Вам также может понравиться
- Incert P À C PDFДокумент2 страницыIncert P À C PDFnakaruru55Оценок пока нет
- Analyse Systeme de MesureДокумент10 страницAnalyse Systeme de Mesuremedane_saad6707Оценок пока нет
- 07-SMED Tool Module PDFДокумент49 страниц07-SMED Tool Module PDFTunENSTABОценок пока нет
- TpMetrologieAuMarbre CorrigeДокумент4 страницыTpMetrologieAuMarbre CorrigeNoOr Hane0% (1)
- 3 MSA Etude Type1Документ9 страниц3 MSA Etude Type1Hichem ArbiОценок пока нет
- INCERTITUDEДокумент3 страницыINCERTITUDEابو ياسين100% (1)
- Cours MSP Chapitre 5Документ84 страницыCours MSP Chapitre 5Maram Sellami100% (1)
- Polycopié MSP 2016Документ57 страницPolycopié MSP 2016Mi DO IIОценок пока нет
- Concept de Capabilité PlatformeДокумент15 страницConcept de Capabilité PlatformeHayat Raoui100% (2)
- Rapport de MetrologieДокумент14 страницRapport de MetrologieMostafa BelaaroussiОценок пока нет
- TDM PilletДокумент17 страницTDM PilletIsmail SouhailОценок пока нет
- Presentation AmdecДокумент39 страницPresentation AmdecChikhaouiОценок пока нет
- FinalДокумент18 страницFinalAyoub TarhouchiОценок пока нет
- FiabiliteДокумент14 страницFiabiliteeslochОценок пока нет
- 04 Msa1 PDFДокумент43 страницы04 Msa1 PDFTunENSTABОценок пока нет
- TP Carte de ControleДокумент15 страницTP Carte de ControleYasmine YasmineОценок пока нет
- Mode Operatoire Pied A CoulisseДокумент5 страницMode Operatoire Pied A CoulisseaymenОценок пока нет
- 1.1 Mise en Place de La Fonction MétrologiqueДокумент66 страниц1.1 Mise en Place de La Fonction Métrologiqueassie maurice100% (3)
- Cours MSP Chapitre 2Документ56 страницCours MSP Chapitre 2sarah ben terzi100% (2)
- 2 Cours Capabilité PDFДокумент6 страниц2 Cours Capabilité PDFNassim RabaouiОценок пока нет
- Le Controle Des Petites SeriesДокумент4 страницыLe Controle Des Petites Seriesesloch100% (1)
- Cours MSP Chapitre 1Документ32 страницыCours MSP Chapitre 1sarah ben terziОценок пока нет
- Cartes de Controle MSPДокумент30 страницCartes de Controle MSPSakù ExøTïc ØtāKůОценок пока нет
- Maitrise Que de Procedes 9Документ9 страницMaitrise Que de Procedes 9Ait El Caid AbdellatifОценок пока нет
- 2 ING GSIL - Contrôle de Réception - Cours Bases Qualité - ENICarthageДокумент41 страница2 ING GSIL - Contrôle de Réception - Cours Bases Qualité - ENICarthageNouha Mnassri100% (1)
- TD MSPДокумент3 страницыTD MSPYounesОценок пока нет
- FMD1Документ16 страницFMD1mnassri houcineОценок пока нет
- Chapitre Capabilité Et Cartes de ContrôleДокумент22 страницыChapitre Capabilité Et Cartes de Contrôleالخوداري نهالОценок пока нет
- 00 - MétrologieДокумент73 страницы00 - MétrologieGUANNOURОценок пока нет
- TP MSP4Документ4 страницыTP MSP4Ismail SamouhОценок пока нет
- COURS MSP DV (Mode de Compatibilité)Документ100 страницCOURS MSP DV (Mode de Compatibilité)LEARNING GAMINGОценок пока нет
- Ch1. Contrôle Statistique de La QualitéДокумент13 страницCh1. Contrôle Statistique de La QualitéAref ChaariОценок пока нет
- Methodes Statistiques Appliquées Aux Contrôles de La QualitéДокумент39 страницMethodes Statistiques Appliquées Aux Contrôles de La Qualitéhinaro1Оценок пока нет
- Cours Sur La Mesure Et ControleДокумент4 страницыCours Sur La Mesure Et ControleHadj Taïeb Rami100% (1)
- Maitrise Statique Des ProcessusДокумент47 страницMaitrise Statique Des ProcessusTimo ShmittОценок пока нет
- Gestion Metrologie 2015 2016Документ6 страницGestion Metrologie 2015 2016DK KDОценок пока нет
