Академический Документы
Профессиональный Документы
Культура Документы
FontesdeErros PDF
Загружено:
rodrigohermandasilvaОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
FontesdeErros PDF
Загружено:
rodrigohermandasilvaАвторское право:
Доступные форматы
g
Fontes de Erros
em Metrologia a
Trs Coordenadas:
consideraes gerais
Error Sources in Coordinate Metrology: general considerations
ROXANA M. MARTINEZ ORREGO
Universidade Metodista de Piracicaba
rmorrego@unimep.br
BENEDITO DI GIACOMO
Escola de Engenharia de So Carlos (EESC-USP)
bgiacomo@sc.usp.br
ALVARO J. ABACKERLI
Universidade Metodista de Piracicaba
abakerli@unimep.br
RESUMO - Ao longo das ltimas quatro dcadas, o uso da metrologia a trs coordenadas incrementou-se, significativamente, em todos os ramos da indstria. As mquinas de medir a trs coordenadas (MM3C) so instrumentos versteis,
que possibilitam aplicaes gerais e reduzem o tempo das avaliaes dimensionais, necessrias para definir as caractersticas principais de peas manufaturadas. Dessa forma, elas proporcionam uma infra-estrutura metrolgica muito mais
modesta, porm ideal para os sistemas integrados de manufatura. Do ponto de vista metrolgico, as propriedades mais
cobiadas das mquinas de medir a trs coordenadas sua flexibilidade e versatilidade as tornam, entretanto, instrumentos extremamente complexos quando se trata de avaliar seu desempenho metrolgico e, mais ainda, quando se tenta
definir a rastreabilidade de suas medies e expressar adequadamente sua incerteza de medio. O desempenho metrolgico das MM3C tem sido, desde o incio, objeto de estudo de numerosas instituies e centros de pesquisa em todo o
mundo, assim como dos prprios fabricantes dessas mquinas. Neste trabalho, so apresentadas e discutidas as principais
fontes de erros e incertezas das mquinas de medir a trs coordenadas, com base nos resultados de uma ampla pesquisa
bibliogrfica sobre o estado da arte da calibrao e a rastreabilidade de tais mquinas.
Palavras-chave: MQUINAS DE MEDIR ERROS INCERTEZA DE MEDIO CALIBRAO.
ABSTRACT - In last four decades, the use of coordinate metrology increased, significantly, in all industry branches. Coordinate measuring machines (CMM) are versatile instruments, that facilitate general applications and reduce the time of
the dimensional evaluations necessary to define the main characteristics of manufactured pieces. This way, they provide a
much more modest metrological infrastructure, ideal for the integrated manufacture systems. However, of a metrological
point of view, the more coveted properts of the coordinate measuring machines its flexibility and versatility turn
them, extremely, complex instruments when the goal is the evaluation of its volumetric performance and, stiller, when its
measurements traceability should be defined and the measurement uncertainty appropriately expressed. Since the beginning, the CMM volumetric performance has been studied by numerous institutions and research centers all over the
world, as well as by the proper machines manufacturers. In this work, the main sources of errors and uncertainties of
coordinate measuring machines are presented and discussed, with base on the results of a wide bibliographical research
on the state of the art of coordinates measuring machines calibration and traceability.
Keywords: COORDINATE MEASURING MACHINE ERROR MEASUREMENT UNCERTAINTY CALIBRATION.
REVISTA DE CINCIA & TECNOLOGIA V. 8, N 16 pp. 43-56
43
INTRODUO
A crescente exigncia de produtos de alta
qualidade, e com alto grau de diferenciao,
foi a principal caracterstica do mercado consumidor nas ltimas dcadas do sculo XX. Essa
demanda aqueceu a competio industrial e acelerou o desenvolvimento de sistemas de manufatura
automatizados, tornando-os muito mais flexveis,
capazes de realizar processos de fabricao curtos e
rpidos, com menor custo e com melhor qualidade.
