4 из 5 звезд4/5 (1)
- Welding AssignmentsДокумент5 страницWelding AssignmentsALLEN TOMОценок пока нет
- Drawing Out Round Stock To Square: Lesson 23 by Bob Fredell Drawings by Brian Gilbert and Tom LatanéДокумент3 страницыDrawing Out Round Stock To Square: Lesson 23 by Bob Fredell Drawings by Brian Gilbert and Tom Latanéoiii88Оценок пока нет
- Drawing A Round Taper: by Jay Close Illustrations by Tom LatanéДокумент8 страницDrawing A Round Taper: by Jay Close Illustrations by Tom Latanéoiii88Оценок пока нет
- Acrf. Maintenence & Repair - Tugas1Документ6 страницAcrf. Maintenence & Repair - Tugas1Ferdin anantaОценок пока нет
- Cutting A Bar: by Dan Nauman Illustrations by Doug WilsonДокумент2 страницыCutting A Bar: by Dan Nauman Illustrations by Doug Wilsonoiii88Оценок пока нет
- How To Make A 90 Degree Bend in A Piece of Sheet Metal AluminumДокумент5 страницHow To Make A 90 Degree Bend in A Piece of Sheet Metal AluminumHanifa Jahubar SadiqueОценок пока нет
- Full Tang Demo NotesДокумент3 страницыFull Tang Demo NotesRedirecting DecoyОценок пока нет
- Controlled Hand Forging Pt. 1Документ3 страницыControlled Hand Forging Pt. 1JacobParkerОценок пока нет
- Lesson One: Drawing Out: by Peter Ross and Doug Wilson Illustrations by Tom LatanéДокумент3 страницыLesson One: Drawing Out: by Peter Ross and Doug Wilson Illustrations by Tom Latanéoiii88Оценок пока нет
- Tail Section IvДокумент7 страницTail Section Ivmohamed sidkyОценок пока нет
- Conduit BendДокумент11 страницConduit Bendngyan100% (1)
- Lesson Two: Hot Punching: Controlled Hand ForgingДокумент2 страницыLesson Two: Hot Punching: Controlled Hand ForgingSuperhypoОценок пока нет
- Types of BendДокумент12 страницTypes of Bendjoey tugay-anОценок пока нет
- Splitting: by Jay Close Illustrations by Doug Wilson, Photos by Jay CloseДокумент5 страницSplitting: by Jay Close Illustrations by Doug Wilson, Photos by Jay Closeoiii88Оценок пока нет
- D Rawing Out: by Dan Nauman Drawings by Tom LatanéДокумент3 страницыD Rawing Out: by Dan Nauman Drawings by Tom Latanéoiii88Оценок пока нет
- Krenov Style Hand PlaneДокумент8 страницKrenov Style Hand PlanerhinorodОценок пока нет
- Bending: Text and Photos by Dan NaumanДокумент3 страницыBending: Text and Photos by Dan Naumanoiii88Оценок пока нет
- Welding DemoДокумент23 страницыWelding DemoLesli Daryl Antolin SanMateoОценок пока нет
- Sharpening Drill BitsДокумент12 страницSharpening Drill Bitsaabb_1my3724100% (2)
- Make A Wood Hand Plane in An AfternoonДокумент10 страницMake A Wood Hand Plane in An AfternoonrhinorodОценок пока нет
- Saviano-Intro To BladesmithingДокумент18 страницSaviano-Intro To BladesmithingVinícius Lopes SampaioОценок пока нет
- Facing Operations: Using A 4-Jaw ChuckДокумент8 страницFacing Operations: Using A 4-Jaw ChuckMajida AdilОценок пока нет
- End Mill GrindingДокумент4 страницыEnd Mill GrindingtakudomeОценок пока нет
- Building Firearms - HoffmanДокумент81 страницаBuilding Firearms - HoffmanWilliam Owers100% (3)
- 28Chap6-Final AssemblyДокумент20 страниц28Chap6-Final Assemblymohamed sidkyОценок пока нет
- Making Tongs For Blacksmithing: Register For Our ClassДокумент14 страницMaking Tongs For Blacksmithing: Register For Our ClassTemesgen HenokОценок пока нет
- Tune Up Your Tablesaw To Perfection: DownloadableДокумент8 страницTune Up Your Tablesaw To Perfection: Downloadablejb71xx100% (1)
- Bending Race WaysДокумент9 страницBending Race Waysyomero1969Оценок пока нет
