Вам также может понравиться
- Modeling Results Tutorial 2Документ96 страницModeling Results Tutorial 2ibson045001256Оценок пока нет
- F 1852 - 04 Hot Dip Zinc Not PermittedДокумент1 страницаF 1852 - 04 Hot Dip Zinc Not Permittedibson045001256Оценок пока нет
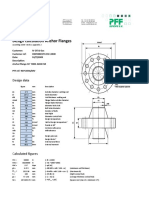
- Design Calculation Anchor Flange ASME VIII Div 1 App 2Документ4 страницыDesign Calculation Anchor Flange ASME VIII Div 1 App 2ibson045001256Оценок пока нет
- Tutorial On Flange Qualification Using CAEPIPE: GeneralДокумент20 страницTutorial On Flange Qualification Using CAEPIPE: Generalibson045001256Оценок пока нет
- F 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasherДокумент8 страницF 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasheribson045001256Оценок пока нет
- CSP15 Welding Qualification Test ProcedureДокумент15 страницCSP15 Welding Qualification Test Procedureibson045001256Оценок пока нет
- F 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasherДокумент8 страницF 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasheribson045001256Оценок пока нет
- Pipe Dimensions Chart Rev Jan 2012Документ1 страницаPipe Dimensions Chart Rev Jan 2012snake13Оценок пока нет
- CSP14 Welding Control ProcedureДокумент14 страницCSP14 Welding Control Procedureibson045001256100% (2)
- CSP08 Surplus Material Returning Procedure PDFДокумент10 страницCSP08 Surplus Material Returning Procedure PDFibson045001256Оценок пока нет
- CSP02 Progress Measurement FormatДокумент34 страницыCSP02 Progress Measurement Formatibson045001256100% (1)
- Welding Inspection: BS 499 Part 2 Course Reference WIS 5Документ11 страницWelding Inspection: BS 499 Part 2 Course Reference WIS 5ibson045001256Оценок пока нет
- Mechanical Engineering Drawing: 1 Semester 2005-2006Документ22 страницыMechanical Engineering Drawing: 1 Semester 2005-2006ibson045001256Оценок пока нет
- ASME B16.44-1995 Manually Operated Metallic Gas ValvesДокумент33 страницыASME B16.44-1995 Manually Operated Metallic Gas Valvesibson045001256Оценок пока нет
- ASME A17.2-2001 Inspection of Elevators, Escalators and Movi PDFДокумент213 страницASME A17.2-2001 Inspection of Elevators, Escalators and Movi PDFibson045001256100% (1)
- ASME 3977-2-2000 Gas Turbines - STD RefДокумент13 страницASME 3977-2-2000 Gas Turbines - STD Refibson045001256100% (2)
- 2007 ASME Boiler & Pressure Vessel CodeДокумент6 страниц2007 ASME Boiler & Pressure Vessel Codeibson045001256Оценок пока нет
- CSP04 Project Specific Procedure GuidelinesДокумент122 страницыCSP04 Project Specific Procedure Guidelinesibson045001256Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Lifting Devices Catalog: Spreader Bars - Lifting Beams - Special Lifters - Material Baskets - Personnel BasketsДокумент78 страницLifting Devices Catalog: Spreader Bars - Lifting Beams - Special Lifters - Material Baskets - Personnel Basketsrahul100% (1)
- 20.104 Construction of SteelworkДокумент52 страницы20.104 Construction of SteelworkWilliam Chong100% (2)
- Part-9 PG 146-158Документ15 страницPart-9 PG 146-158cjmОценок пока нет
- Substitute MaterialДокумент56 страницSubstitute Materialzubair1951Оценок пока нет
- Pipe SupportsДокумент62 страницыPipe Supportscbt_71100% (1)
- Yamato Steel Profiles PDFДокумент51 страницаYamato Steel Profiles PDFויליאם סן מרמיגיוסОценок пока нет
- QS 2Документ65 страницQS 2Imani AsalankiОценок пока нет
- Procedure of Inserting RH Girder Method in Road Under BridgeДокумент4 страницыProcedure of Inserting RH Girder Method in Road Under BridgeesatjournalsОценок пока нет
- Assignment ADSSДокумент7 страницAssignment ADSSanujОценок пока нет
- Equipo Hot Tap de 42 inДокумент5 страницEquipo Hot Tap de 42 inSerch Villa100% (1)
- 01 Introduction To Theory of StructuresДокумент54 страницы01 Introduction To Theory of StructuresdharminderaroraОценок пока нет
- 5 - Precast Structures in India - Sthaladipti SahaДокумент42 страницы5 - Precast Structures in India - Sthaladipti SahaRaj Kansara100% (1)
- TB 9-2300-247-40 This Bulletin Supersedes TB 9-2300-247-40, 23 February 1971Документ51 страницаTB 9-2300-247-40 This Bulletin Supersedes TB 9-2300-247-40, 23 February 1971rauterjОценок пока нет
- Catalog - Festoon Systems, C-Track-Stretch WireДокумент36 страницCatalog - Festoon Systems, C-Track-Stretch WireedgarlimasОценок пока нет
- Alfa Laval PHEДокумент16 страницAlfa Laval PHESergio SmithОценок пока нет
- Is 3935Документ28 страницIs 3935suman33Оценок пока нет
- Space Gass 12 5 Help Manual PDFДокумент841 страницаSpace Gass 12 5 Help Manual PDFNita NabanitaОценок пока нет
- BCA SOR May 22Документ25 страницBCA SOR May 22kokuei100% (1)
- Flow Chart: Design of A Column Base Under Axial LoadДокумент4 страницыFlow Chart: Design of A Column Base Under Axial LoadAnonymous RrPSDPatROОценок пока нет
- Aluminium Domes of The Enel Plant in Civitavecchia, ItalyДокумент16 страницAluminium Domes of The Enel Plant in Civitavecchia, ItalyLaura Elena ThijovОценок пока нет
- Design Capacity Tables For Structural Steel Hollow SectionsДокумент180 страницDesign Capacity Tables For Structural Steel Hollow Sectionsdoshi7850% (2)
- Strainer GuideДокумент26 страницStrainer Guidemudrijasm100% (1)
- Sample Drawings 5Документ9 страницSample Drawings 5Sherwin DominguezОценок пока нет
- E329 PDFДокумент10 страницE329 PDFAnthony López HuamanОценок пока нет
- Astm C131-C131M - 14Документ5 страницAstm C131-C131M - 14Cuba SamuelОценок пока нет
- Journal of Reinforced Plastics and CompositesДокумент10 страницJournal of Reinforced Plastics and CompositesFelipe Valenzuela GaeteОценок пока нет
- Astm A36 Steel 1018Документ11 страницAstm A36 Steel 1018Hoque AnamulОценок пока нет
- OPSS 906 - Nov12Документ20 страницOPSS 906 - Nov12umerfr2Оценок пока нет
- Structural Steel DesignДокумент8 страницStructural Steel DesignNassim SabriОценок пока нет
- SSAB Product Program Sheet MetalДокумент2 страницыSSAB Product Program Sheet MetalAjay PalaniОценок пока нет