Вам также может понравиться
- QC - 06 Surface Preparation & Painting 2Документ6 страницQC - 06 Surface Preparation & Painting 2mahendraОценок пока нет
- Method Statement For Surface Preparation Prtective CoatingДокумент11 страницMethod Statement For Surface Preparation Prtective CoatingJaved MAОценок пока нет
- Painting ProcedureДокумент8 страницPainting ProcedureSunday Paul50% (2)
- Fiberglass Coating SpecДокумент3 страницыFiberglass Coating Specponnivalavans_994423100% (1)
- Painting Procedure TemplateДокумент14 страницPainting Procedure TemplateNnamdi Celestine NnamdiОценок пока нет
- Painting SpecificationДокумент19 страницPainting SpecificationArunkumar Rackan0% (1)
- Field CoatingДокумент26 страницField Coatingsohn2342100% (1)
- Blasting Painting ProcedureДокумент4 страницыBlasting Painting ProcedureRyanОценок пока нет
- Insulation Method StatementДокумент4 страницыInsulation Method StatementShanoor AS100% (1)
- Inspection Report Insulation Check: Inspectors Ceri Name: Signature: Date: Gama Consortium Consortium StegДокумент1 страницаInspection Report Insulation Check: Inspectors Ceri Name: Signature: Date: Gama Consortium Consortium StegRamzi Zoghlami100% (1)
- Method Statement For Insulation WorksДокумент16 страницMethod Statement For Insulation WorksAhmed Farman AlqaysiОценок пока нет
- Method Statement For Insulation Works and JacketingДокумент8 страницMethod Statement For Insulation Works and Jacketingred patriotОценок пока нет
- Painting Procedure Template PDFДокумент14 страницPainting Procedure Template PDFjohn100% (1)
- AA-036911-001 Insulation Details For Hot Piping PDFДокумент1 страницаAA-036911-001 Insulation Details For Hot Piping PDFzampacaanas100% (2)
- Application ProcedureДокумент18 страницApplication ProcedureTeguh SilaОценок пока нет
- CV - Faisal Coating Combained-QCIДокумент13 страницCV - Faisal Coating Combained-QCIMuthu SaravananОценок пока нет
- Fire Proofing ConcreteДокумент6 страницFire Proofing Concretemalaya tripathyОценок пока нет
- Piping Insulation PractiseДокумент14 страницPiping Insulation PractisePushkar KhannaОценок пока нет
- Insulation NotesДокумент11 страницInsulation Notesnike_y2kОценок пока нет
- AV650 Petrochemical Fireproofing Application MethodДокумент4 страницыAV650 Petrochemical Fireproofing Application MethodNizarHamrouniОценок пока нет
- INSULATIONДокумент4 страницыINSULATIONDandaman0% (1)
- Ai Hempadur 87540 EnglishДокумент2 страницыAi Hempadur 87540 EnglishAmilcar BolagОценок пока нет
- Surface Preparation and Painting Method for Alloy PipingДокумент9 страницSurface Preparation and Painting Method for Alloy Pipingsharif339Оценок пока нет
- Method Statements of Surface Treatment and Painting For Valves Nh3 ProjectДокумент5 страницMethod Statements of Surface Treatment and Painting For Valves Nh3 ProjectDuongthithuydung0% (1)
- Underground Insulation Specification Data SheetДокумент2 страницыUnderground Insulation Specification Data Sheetadoptvn100% (1)
- Method Statement For Leakage Testing of Gravity Sewer LineДокумент3 страницыMethod Statement For Leakage Testing of Gravity Sewer LinePrem Kumar100% (2)
- Insulation Inspection 2 Days - 2021-11-22Документ353 страницыInsulation Inspection 2 Days - 2021-11-22bikashmaity030Оценок пока нет
- Painting Stainless SteelДокумент2 страницыPainting Stainless SteelrmjiranОценок пока нет
- Hot Insulation Method Statement Rev.Документ25 страницHot Insulation Method Statement Rev.Hassan Helmy100% (1)
- Coating Procedure - General Rev.03Документ35 страницCoating Procedure - General Rev.03moytabura96100% (2)
- INSULATION INSTALLATION GUIDEДокумент8 страницINSULATION INSTALLATION GUIDEMark Darrel AranasОценок пока нет
- UG Pipe CoatingДокумент8 страницUG Pipe CoatingcenthilkrОценок пока нет
- MS - Dolly Test ProcedureДокумент4 страницыMS - Dolly Test ProcedureRahul Moottolikandy100% (1)
- Brazing and Jointing of Copper PipesДокумент3 страницыBrazing and Jointing of Copper Pipessunny_84t100% (1)
- Method Statement For Coating Repair of Air Handling Units (Ahu)Документ6 страницMethod Statement For Coating Repair of Air Handling Units (Ahu)moytabura96100% (1)
