Вам также может понравиться
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsОт EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsОценок пока нет
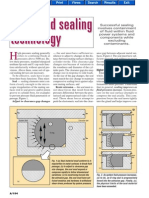
- Seals and Sealing TechnologyДокумент9 страницSeals and Sealing Technology1sympatyagaОценок пока нет
- Design For Plastics Unit 7Документ10 страницDesign For Plastics Unit 7Harinath GowdОценок пока нет
- Gasket DesignДокумент10 страницGasket Designnikita saleОценок пока нет
- Tunnel Segment Gasket Design - Solutions and Innovations: Bakhshi, Mehdi and Nasri, VeryaДокумент10 страницTunnel Segment Gasket Design - Solutions and Innovations: Bakhshi, Mehdi and Nasri, VeryaMehdi BakhshiОценок пока нет
- Ramid Fiber CharacteristicsДокумент3 страницыRamid Fiber CharacteristicsNebyat YazachewОценок пока нет
- Friction Optimization On Hydraulic Piston Rod Seals PDFДокумент8 страницFriction Optimization On Hydraulic Piston Rod Seals PDFbogdan hodor0% (1)
- GRP and FRP PipelineДокумент49 страницGRP and FRP PipelinePrasad BhosaleОценок пока нет
- Heat-Shrinkable Sleeve - Wikipedia, The Free EncyclopediaДокумент4 страницыHeat-Shrinkable Sleeve - Wikipedia, The Free Encyclopediaicemage1991Оценок пока нет
- Rubber Linning Selection PDFДокумент4 страницыRubber Linning Selection PDFSachin5586100% (1)
- Needle-Thermal CompareДокумент17 страницNeedle-Thermal CompareJimmy ThomasОценок пока нет
- Processing of Plastics PDFДокумент61 страницаProcessing of Plastics PDFCh Talha0% (1)
- PLASTIC PIPING SYSTEM: An article (39Документ4 страницыPLASTIC PIPING SYSTEM: An article (39Anonymous Ar4z7IОценок пока нет
- Fiberglass Pipe Glossary: Accelerator Adapter Aggregate Aliphatic AmineДокумент8 страницFiberglass Pipe Glossary: Accelerator Adapter Aggregate Aliphatic AminefrpahmedОценок пока нет
- Extrusion InformationДокумент29 страницExtrusion InformationNishant1993100% (1)
- Filament Winding Process GuideДокумент17 страницFilament Winding Process GuideCharaf Leo100% (1)
- Polymer Extrusion Experimental Report: April 2018Документ9 страницPolymer Extrusion Experimental Report: April 2018Mehmet Sarı100% (1)
- Heat Shrink Sleeve FinalДокумент11 страницHeat Shrink Sleeve FinalpepeОценок пока нет
- Water Takjjks 3Документ2 страницыWater Takjjks 3Anam Bahrul UlumОценок пока нет
- Bonding of Plastic Parts Opportunities For Future Automotive Contuction Dr. Hartwig Lohse, Ashland Specialty Chemical Company, Germany 00BSM011Документ8 страницBonding of Plastic Parts Opportunities For Future Automotive Contuction Dr. Hartwig Lohse, Ashland Specialty Chemical Company, Germany 00BSM011olah_laci3245Оценок пока нет
- Applications: Packaging Bottle CapsДокумент5 страницApplications: Packaging Bottle CapsPra VeeОценок пока нет
- Modeling and Analysis of Solid Vessel and Multilayered Composite Pressure VesselsДокумент62 страницыModeling and Analysis of Solid Vessel and Multilayered Composite Pressure VesselsWebsoft Tech-HydОценок пока нет
- Non Metallic Engineering MaterialДокумент7 страницNon Metallic Engineering Materialrockworld00940% (5)
- Background: The Duct Tape BookДокумент5 страницBackground: The Duct Tape BookCloudine IzonОценок пока нет
- Everything About Conveyor BeltsДокумент30 страницEverything About Conveyor BeltsJatin DarveОценок пока нет