No mbito da indstria metal mecnica, a
busca pela qualidade tambm est diretamente relacionada s avaliaes dimensionais, que definem, em
grande parte, as caractersticas principais dos produtos. Paralelamente automatizao das mquinas
ferramentas, surge a necessidade de desenvolver
meios de medio que no limitem a efetividade dos
novos sistemas de manufatura, ou seja, que permitam realizar as inspees de forma fcil e rpida, mas
ainda fornecendo resultados confiveis.
nesse contexto que aparece a indstria das
mquinas de medir a trs coordenadas. A primeira
mquina de medir por coordenadas foi introduzida
na indstria em 1959, por Ferranti, Ltd. of
Dalkeith, na Esccia. Para este fabricante havia
ficado claro que os instrumentos de medio convencionais, encarregados at ento pela inspeo
das peas produzidas, no acompanhavam o ritmo
de produo de suas novas mquinas automatizadas. Apesar de no pertencer ao ramo de equipamentos de medio, inventou uma mquina de
medir como um produto para completar sua famlia de mquinas ferramentas controladas numericamente (Phillips, 1995).
A mquina da Ferranti apresentava um desenho original baseado em um mnimo de restries
cinemticas, mas que ainda permitiam o alinhamento
de seus elementos mveis. Ela oferecia uma resoluo
de 0,012 mm e possua um curso muito pequeno
(254 mm) na direo Z. As leituras eram feitas s nas
direes X e Y (610 mm e 381 mm, respectivamente). A mquina usava uma sonda rgida para estabelecer os pontos de inspeo. Segundo Ferranti, ela
estava desenhada para inspecionar as peas com uma
acuracidade de 0,025 mm.
44
De incio, os fabricantes de instrumentos de
medio no reconheceram o potencial oferecido
por essa iniciativa de Ferranti; no entanto, seu uso
revolucionou os mtodos de inspeo de peas
manufaturadas, minimizando o tempo de medio e
os requisitos relacionados qualificao do pessoal
de inspeo. De fato, em poucos anos surgiu um
mercado para essa inveno, que levou ao desenvolvimento da indstria de mquinas de medir a trs
coordenadas, que oferece, hoje em dia, mquinas em
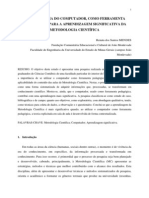
diferentes configuraes mecnicas (ver fig. 1), capazes de realizar as mais diferentes tarefas de medio.
Entretanto, nem mesmo o grande entusiasmo
despertado pela universalidade das MM3C evitou
a preocupao pela sua acuracidade. Apesar de seu
muito particular princpio de medio, o desempenho metrolgico de uma MM3C depende, como
ocorre com qualquer outro instrumento, de seus
erros de medio.
Em geral, todos os autores estudados concordam com a extrema complexidade da anlise dos erros
de uma MM3C e de suas respectivas fontes. So muitas as variveis envolvidas na anlise, incluindo a
prpria configurao mecnica da mquina, cujas
estruturas mais comuns so chamadas de tipo
ponte mvel, ponte fixa, cantilever, brao
horizontal e prtico (Ni & Wldele, 1995). A
figura 1 apresenta cinco destas configuraes.
Todas as configuraes infringem o princpio de
Abb, principal postulado da metrologia dimensional
(Journal for Instrumental Information, 1890), pois
geralmente as escalas esto localizadas fora da linha
de medio, o que introduz o efeito de possveis
movimentos angulares no desejados, mas presentes
durante a movimentao dos eixos das mquinas.
O grande nmero de variveis envolvidas na
anlise do desempenho metrolgico de MM3C e a
sua variedade constituem a principal causa do atraso
significativo no processo da especificao do seu
desempenho (Emery, 1965; CIRP STC Me
Working Party on 3DU, 1978; e Productions Points,
1983), de modo que no existe, ainda hoje, um
acordo internacional sobre os critrios e os mtodos
para a sua calibrao.
