Вам также может понравиться
- Energy BenchmarkingДокумент11 страницEnergy BenchmarkingclintoncОценок пока нет
- Thermocompressor TPДокумент4 страницыThermocompressor TPclintoncОценок пока нет
- Solid-Liquid Metastable Equilibria in Quaternary System (NaCl+Na2CO3+Na2SO4+H2O) at 273.15 KДокумент4 страницыSolid-Liquid Metastable Equilibria in Quaternary System (NaCl+Na2CO3+Na2SO4+H2O) at 273.15 KclintoncОценок пока нет
- Viscosity of Aqueous Na2SO4 Solutions atДокумент14 страницViscosity of Aqueous Na2SO4 Solutions atclintoncОценок пока нет
- Experimental Measurement of Fly Ash Resistivity from Indian Thermal Power PlantsДокумент10 страницExperimental Measurement of Fly Ash Resistivity from Indian Thermal Power PlantsclintoncОценок пока нет
- Spread 2cДокумент1 страницаSpread 2cclintoncОценок пока нет
- Bagfilter Filter Material Properties IJETAE - 0613 - 103Документ7 страницBagfilter Filter Material Properties IJETAE - 0613 - 103clintoncОценок пока нет
- Multiphase Flow Technologies in Coal-Fired Power Plant: Technology Status ReportДокумент30 страницMultiphase Flow Technologies in Coal-Fired Power Plant: Technology Status ReportclintoncОценок пока нет
- Multiphase Flow Technologies in Coal-Fired Power Plant: Technology Status ReportДокумент30 страницMultiphase Flow Technologies in Coal-Fired Power Plant: Technology Status ReportclintoncОценок пока нет
- GassedConditions1999 PDFДокумент7 страницGassedConditions1999 PDFclintoncОценок пока нет
- Acetic Acid Carried Over To CondesateДокумент6 страницAcetic Acid Carried Over To CondesateclintoncОценок пока нет
- Experimental Measurement of Fly Ash Resistivity from Indian Thermal Power PlantsДокумент10 страницExperimental Measurement of Fly Ash Resistivity from Indian Thermal Power PlantsclintoncОценок пока нет
- Bagfilter Filter Material Properties IJETAE - 0613 - 103Документ7 страницBagfilter Filter Material Properties IJETAE - 0613 - 103clintoncОценок пока нет
- A Design Adn Rating Method For Shell and Tube Heat ExchangerДокумент8 страницA Design Adn Rating Method For Shell and Tube Heat Exchangerhuynhthanhtamga1981100% (1)
- Thermocompressors Improve Paper Machine Dryer DrainageДокумент8 страницThermocompressors Improve Paper Machine Dryer DrainageclintoncОценок пока нет
- Entropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional ApproachДокумент15 страницEntropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional Approachkoustavghosh1986Оценок пока нет
- c01Документ21 страницаc01Mustafa BakırОценок пока нет
- Testamentary CapacityДокумент29 страницTestamentary CapacityclintoncОценок пока нет
- Example S3.1 Turbine Outlet CalculationsДокумент3 страницыExample S3.1 Turbine Outlet CalculationsclintoncОценок пока нет
- Ion Exchange TechДокумент7 страницIon Exchange TechclintoncОценок пока нет
- Thermocompressors Improve Paper Machine Dryer DrainageДокумент8 страницThermocompressors Improve Paper Machine Dryer DrainageclintoncОценок пока нет
- Partial Pressures Methanol WaterДокумент1 страницаPartial Pressures Methanol WaterclintoncОценок пока нет
- Henry WaterДокумент3 страницыHenry WaterclintoncОценок пока нет
- MBTC 2092Документ44 страницыMBTC 2092clintoncОценок пока нет
- Ethanol - Economics and TechДокумент13 страницEthanol - Economics and TechclintoncОценок пока нет
- MG - MN Ratio For Softwood O2 - DiffligninДокумент7 страницMG - MN Ratio For Softwood O2 - DiffligninclintoncОценок пока нет
- 100 GREAT PUZZLES TO SHARPEN YOUR BRAIN (With Detailed Answers)Документ54 страницы100 GREAT PUZZLES TO SHARPEN YOUR BRAIN (With Detailed Answers)KVignesh100% (6)
- Eb 20 RepДокумент15 страницEb 20 RepclintoncОценок пока нет
- PulpingДокумент5 страницPulpingclintoncОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Fundamentals of Vehicle Dynamics by Thomas D GillespieДокумент99 страницFundamentals of Vehicle Dynamics by Thomas D GillespieYogesh Chandrawanshi0% (1)