- Benefits: Friction Welding (FRW) Is Considered As A Solid-State Welding Process That Generates Heat ThroughДокумент5 страницBenefits: Friction Welding (FRW) Is Considered As A Solid-State Welding Process That Generates Heat ThroughRahulKumarОценок пока нет
- Single Screw ExtrusionДокумент5 страницSingle Screw ExtrusionAli RazuОценок пока нет
- International Symposium on Underground Excavation and Tunnelling Bangkok 2006 - Small But Important Gaskets for Tunnel SegmentsДокумент10 страницInternational Symposium on Underground Excavation and Tunnelling Bangkok 2006 - Small But Important Gaskets for Tunnel SegmentsPratik SinhaОценок пока нет
- Secutex - Geotextile IntroductionДокумент4 страницыSecutex - Geotextile IntroductionoanaariadnaОценок пока нет
- Hand Lay Up Spray Up Vacuum Bag and Autoclave Feb2020.6310.1583551554.9171Документ67 страницHand Lay Up Spray Up Vacuum Bag and Autoclave Feb2020.6310.1583551554.9171EudoОценок пока нет
- Plastic Extrusion ProcessДокумент8 страницPlastic Extrusion ProcessAmir NawazОценок пока нет
- Textile Reinforced HoseДокумент8 страницTextile Reinforced HoseSENTHIL KUMARОценок пока нет
- Rubber Molding Methods and Material Selection GuideДокумент9 страницRubber Molding Methods and Material Selection GuideStefan VladОценок пока нет
- GPP ManholeДокумент2 страницыGPP ManholeРуслан АстраханцевОценок пока нет
- Rubber MoldingДокумент33 страницыRubber MoldingFurqan AlamОценок пока нет
- 11 - Coating and LaminationДокумент8 страниц11 - Coating and LaminationIlton EduardoОценок пока нет
- Fabric structures advantagesДокумент9 страницFabric structures advantagesa_j_sanyal259Оценок пока нет
- Stress and Strain in ConcreteДокумент7 страницStress and Strain in ConcretePennada VinayОценок пока нет
- P I M R: Lastic Njection Idterm EportДокумент11 страницP I M R: Lastic Njection Idterm EportdjivyОценок пока нет
- Packing Selection Guide For Packed ColumnsДокумент44 страницыPacking Selection Guide For Packed ColumnsZain Ul AbideenОценок пока нет
- Hydrogen Compressor Dry Running Piston RingДокумент12 страницHydrogen Compressor Dry Running Piston RingMachineryeng100% (1)
- Cement & Concrete Composites: Emma Boghossian, Leon D. WegnerДокумент9 страницCement & Concrete Composites: Emma Boghossian, Leon D. WegnerratnasaiОценок пока нет
- Textiles For Technical Applications - 3D Spacer Fabric For InsulatingДокумент6 страницTextiles For Technical Applications - 3D Spacer Fabric For InsulatingSEP-PublisherОценок пока нет
- BASIC GASKET GUIDE SELECTIONДокумент10 страницBASIC GASKET GUIDE SELECTIONTieu KakaОценок пока нет
- Analysis of Sealing Methods For FDM-partsДокумент12 страницAnalysis of Sealing Methods For FDM-partsRudenco AndreiОценок пока нет
- Non-Contacting Seals in Screw CompressorsДокумент11 страницNon-Contacting Seals in Screw CompressorsSERHAT SALEОценок пока нет
- Gasket EngineeringДокумент28 страницGasket EngineeringRohit DaveОценок пока нет
- A New Option To Traditional Plastic Isolation Gaskets UP 1 CompressedДокумент6 страницA New Option To Traditional Plastic Isolation Gaskets UP 1 Compressedpayam.ghafooriОценок пока нет
- CompositeДокумент8 страницCompositeJuliana Jue100% (1)
- Polymer Linings For Restoration Corrosion Protection of Steel SurfacesДокумент7 страницPolymer Linings For Restoration Corrosion Protection of Steel Surfacesfrancisco javier rubioОценок пока нет
- 2A?Djkhkcu: Insulation & LiningsДокумент4 страницы2A?Djkhkcu: Insulation & LiningsbenssjОценок пока нет