- Jotun Resist 86Документ5 страницJotun Resist 86Ansar AliОценок пока нет
- Galvanizing Procedure PDFДокумент7 страницGalvanizing Procedure PDFkhuzafa50% (4)
- Pipe InsulationДокумент50 страницPipe InsulationSam WeberОценок пока нет
- Attachment 5 - Painting and Coating System Including Colour CodeДокумент54 страницыAttachment 5 - Painting and Coating System Including Colour CodeVan Anh0% (1)
- MS For Finish Painting WorkДокумент5 страницMS For Finish Painting WorkPhạm ĐạtОценок пока нет
- Clean Pipes with Cardboard Bursting and Air BlowingДокумент3 страницыClean Pipes with Cardboard Bursting and Air BlowingParthiban Karuna100% (1)
- QAQC Questions & AnswersДокумент5 страницQAQC Questions & Answersnafis2uОценок пока нет
- Sigmacover™ 620: Product Data SheetДокумент5 страницSigmacover™ 620: Product Data SheetMahmoud TahaОценок пока нет
- Specification of Pipe InsulationДокумент6 страницSpecification of Pipe InsulationNoldz SantosОценок пока нет
- Surface Preparation & Painting Procedure SampleДокумент29 страницSurface Preparation & Painting Procedure SampleSyaiful Rasyidi TamsirОценок пока нет
- M3 U1 Piping MaterialsДокумент28 страницM3 U1 Piping MaterialsIbtissamОценок пока нет
- ABDULLA QAQC Painting& Coating InspectorДокумент5 страницABDULLA QAQC Painting& Coating InspectorawaisОценок пока нет
- Method Statement For Blasting and Painting of Process EquipmentДокумент11 страницMethod Statement For Blasting and Painting of Process EquipmentNnamdi Amadi100% (3)
- Chilled Water Expansion Tank Installation MethodДокумент2 страницыChilled Water Expansion Tank Installation MethodNethiyaaRajendran100% (1)
- Cold Thermal Insulation SpecificationДокумент13 страницCold Thermal Insulation SpecificationCameliaОценок пока нет
- 1 Insulation SupervisorДокумент2 страницы1 Insulation Supervisorrsamim0% (1)
- Work Sequence and Methodology 1.1. Storage and HandlingДокумент12 страницWork Sequence and Methodology 1.1. Storage and Handlingdmuneer131187Оценок пока нет
- WMS JOB Procedure FOR PIPING WORKДокумент9 страницWMS JOB Procedure FOR PIPING WORKsatyamech1_395565923Оценок пока нет
- Painting SpecДокумент10 страницPainting SpecTroy HooperОценок пока нет
- Painting Procedure 16.03.2021Документ18 страницPainting Procedure 16.03.2021selvakumarОценок пока нет
- Blasting and Painting Procedure GuideДокумент6 страницBlasting and Painting Procedure Guidevishwas salunkheОценок пока нет
- Application Guide Tankguard 412Документ1 страницаApplication Guide Tankguard 412TamerTamerОценок пока нет
- Blasting and Painting Procedure - 1Документ6 страницBlasting and Painting Procedure - 1Azrul Rais64% (11)
- BlastpaintДокумент12 страницBlastpaintdeje1726Оценок пока нет
- (2-2.b) - As-Built For Metal BuildingДокумент482 страницы(2-2.b) - As-Built For Metal BuildingAbdul Wadood GharsheenОценок пока нет
- Fabrication of Steel Structure and Steel Equipment (Itp)Документ4 страницыFabrication of Steel Structure and Steel Equipment (Itp)Javed MAОценок пока нет
- Method Statement For Handling, Storage, Packaging, Preservation and Delivery1Документ14 страницMethod Statement For Handling, Storage, Packaging, Preservation and Delivery1Javed MA0% (1)
- Daanish School DPR 02 Sep 2016Документ69 страницDaanish School DPR 02 Sep 2016Javed MAОценок пока нет
- Set environment and assign costs in Primavera P6Документ8 страницSet environment and assign costs in Primavera P6romy321Оценок пока нет
- Tut Failure TheoriesДокумент39 страницTut Failure TheoriesKamil Hakan TuranОценок пока нет
- Theories of FailureДокумент62 страницыTheories of FailureAjith MosesОценок пока нет
- Design & Construction of Piping SystemsДокумент115 страницDesign & Construction of Piping SystemsSuresh Babu100% (13)
- SIFand FESIFДокумент4 страницыSIFand FESIFktsnlОценок пока нет
- DG Cement Sch. With Out LinkageДокумент5 страницDG Cement Sch. With Out LinkageJaved MAОценок пока нет
- MZ3604582Документ6 страницMZ3604582Javed MAОценок пока нет