- Table CameronДокумент1 страницаTable CameronAshraf Tresca100% (2)
- Metrologie TridimensionnelleДокумент8 страницMetrologie TridimensionnelleMansouri BeyremОценок пока нет
- MetrologieДокумент43 страницыMetrologieOussamaNaciri67% (3)
- TP 2 Gmao 2017Документ19 страницTP 2 Gmao 2017Abdoo BeelОценок пока нет
- Presentation Generale Metrologie v6 OlasДокумент21 страницаPresentation Generale Metrologie v6 Olasامين بوعزيزОценок пока нет
- Tgao PDFДокумент21 страницаTgao PDFAl CasОценок пока нет
- Metro 2021Документ69 страницMetro 2021MngОценок пока нет
- Etude R&RДокумент15 страницEtude R&Rmedane_saad67070% (2)
- Projet de Gmao Maintenance IndustrielДокумент4 страницыProjet de Gmao Maintenance IndustrielAbdoul Shakour NeyaОценок пока нет
- Amdec PPTДокумент25 страницAmdec PPTImane MouamrОценок пока нет
- Maitrise Statistique Des ProcédésДокумент38 страницMaitrise Statistique Des ProcédésNoura ENNAJARIОценок пока нет
- TD1 (Déf, Pareto, Ishikawa)Документ2 страницыTD1 (Déf, Pareto, Ishikawa)Ossama Chahoub100% (2)
- Exercice N°1 Pratique 2 FMD TPMДокумент2 страницыExercice N°1 Pratique 2 FMD TPMdallagi mohamed0% (1)
- Fonction Metrologie PDFДокумент48 страницFonction Metrologie PDFOussama BouzidОценок пока нет
- Carte de ContrôleДокумент34 страницыCarte de Contrôlesa sa100% (3)
- TP GmaoДокумент5 страницTP GmaoahmedОценок пока нет
- Rapport de MSPДокумент24 страницыRapport de MSPamine tabichОценок пока нет
- Etalonnage MicrometreДокумент9 страницEtalonnage MicrometreOUZLIG MohamedОценок пока нет
- Carte de Controle1 Prof PDFДокумент9 страницCarte de Controle1 Prof PDFOmar DaaliОценок пока нет
- DS C&M 2015Документ3 страницыDS C&M 2015anas isadrameОценок пока нет
- Pitot Et Ventiri2Документ10 страницPitot Et Ventiri2Youssef BouzianeОценок пока нет
- DS C&MДокумент3 страницыDS C&MHANANE ER-RMICHIОценок пока нет
- Chapitre 1 Instruments de MesureДокумент19 страницChapitre 1 Instruments de Mesureloufimanki22Оценок пока нет
- Mécanique Des Milieux ContinusДокумент67 страницMécanique Des Milieux ContinusAminChaariОценок пока нет
- Résumé MMCДокумент10 страницRésumé MMCAminChaari67% (3)
- MMC PartielДокумент6 страницMMC PartielAminChaariОценок пока нет
- Cycle Fanuc Tournage PDFДокумент16 страницCycle Fanuc Tournage PDFAminChaariОценок пока нет
- Cours Systèmes Mécaniques TC ENIMДокумент44 страницыCours Systèmes Mécaniques TC ENIMBenamara Abdelmajid100% (8)
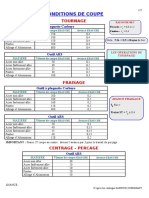
- Bilanl Des Conditions de Coupe TableauДокумент2 страницыBilanl Des Conditions de Coupe TableauChokri AtefОценок пока нет
- Cours Analyse Numerique MatricielleДокумент63 страницыCours Analyse Numerique MatricielleAminChaariОценок пока нет
- TP - JET D'eauДокумент7 страницTP - JET D'eauAminChaariОценок пока нет
- André Chevalier-Guide Du Dessinateur Industriel - Edition 2004 PDFДокумент338 страницAndré Chevalier-Guide Du Dessinateur Industriel - Edition 2004 PDFreda100% (10)
- CND - Contrôle Par RessuageДокумент7 страницCND - Contrôle Par RessuageAminChaari100% (1)
- 04-Henri Walaszek CetimДокумент84 страницы04-Henri Walaszek CetimMorched TounsiОценок пока нет
- Guide Hors Production Operateur Traitement Thermique PDFДокумент186 страницGuide Hors Production Operateur Traitement Thermique PDFSamir KhОценок пока нет
- Essai de TractionДокумент9 страницEssai de TractionAminChaari50% (2)
- PFE de Mourad Ait MassoudДокумент48 страницPFE de Mourad Ait Massoudali waallaОценок пока нет