- Ecoshield PBДокумент2 страницыEcoshield PBBaugh Graphic DesignОценок пока нет
- Centrifugal CastingДокумент4 страницыCentrifugal CastingaerovinuОценок пока нет
- Introduction To Vacuum InfusionДокумент1 страницаIntroduction To Vacuum InfusionGunnie PandherОценок пока нет
- Water Well Packers: Inflatable Packers International Pty LTD © 2014Документ5 страницWater Well Packers: Inflatable Packers International Pty LTD © 2014Viller MontalicoОценок пока нет
- Polymer Processing HandoutДокумент68 страницPolymer Processing HandoutibraheemОценок пока нет
- Development of A High-Performance Cement SlurryДокумент11 страницDevelopment of A High-Performance Cement SlurryJuan Pablo Guzman CastroОценок пока нет
- Curriculum Vitae For Editing (Ruby Wright) - NewДокумент4 страницыCurriculum Vitae For Editing (Ruby Wright) - NewRuby WrightОценок пока нет
- GENG5507 STATS Lecture Week1 IntroductionДокумент22 страницыGENG5507 STATS Lecture Week1 IntroductionRuby WrightОценок пока нет
- Ngc104 WorkДокумент1 070 страницNgc104 WorkRuby WrightОценок пока нет
- Personal CVДокумент2 страницыPersonal CVRuby WrightОценок пока нет
- Good Evening EveryoneДокумент1 страницаGood Evening EveryoneRuby WrightОценок пока нет
- Observing ListДокумент1 страницаObserving ListRuby WrightОценок пока нет
- Plot displacement curves from position diagramsДокумент9 страницPlot displacement curves from position diagramsReyner LozaОценок пока нет
- Prov 3 Black Fixtures 2017Документ1 страницаProv 3 Black Fixtures 2017Ruby WrightОценок пока нет
- Timeline - Mt. PinatuboДокумент1 страницаTimeline - Mt. PinatuboRuby WrightОценок пока нет
- Automatic Aperture Selection For Astronomical Image PhotometryДокумент2 страницыAutomatic Aperture Selection For Astronomical Image PhotometryRuby WrightОценок пока нет
- Vampires Presentation SpeechДокумент1 страницаVampires Presentation SpeechRuby WrightОценок пока нет
- Observing ListДокумент1 страницаObserving ListRuby WrightОценок пока нет
- 2014 Universities Admission Advice ATAR 99.80Документ2 страницы2014 Universities Admission Advice ATAR 99.80Ruby WrightОценок пока нет
- Weekly Progress Report (Due 15:04)Документ4 страницыWeekly Progress Report (Due 15:04)Ruby Wright100% (1)
- Presentation 1Документ1 страницаPresentation 1Ruby WrightОценок пока нет
- Basics (Autism & Vitamin D)Документ3 страницыBasics (Autism & Vitamin D)Ruby WrightОценок пока нет
- Basics (Autism & Vitamin D)Документ3 страницыBasics (Autism & Vitamin D)Ruby WrightОценок пока нет
- Presenta 11 Tion 1Документ1 страницаPresenta 11 Tion 1Ruby WrightОценок пока нет
- Presentation 1Документ1 страницаPresentation 1Ruby WrightОценок пока нет
- Presentation 1Документ1 страницаPresentation 1Ruby WrightОценок пока нет
- Coping Strategies in An EthnicДокумент15 страницCoping Strategies in An EthnicRuby WrightОценок пока нет
- Presentation 1Документ1 страницаPresentation 1Ruby WrightОценок пока нет
- Duct Tape and Insulation Tape GuideДокумент2 страницыDuct Tape and Insulation Tape GuideDhanish AhsenОценок пока нет
- Class 10 Science Chapter 4 Carbon and Its Compounds Revision NotesДокумент30 страницClass 10 Science Chapter 4 Carbon and Its Compounds Revision NotesNanhe SinghОценок пока нет
- Honel A SeriesДокумент6 страницHonel A SeriesAustin WilsonОценок пока нет
- Weldment Deffect and Rejected by StationДокумент28 страницWeldment Deffect and Rejected by StationHadi azfar channelОценок пока нет
