Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Book FrictionStir WeldingДокумент239 страницBook FrictionStir WeldingKaushik SenguptaОценок пока нет
- Study of Mechanical Properties of Aluminium Alloys On Normal Friction Stir Welding and Underwater Friction Stir Welding For Structural ApplicationsДокумент5 страницStudy of Mechanical Properties of Aluminium Alloys On Normal Friction Stir Welding and Underwater Friction Stir Welding For Structural ApplicationsKaushik SenguptaОценок пока нет
- On The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingДокумент5 страницOn The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingKaushik SenguptaОценок пока нет
- Microstructure and Mechanical Characterization of Friction Stir Welded High Strength Low Alloy SteelsДокумент8 страницMicrostructure and Mechanical Characterization of Friction Stir Welded High Strength Low Alloy SteelsKaushik SenguptaОценок пока нет
- Friction Stir Welding of 5052 PHD Thesis by Iit DelhiДокумент39 страницFriction Stir Welding of 5052 PHD Thesis by Iit DelhiKaushik SenguptaОценок пока нет
- Effect of Under Surface Cooling On Tensile Strength of Friction Stir Processed Aluminium Alloy 6082Документ5 страницEffect of Under Surface Cooling On Tensile Strength of Friction Stir Processed Aluminium Alloy 6082Kaushik SenguptaОценок пока нет
- Residual Stress and Deformation of Bogie Frame Steel Plate Weldment by Plasma-MAG Hybrid Welding ProcessДокумент5 страницResidual Stress and Deformation of Bogie Frame Steel Plate Weldment by Plasma-MAG Hybrid Welding ProcessKaushik SenguptaОценок пока нет
- Application of Plasma MIG Hybrid Welding To Dissimilar Joints Between Copper and SteelДокумент6 страницApplication of Plasma MIG Hybrid Welding To Dissimilar Joints Between Copper and SteelKaushik SenguptaОценок пока нет
- DMC 2016 Plasma MIG PresentationДокумент24 страницыDMC 2016 Plasma MIG PresentationKaushik SenguptaОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- 18 Ah41d1 2 - 1206Документ8 страниц18 Ah41d1 2 - 1206scribdquyОценок пока нет
- P-Number For Welding MaterialДокумент14 страницP-Number For Welding MaterialTâm NgôОценок пока нет
- Pub-22 Copper For BusbarsДокумент101 страницаPub-22 Copper For BusbarssteevemrОценок пока нет
- Gas WeldingДокумент22 страницыGas WeldingShalin Sharma50% (2)
- A640Документ3 страницыA640Wagner Santana100% (1)
- 2009 City Multi Modular Engineering ManualДокумент676 страниц2009 City Multi Modular Engineering ManualNiong DavidОценок пока нет
- Cswip 3.1Документ278 страницCswip 3.1hahah100% (1)
- Services For Turbogenerator Rotor Rewinds: NEC's Full-Service Rewind Facility Competes With The OEMДокумент1 страницаServices For Turbogenerator Rotor Rewinds: NEC's Full-Service Rewind Facility Competes With The OEMShanjiОценок пока нет
- Swiss Tool Catalog - EN - Small PDFДокумент338 страницSwiss Tool Catalog - EN - Small PDFPalade LucianОценок пока нет
- Basic Information About BrazingДокумент10 страницBasic Information About BrazingKristian UretaОценок пока нет
- CBX SeriesДокумент22 страницыCBX SeriesAtika AnjumОценок пока нет
- Heat Treating FurnacesДокумент63 страницыHeat Treating FurnacesNawaz KhanОценок пока нет
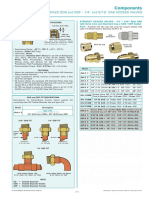
- SOLDER or BRAZE ODS & ODFДокумент4 страницыSOLDER or BRAZE ODS & ODFP.SELVAKUMARОценок пока нет
- Installer's Guide For Condensing Units: 2TTB0 & 2TTB2Документ8 страницInstaller's Guide For Condensing Units: 2TTB0 & 2TTB2jimbodunkyОценок пока нет
- Catalogo Distribuidores Sporlan PDFДокумент28 страницCatalogo Distribuidores Sporlan PDFhugoОценок пока нет
- Gas Welding, Brazing and SolderingДокумент7 страницGas Welding, Brazing and SolderingAkashОценок пока нет
- QGD 20-50 ManualДокумент76 страницQGD 20-50 Manualnanditos75392Оценок пока нет
- Vacuum BrazingДокумент14 страницVacuum BrazingAmal VikramОценок пока нет
- Copper and Copper Alloys PDFДокумент31 страницаCopper and Copper Alloys PDFShaikh Mohd Qaisar100% (1)
- Handy Alumibraze 300Документ5 страницHandy Alumibraze 300rolf_brОценок пока нет
- Development of A Device For Brazing Copper Pipes in HVAC InstallationsДокумент8 страницDevelopment of A Device For Brazing Copper Pipes in HVAC InstallationsJournal of Interdisciplinary PerspectivesОценок пока нет
- AWS Welding Journal February 2015Документ141 страницаAWS Welding Journal February 2015ferrero68Оценок пока нет
- TTM Master SpecДокумент12 страницTTM Master SpecManisha GuptaОценок пока нет
- Low Energy Arc Joining Process For Materials Sensitive To HeatДокумент5 страницLow Energy Arc Joining Process For Materials Sensitive To Heatg4okk8809Оценок пока нет
- Specifications For Approval: MODEL: Compresor LG de 1/6 HP Modelo SQ47LHQMДокумент12 страницSpecifications For Approval: MODEL: Compresor LG de 1/6 HP Modelo SQ47LHQMJesus GrilletОценок пока нет
- F FD 40 - Guidelines - Design Construction Dairy Process EquipmentДокумент26 страницF FD 40 - Guidelines - Design Construction Dairy Process EquipmentXavierОценок пока нет
- Cswip 3 0 Course NotesДокумент233 страницыCswip 3 0 Course NotesBadr MoutassarefОценок пока нет
- Brazing ProcedureДокумент2 страницыBrazing ProcedureNoel Delos SantosОценок пока нет
- Chapter 12 PDFДокумент52 страницыChapter 12 PDFdi abiОценок пока нет