Dezembro 2000
Fig. 1. Configuraes de Mquinas de Medir a Trs Coordenadas
CARACTERIZANDO UMA
MQUINA DE MEDIR
A TRS COORDENADAS
Uma Mquina de Medir a Trs Coordenadas,
independentemente de qual seja sua estrutura mecnica, a representao fsica de um sistema de coordenadas cartesiano. A mquina define a geometria
REVISTA DE CINCIA & TECNOLOGIA V. 8, N 16 pp. 43-56
de uma pea atravs de pontos coordenados (Xi, Yi,
Zi), dispersos discretamente sobre a sua superfcie.
Os eixos cartesianos so simulados, geralmente, por um conjunto de guias e mancais aerostticos e com ajuda de escalas optoeletrnicas. Para
obter os pontos sobre a superfcie das peas usada
uma sonda de medio.
45
No entanto, o conhecimento dos pontos
coordenados no suficiente para avaliar os parmetros das peas (dimetros, distncias, ngulos
etc.). necessrio que a mquina tenha associado
um programa computacional com algoritmos matemticos adequados para ajustar os pontos coordenados s geometrias usualmente chamadas de
geometrias substitutas que modelam a pea
medida. As caractersticas ou parmetros principais
das geometrias substitutas ou da sua combinao
so comparadas, ento, s dimenses e tolerncias
do projeto da pea. A figura 2 ilustra a natureza das
medies com uma MM3C.
Os efeitos das diferentes fontes de erros presentes em uma MM3C se combinam das mais
diversas formas e se refletem, diretamente, nos pontos coordenados que definem as geometrias substitutas. exatamente essa particularidade que torna
extremamente complexa a anlise dos erros e da
incerteza de medio de qualquer tipo de mquina de
medir, pois cada ponto coordenado influenciado de
forma diferente.
Na literatura, os erros de uma mquina de
medir a trs coordenadas so agrupados geralmente, segundo as suas fontes (Hocken, 1980; Burdekin & Voutsadopoulos, 1981; Harvie, 1986; Di
Giacomo, 1986; De Nijs et al., 1988; Weekers &
Schellenkens, 1995; e Schellenkens & Rosielle,
1998). Observando tal critrio, no presente trabalho
agrupam-se os erros nos sete grupos resumidos a
seguir:
1. erros em funo de imperfeies da geometria da
mquina, resultantes da manufatura, da montagem e do desgaste de seus componentes, que
introduzem graus de liberdade no desejados, e
erros resultantes de foras estticas, como o prprio peso dos componentes mveis das mquinas, que introduzem deformaes elsticas;
2. erros do sistema de medio ou sonda, encarregado de definir os pontos coordenados atravs
do contato com a superfcie de uma pea;
3. erros relacionados aos algoritmos matemticos,
que definem as geometrias substitutas, e com
sua respectiva implementao computacional
(software) (Hocken et al., 1993);
4. erros relacionados com a estratgia de medio:
nmero de pontos e disperso destes sobre a
superfcie da pea;
5. erros derivados da influncia das propriedades
da pea a ser medida: principalmente de erros
de forma, rugosidade e peso;
6. erros devidos s deformaes induzidas na
mquina pelas variaes e os gradientes de temperatura;
7. e erros dinmicos devido a vibraes.
Fig. 2.
46
Dezembro 2000
Os erros dos trs primeiros grupos so erros
prprios ou intrnsecos das MM3C e a influncia
deles se manifesta das mais diversas formas. Os
erros dos grupos 4, 5, 6 e 7, por sua vez, independem das MM3C, pois derivam de condies externas a elas, tais como: a temperatura ambiental, a
escolha pelo operador de uma estratgia de medio, vibraes externas provocadas pelo funcionamento de outras mquinas etc.