- Civil Engineering MCQДокумент19 страницCivil Engineering MCQSuhail RazaОценок пока нет
- Organic Synthesis Capabilities and Core TechnologiesДокумент8 страницOrganic Synthesis Capabilities and Core TechnologiesNguyễn Huy CườngОценок пока нет
- Alina Dawood - QS - Long AssignmentДокумент11 страницAlina Dawood - QS - Long AssignmentK AndreОценок пока нет
- Pds Tial m80Документ2 страницыPds Tial m80Yan FerizalОценок пока нет
- Basics of Reinforced Concrete Design: OutlineДокумент10 страницBasics of Reinforced Concrete Design: OutlineariОценок пока нет
- Estimation of Undrained Shear Strength For Peat Using CPTДокумент4 страницыEstimation of Undrained Shear Strength For Peat Using CPTLaura RossОценок пока нет
- Design and Analysis of Tension MemberДокумент29 страницDesign and Analysis of Tension MemberJhianne Dulpina RoqueОценок пока нет
- August 2022 Report For Dennis T MuzilaДокумент11 страницAugust 2022 Report For Dennis T MuzilaDennis MuzilaОценок пока нет
- X17CrNi16 2Документ2 страницыX17CrNi16 2madodandembeОценок пока нет
- 3rd Summative TestДокумент8 страниц3rd Summative TestAngelica ValdezОценок пока нет
- Copper and It's AlloysДокумент5 страницCopper and It's AlloysReza MortazaviОценок пока нет
- Heat Transfer Equations and Critical Insulation RadiusДокумент18 страницHeat Transfer Equations and Critical Insulation RadiusPon ShanmugakumarОценок пока нет
- Chapter 14 Electric Current and Its Effects Class 7 Extra Questions ScienceДокумент6 страницChapter 14 Electric Current and Its Effects Class 7 Extra Questions ScienceShaurya Maniktala50% (2)
- Astm A319.370238-1Документ2 страницыAstm A319.370238-1Fabio Augusto Hincapie Henao100% (1)
- Bronze Castings For Bridges and TurntablesДокумент4 страницыBronze Castings For Bridges and TurntablesmatiullahОценок пока нет
- ASME IIA SA29 SA29M Steel Bars, Carbon and Alloy, Hot-Wrought and Cold-FinishedДокумент1 страницаASME IIA SA29 SA29M Steel Bars, Carbon and Alloy, Hot-Wrought and Cold-FinishedAmanda Ariesta ApriliaОценок пока нет
- Sika Lightcrete I-500: Admixture For Lightweight ConcreteДокумент3 страницыSika Lightcrete I-500: Admixture For Lightweight ConcreteAmmar A. AliОценок пока нет
- Geology Report Group 6Документ19 страницGeology Report Group 6Muiz Sofi100% (1)
- Slon Magnetic Separators Applied in TheДокумент8 страницSlon Magnetic Separators Applied in TheMulti DELLОценок пока нет
- Automatic Wall Painting MachineДокумент9 страницAutomatic Wall Painting MachineaalekhОценок пока нет
- Api600 Valve Trim ChartДокумент2 страницыApi600 Valve Trim ChartBoankОценок пока нет
- 3M - VHB - Structural Glazing Tapes Technical GuideДокумент32 страницы3M - VHB - Structural Glazing Tapes Technical GuideMahadeva PrasadОценок пока нет
- ME206 Lecture 3 - Key concepts in metal casting flowДокумент28 страницME206 Lecture 3 - Key concepts in metal casting flowHarsh ShahОценок пока нет
- Datasheet Potassium Formate KFORMSOLpdfДокумент1 страницаDatasheet Potassium Formate KFORMSOLpdfJuan MancipeОценок пока нет
- Brosur Globond Alumunium Composite PanelДокумент8 страницBrosur Globond Alumunium Composite PanelDede SubhanОценок пока нет
- FM Global Loss Prevention Data Sheet 3 26 Fire Protection Fo Non Storage Sprinklered PropertiesДокумент13 страницFM Global Loss Prevention Data Sheet 3 26 Fire Protection Fo Non Storage Sprinklered PropertiesDaniel Aloysio Rojas Martins67% (3)