- Facing Operations LatheДокумент7 страницFacing Operations LatheJennifer Nicky ShakerОценок пока нет
- 4h Lighthorsemg chptr2Документ25 страниц4h Lighthorsemg chptr2Nicolas TerjekОценок пока нет
- A Close Look at Single Point ThreadingДокумент30 страницA Close Look at Single Point ThreadingkokiskoОценок пока нет
- AssemblyДокумент5 страницAssemblyAdrian MacayaОценок пока нет
- Chap 9-SMAW Beads Fillet WeldsДокумент47 страницChap 9-SMAW Beads Fillet WeldsSally Java SenayoОценок пока нет
- Emt Bending: Done by Ismaa-Eel IbrahimДокумент10 страницEmt Bending: Done by Ismaa-Eel IbrahimIs IbrahimОценок пока нет
- Edge WorkДокумент16 страницEdge Worknostromo1979100% (1)
- TOOL MAKING-Bench Work-Practical. Reference Notes For Engineers.Документ84 страницыTOOL MAKING-Bench Work-Practical. Reference Notes For Engineers.Kamatar PbkamatarОценок пока нет
- Weldsteelpipein6gusingsmaw 150218104435 Conversion Gate02 PDFДокумент41 страницаWeldsteelpipein6gusingsmaw 150218104435 Conversion Gate02 PDFRey SombreroОценок пока нет
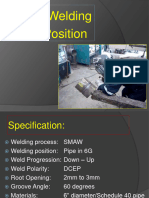
- SMAW Welding in 6G PositionДокумент41 страницаSMAW Welding in 6G PositionJessel Mejia OnzaОценок пока нет
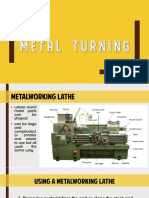
- Tipt Grp3 Metal Turning and SolderingДокумент41 страницаTipt Grp3 Metal Turning and Solderingメルヴリッ クズルエタОценок пока нет
- Motorcycle Lift Assembly PlansДокумент29 страницMotorcycle Lift Assembly PlansCeapraga Florin100% (2)
- Table Saw AlingmentДокумент8 страницTable Saw AlingmentEd BozmanОценок пока нет
- Motolift PDFДокумент26 страницMotolift PDFChristos PapadakisОценок пока нет
- Threading Operations of Lathe SystemДокумент37 страницThreading Operations of Lathe SystemResshille Ann T. SalleyОценок пока нет
- D Rawing Down-Pa RT One: by Jay Close Illustrations by Tom Latané, Photos by Jay Close and Jane GuldenДокумент6 страницD Rawing Down-Pa RT One: by Jay Close Illustrations by Tom Latané, Photos by Jay Close and Jane Guldenoiii88Оценок пока нет
- Haide EeeeeeДокумент32 страницыHaide Eeeeeeusmaniqbal15Оценок пока нет
- Offset Turning The CamshaftДокумент13 страницOffset Turning The CamshaftNam HoangОценок пока нет
- Motores A VaporДокумент6 страницMotores A VaporAntony BurgersОценок пока нет
- Lathebasics 4-5Документ3 страницыLathebasics 4-5Mike Forbes100% (2)
- Proses Kimpalan 6GДокумент41 страницаProses Kimpalan 6Gshahaljawaie87Оценок пока нет
- Hone Your Hand-Tool Skills: A Handful of Exercises Develops Competence and Confidence With Chisels, Planes, and SawsДокумент8 страницHone Your Hand-Tool Skills: A Handful of Exercises Develops Competence and Confidence With Chisels, Planes, and SawsAdrian Cocis100% (1)
- Baby & Kids Crochet Style: 30 Patterns for Stunning Heirloom Keepsakes, Adorable Nursery Décor and Boutique-Quality AccessoriesОт EverandBaby & Kids Crochet Style: 30 Patterns for Stunning Heirloom Keepsakes, Adorable Nursery Décor and Boutique-Quality AccessoriesРейтинг: 5 из 5 звезд5/5 (1)
- Comfort Knitted Afghans: An Heirloom Trio for a Cozy Home and FamilyОт EverandComfort Knitted Afghans: An Heirloom Trio for a Cozy Home and FamilyОценок пока нет
- Types of Cutting ToolsДокумент11 страницTypes of Cutting ToolsRhea Martin DisuОценок пока нет
- Pulp and Paper Mill WasteДокумент15 страницPulp and Paper Mill WasteManu Jain100% (1)
- Croos Reference IkronДокумент59 страницCroos Reference IkronMauricio Ariel H. Orellana50% (4)