- MURUGAPPA GROUP 100 years US $3 billion 29 companies +30,000 peopleДокумент6 страницMURUGAPPA GROUP 100 years US $3 billion 29 companies +30,000 peopleKARTHIGEYAN.RОценок пока нет
- 06 - Hofmann - Forged Steel Fabricated Girth Gears Brochure - A4Документ2 страницы06 - Hofmann - Forged Steel Fabricated Girth Gears Brochure - A4Jorge VillalobosОценок пока нет
- AISI 1020 Low CarbonLow Tensile SteelДокумент3 страницыAISI 1020 Low CarbonLow Tensile SteelNaman TanejaОценок пока нет
- SC4000 CEMENT Bonding Procedures: DescriptionДокумент3 страницыSC4000 CEMENT Bonding Procedures: DescriptionSantos Maza CieloОценок пока нет
- Ceres Power Prospectus 26 June 2023Документ82 страницыCeres Power Prospectus 26 June 2023George SomanОценок пока нет
- Application Guide Jota Armour: Abrasive Blast CleaningДокумент1 страницаApplication Guide Jota Armour: Abrasive Blast CleaningTamerTamerОценок пока нет
- ANDRE - Poland - Abrasive MaterialsДокумент2 страницыANDRE - Poland - Abrasive MaterialsRaja Sekhar Reddy PaluruОценок пока нет
- Hi-Tide Divers 2023Документ1 страницаHi-Tide Divers 2023Admin RimbaОценок пока нет
- Fanuc G CodeДокумент3 страницыFanuc G CodeRevolusiSoekarno100% (1)
- Sheet MetalДокумент75 страницSheet MetalVenkata ChakradharОценок пока нет
- MCQ LatestДокумент6 страницMCQ LatestS Kamal Krishnam RajuОценок пока нет
- Aluminium Extrusion Inspection ReportДокумент2 страницыAluminium Extrusion Inspection ReportShyam_Nair_9667100% (1)
- Surface Treatments and CoatingsДокумент4 страницыSurface Treatments and Coatingsmightym85Оценок пока нет
- Tool Steel - Material Selection Guide: High Speed SteelsДокумент1 страницаTool Steel - Material Selection Guide: High Speed SteelsAlok Rawat NLMKОценок пока нет
- Sheet Metal Work, Bench Work and FittingДокумент62 страницыSheet Metal Work, Bench Work and FittingSolcastic SoulОценок пока нет
- Krusty, 3D "Krusty": KROMM Steel WorksДокумент17 страницKrusty, 3D "Krusty": KROMM Steel Worksxx xxxОценок пока нет
- Catalogue IndustriesДокумент8 страницCatalogue IndustriesAlber MoelОценок пока нет
- Chemical Milling, Chemical Blanking and Photochemical Blanking"Документ5 страницChemical Milling, Chemical Blanking and Photochemical Blanking"Michele0% (1)
- Steel HandoutДокумент6 страницSteel HandoutRJОценок пока нет
- Design Procedure For Outsidedrum Rotary Vacuum Filter 1965Документ7 страницDesign Procedure For Outsidedrum Rotary Vacuum Filter 1965BHAVINОценок пока нет
- Industrial Materials and Processes HandoutДокумент1 страницаIndustrial Materials and Processes HandoutRoland EmersonОценок пока нет
- Jindal Steel PlantДокумент23 страницыJindal Steel PlantPramodPradhanОценок пока нет
- Mp21 MergedДокумент13 страницMp21 Mergedkuldeep thakorОценок пока нет
- 29 Welded Joints Types and UsesДокумент10 страниц29 Welded Joints Types and UsesPRASAD326100% (1)
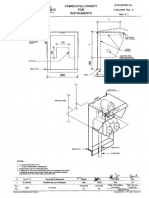
- 7-52-0105 - 2 - Fabricated Canopy For InstrumentsДокумент1 страница7-52-0105 - 2 - Fabricated Canopy For InstrumentsAthar DanishОценок пока нет
- ZINKLAD 750 2page 231017Документ2 страницыZINKLAD 750 2page 231017Jerry ChenОценок пока нет
- Obtaining desired shape through removal of materialДокумент71 страницаObtaining desired shape through removal of materialsuneel kumar rathoreОценок пока нет
- Page 1 of 8: Caterpillar: Confidential Yellow - Reproduction Constitutes An Uncontrolled DocumentДокумент8 страницPage 1 of 8: Caterpillar: Confidential Yellow - Reproduction Constitutes An Uncontrolled DocumentGuilherme Brandão100% (1)
- Proses Manufaktur - Extrusion and DrawingДокумент27 страницProses Manufaktur - Extrusion and DrawingRandy NainggolanОценок пока нет