- 21 Shweta Bisht & Farheen JahanДокумент5 страниц21 Shweta Bisht & Farheen JahanjtpmlОценок пока нет
- 21 Shweta Bisht & Farheen JahanДокумент5 страниц21 Shweta Bisht & Farheen JahanjtpmlОценок пока нет
- English Proficiency LatterДокумент1 страницаEnglish Proficiency LatterJaved MAОценок пока нет
- Application Form For MSC Studies in English-1Документ4 страницыApplication Form For MSC Studies in English-1Javed MAОценок пока нет
- 21 Shweta Bisht & Farheen JahanДокумент5 страниц21 Shweta Bisht & Farheen JahanjtpmlОценок пока нет
- CAESAR II Manual PDFДокумент708 страницCAESAR II Manual PDFPhung Ha Long83% (6)
- Elementary Beam TheoryДокумент28 страницElementary Beam TheoryJaved MAОценок пока нет
- Process AnalysisДокумент1 страницаProcess AnalysisJaved MAОценок пока нет
- Tier 4 of The Points Based SystemДокумент93 страницыTier 4 of The Points Based SystemStrept PneumoniaОценок пока нет
- Protectakote WB Data SheetДокумент4 страницыProtectakote WB Data SheetDave CОценок пока нет
- Bituthene CPДокумент2 страницыBituthene CPThanasit ThamsirirojОценок пока нет
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intertuf - 16 - Eng - A4 - 20150204 PDFДокумент4 страницыE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intertuf - 16 - Eng - A4 - 20150204 PDFShafnur HamdiОценок пока нет
- Colorcoat Hps200 BrochureДокумент10 страницColorcoat Hps200 BrochureMelissa GrahamОценок пока нет
- Sikaflex - 221Документ2 страницыSikaflex - 221MarhendraОценок пока нет
- FireProofing SpecificationДокумент10 страницFireProofing SpecificationSalman ShaikhОценок пока нет
- Curing Agents Waterborne-Epoxy PDFДокумент12 страницCuring Agents Waterborne-Epoxy PDFJuanОценок пока нет
- Main ReportДокумент20 страницMain Reportnazmul_85Оценок пока нет
- Sikafloor - 261: System Data SheetДокумент4 страницыSikafloor - 261: System Data Sheetthe pilotОценок пока нет
- Paint SpecДокумент9 страницPaint SpectalabizОценок пока нет
- My Con Pds Sikafloor 161 HCДокумент5 страницMy Con Pds Sikafloor 161 HClaurenjiaОценок пока нет
- Fosroc Nitoflor FC550: Constructive SolutionsДокумент4 страницыFosroc Nitoflor FC550: Constructive SolutionsVincent JavateОценок пока нет
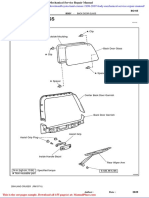
- Toyota Land Cruiser 1998 2007 Body Mechanical Service Repair ManualДокумент10 страницToyota Land Cruiser 1998 2007 Body Mechanical Service Repair Manualhector100% (47)
- Rubbol BL PrimerДокумент5 страницRubbol BL Primerjoju0531Оценок пока нет
- Ak Catalogue 2015Документ176 страницAk Catalogue 2015Kenneth LiОценок пока нет
- Painting For GGC ValvesДокумент2 страницыPainting For GGC Valveswendypost73Оценок пока нет
- Chemlok 252XДокумент4 страницыChemlok 252XHuỳnh TGОценок пока нет
- Data Sheet SCS9000 SilPruf PДокумент8 страницData Sheet SCS9000 SilPruf PClef GonadanОценок пока нет
- Awazel Uae: Material SubmittalДокумент99 страницAwazel Uae: Material SubmittalBachir BanboukОценок пока нет
- Preparatory steps for painting projectДокумент8 страницPreparatory steps for painting projectNicholas GawanОценок пока нет
- CV1 - PR - B - Mipa TDSДокумент2 страницыCV1 - PR - B - Mipa TDSradule021Оценок пока нет
- EP-6-BK1: Conductive Epoxy PrimerДокумент2 страницыEP-6-BK1: Conductive Epoxy Primerjorge ferreiraОценок пока нет
- Spec Peinture BacДокумент2 страницыSpec Peinture BacSalah JallaliОценок пока нет
- Bostik Seal N Flex 1 Tds 26102017Документ3 страницыBostik Seal N Flex 1 Tds 26102017Francis BoeyОценок пока нет
- ARN-P-ES-00-013 Spec For Surface Preparation, Painting & Galvanizing - Rev.1 PDFДокумент38 страницARN-P-ES-00-013 Spec For Surface Preparation, Painting & Galvanizing - Rev.1 PDFaditia nugraha100% (1)
- 2395 2 PaintingДокумент8 страниц2395 2 Paintingmrraee4729Оценок пока нет
- Taralac Tds Epoxy Floor Solvent Free CoatingДокумент3 страницыTaralac Tds Epoxy Floor Solvent Free CoatingRitesh DoshiОценок пока нет
- 291 - Tamiya Model 01.2020Документ68 страниц291 - Tamiya Model 01.2020Pedro Lourenço100% (1)
- Water Cascade MS - Pentens T-308+T-100Документ5 страницWater Cascade MS - Pentens T-308+T-100Huzz EllieyzaОценок пока нет