- Intervention AssessmentДокумент8 страницIntervention AssessmentAdrian MendezОценок пока нет
- Article Info: Dinamika Teknik Mesin Dinamika Teknik Mesin 9 (2) (2019) 80-85Документ6 страницArticle Info: Dinamika Teknik Mesin Dinamika Teknik Mesin 9 (2) (2019) 80-85Aswar ATSОценок пока нет
- ASTM A1008/A1008M - (2018) : Stándard Specification For Steel Sheet: COLD ROLLEDДокумент1 страницаASTM A1008/A1008M - (2018) : Stándard Specification For Steel Sheet: COLD ROLLEDSilverio AcuñaОценок пока нет
- Welding, Brazing & Soldering PDFДокумент9 страницWelding, Brazing & Soldering PDFSuryakant PrabhuОценок пока нет
- Foundry and Metal CastingДокумент53 страницыFoundry and Metal CastingAndrey MedranoОценок пока нет
- Heat-Treatment - Basics: G S MahobiaДокумент59 страницHeat-Treatment - Basics: G S MahobiaElangoОценок пока нет
- Liquid PenetrantДокумент2 страницыLiquid PenetrantabdiОценок пока нет
- Sheet Metal - Wikipedia, The Free EncyclopediaДокумент9 страницSheet Metal - Wikipedia, The Free EncyclopediatestvietnamОценок пока нет
- Lista Normas CEN-TC 121-2012-09-26Документ31 страницаLista Normas CEN-TC 121-2012-09-26màrio ferreiraОценок пока нет
- On Mechanical Workshop Ne Railways GorakhpurДокумент20 страницOn Mechanical Workshop Ne Railways Gorakhpurersmt78640% (10)
- WeldMet ExerciseДокумент4 страницыWeldMet ExerciseAndaradhi NararyaОценок пока нет
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-4 EN 10084 EN 10297-1Документ2 страницыEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-4 EN 10084 EN 10297-1farshid KarpasandОценок пока нет
- Table Air Ean English Imperial TablesДокумент2 страницыTable Air Ean English Imperial TablesKucing SayuОценок пока нет
- Analisis Faktor Eksploitasi Hutan Di Iuphhk-Ha PT Bina Multi Alam LestariДокумент8 страницAnalisis Faktor Eksploitasi Hutan Di Iuphhk-Ha PT Bina Multi Alam LestariNadyaОценок пока нет
- Data 2 PDFДокумент2 страницыData 2 PDFSalem GarrabОценок пока нет
- 04 WeldmetДокумент34 страницы04 WeldmetUmesh AryaОценок пока нет
- Work ProgramДокумент1 страницаWork ProgramSyazwani NordinОценок пока нет
- En 47Документ3 страницыEn 47Ankit SinghОценок пока нет
- Alloy Data Sheet: Heat Resistant Alloy REVISION: 04/91Документ2 страницыAlloy Data Sheet: Heat Resistant Alloy REVISION: 04/91Azize RazamОценок пока нет
- New Operator Training ManualДокумент35 страницNew Operator Training ManualBharat ChakravartinОценок пока нет
- Experiment 6 Effect of Tempering Temperature and Time On Properties of Quench Hardened Steel.Документ2 страницыExperiment 6 Effect of Tempering Temperature and Time On Properties of Quench Hardened Steel.Anisha ShafikhaОценок пока нет
- Button Manufacturing ProcessДокумент6 страницButton Manufacturing ProcessShohan Parvez100% (1)
- Open Hearth FurnaceДокумент19 страницOpen Hearth Furnacemanikandan50% (2)
- RMP MCQДокумент10 страницRMP MCQJITENDRA BISWALОценок пока нет
- C10C - 1.0214 - SteelNumber - Chemical Composition, Equivalent, PropertiesДокумент2 страницыC10C - 1.0214 - SteelNumber - Chemical Composition, Equivalent, PropertiesSergiОценок пока нет
- SWMS Fabrication Works On Pipe With Cutting, Grinding, Welding, Fitting-UpДокумент2 страницыSWMS Fabrication Works On Pipe With Cutting, Grinding, Welding, Fitting-UpCao Anh HuyenОценок пока нет
- European Steel and Alloy GradesДокумент2 страницыEuropean Steel and Alloy Gradesfarshid KarpasandОценок пока нет