- Treaty Shopp - Jugement Cas Bank of ScotlandДокумент3 страницыTreaty Shopp - Jugement Cas Bank of ScotlandKawtar ZbirОценок пока нет
- AttestationДокумент1 страницаAttestationWesleyОценок пока нет
- Module - Lampe Solaire v2022Документ13 страницModule - Lampe Solaire v2022RatovoarisoaОценок пока нет
- Facture F202200239Документ1 страницаFacture F202200239Sigrid SalaunОценок пока нет
- Loi de Finance 2019Документ58 страницLoi de Finance 2019GlennJeffreyОценок пока нет
- Traitement Des StocksДокумент3 страницыTraitement Des StocksRekkas KhalidОценок пока нет
- Capabilite Processus PDFДокумент8 страницCapabilite Processus PDFKHALI AMIОценок пока нет
- Chapitre I IntroductionДокумент2 страницыChapitre I IntroductionAyoub FakirОценок пока нет
- Calcul Dessableur DecanteurДокумент17 страницCalcul Dessableur DecanteurNoureddine MerahОценок пока нет
- 13-408 Reb303Документ98 страниц13-408 Reb303Felipe CamusОценок пока нет
- Cahier Des ChargesДокумент14 страницCahier Des ChargesMan ElleОценок пока нет
- EXERCICES. Énoncé Étant Donné Les Informations Suivantes Concernant La Gestion Des Stocks D Une EntrepriseДокумент126 страницEXERCICES. Énoncé Étant Donné Les Informations Suivantes Concernant La Gestion Des Stocks D Une EntrepriseWael Maatoug67% (3)
- Mémoire Final À ImprimerДокумент139 страницMémoire Final À ImprimerFatine lbОценок пока нет
- Autorisation de PrélèvementДокумент2 страницыAutorisation de PrélèvementTiefingОценок пока нет
- Examen Final RHДокумент3 страницыExamen Final RHboutainaoubella99Оценок пока нет
- Réussir auxUSAДокумент210 страницRéussir auxUSAJoTetrisОценок пока нет
- Audit À Distance Revue LittératureДокумент14 страницAudit À Distance Revue LittératureMakenzyОценок пока нет
- Tpe Fondements de MKTДокумент3 страницыTpe Fondements de MKTBaudouin MUKENDIОценок пока нет
- STORYLIFE RP Donation Pack La RentréeДокумент10 страницSTORYLIFE RP Donation Pack La RentréewainsebastienОценок пока нет
- Bangalow 25MДокумент2 страницыBangalow 25MChedly Ben SoltaneОценок пока нет
- Chapitre 12Документ2 страницыChapitre 12marwaneОценок пока нет
- 03 La Déclaration en Détail (Cas D'une Importation Pour MC) PDFДокумент48 страниц03 La Déclaration en Détail (Cas D'une Importation Pour MC) PDFRIHANI Mohamed40% (5)
- FINAL EXAM MGT 201 Fall22-23 IUL - En.fr Vers 2Документ4 страницыFINAL EXAM MGT 201 Fall22-23 IUL - En.fr Vers 2mohamad nassrallahОценок пока нет
- Correction Colle MicroeconomieДокумент7 страницCorrection Colle MicroeconomieYomika MankoraОценок пока нет
- Cours Complet D'harmonie Théorique Et (... ) Savard Augustin bpt6k1172794fДокумент248 страницCours Complet D'harmonie Théorique Et (... ) Savard Augustin bpt6k1172794fOzan Can Yılmaz100% (1)
- D'un Quartier A L'autre: Analyse Quantitative de La Marche Dans La Suisse UrbaineДокумент10 страницD'un Quartier A L'autre: Analyse Quantitative de La Marche Dans La Suisse UrbaineGilles Malatray100% (1)
- Eu Amplify Release FRДокумент5 страницEu Amplify Release FRgonimy07Оценок пока нет
- SAVE The DATE - Opportunités Pour Tous - Les Jeux Recrutent - Presentation Et Mobilisation v20230724Документ13 страницSAVE The DATE - Opportunités Pour Tous - Les Jeux Recrutent - Presentation Et Mobilisation v20230724CreeperQuiPaiteОценок пока нет
- Programme Des Enseigements Session: Automne 2020-2021 - ECONOMIE & GESTIONДокумент1 страницаProgramme Des Enseigements Session: Automne 2020-2021 - ECONOMIE & GESTIONLUNAMAОценок пока нет