De todos esses erros, os que mais influenciam
a acuracidade das mquinas de medir a trs coordenadas so os pertencentes aos grupos 1, 2 e 6
(Hocken, 1980 e 1993). Nesse ponto coincidem
todos os autores estudados. Cabe ento discutir
alguns aspectos relevantes relacionados s fontes de
erros, que afetam o resultado das medies realizadas com as MM3C.
fig. 3). Trs destes erros so de translao: um erro
de escala ou posio e dois erros de retilineidade. Os
outros trs so erros angulares ou de rotao infinitesimais, chamados de ROLL, PITCH e YAW, cujos
efeitos so amplificados pela presena de braos de
Abbe. Alm dos 18 erros paramtricos, h trs
outros no-paramtricos, que so os erros de ortogonalidade entre os eixos da mquina, totalizando
21 erros geomtricos.
A combinao dos 21 erros geomtricos de
uma MM3C gera o que se convencionou chamar
de erro volumtrico. A forma geral do erro volumtrico para qualquer ponto espacial no volume de
trabalho de uma mquina de medir a trs coordenadas dada pela expresso (Di Giacomo, 1986):
ERROS GEOMTRICOS
onde Exi, Eyi e Ezi representam a combinao dos
erros geomtricos que influenciam em cada uma das
trs direes preferenciais.
As MM3C usadas diretamente na linha de
produo apresentam, freqentemente, erros geomtricos de grandezas prximas s das tolerncias
atuais de uma grande variedade de peas (Hocken
et al., 1993). A natureza sistemtica dos erros geomtricos permite sua correo ou compensao
atravs de programas computacionais, o que
melhora de forma expressiva a acuracidade das
mquinas (Hocken et al., 1977; Zhang et al., 1985;
Belforte et al., 1987; Sartori, 1995; Kunzmann et
al., 1995; e Martinez Orrego, 1999).
Ao longo de todos estes anos, os erros mais
estudados tm sido os erros geomtricos, pertencentes
ao primeiro grupo, pois sua contribuio para a acuracidade das mquinas considerada a mais significativa de todas (Peggs, 1990; e Hocken et al., 1993).
Os elementos mveis das mquinas de medir
a trs coordenadas so desenhados como corpos
rgidos: com restries cinemticas para 5 de seus 6
graus de liberdade e com movimento em uma nica
direo.
Em uma mquina de medir com trs eixos
tm-se, ento, para cada eixo da mquina, 6 erros
geomtricos, chamados tambm de erros paramtricos, devido sua dependncia com a posio (ver
Ev i =
Ex i + Ey i + Ez i
(1)
Fig. 3. Erros geomtricos de uma mquina de medir a trs coordenadas (Martinez Orrego, 1999).
A) 6 erros geomtricos do carro com movimento de translao pura na direo Y;
B) 3 erros angulares -a k o devido falta de ortogonalidade entre os eixos perpendiculares direo k.
REVISTA DE CINCIA & TECNOLOGIA V. 8, N 16 pp. 43-56
47
ERROS DEVIDO AO PESO DOS
COMPONENTES DA MQUINA
Fig. 4. Sonda do tipo touch trigger (Phillips, 1995).
O movimento contnuo dos carros encarregados de posicionar o ponto de prova no volume de
trabalho de uma mquina de medir desloca o centro
de gravidade de sua estrutura, provocando variaes dos estados de deformao dela. Por exemplo,
a variao da posio e da grandeza dos esforos
internos das guias, provocada pelo peso dos carros
em movimento, pode modificar os erros geomtricos da mquina (Hocken, 1980; e Cardoza, 1995).
Os efeitos dos erros induzidos pelo peso prprio dos componentes das mquinas de medir
podem ser, se no eliminados, pelo menos minimizados atravs de desenhos e materiais capazes de fornecer maior rigidez estrutura das mquinas. comum
o uso de tcnicas de protenso e das tcnicas de apoio
de Airy para minimizar as deflexes sofridas pelas
vigas ou guias muito longas (Trumpold, 1984; Cardoza, 1995; e Kunzmann et al., 1995).
ERROS DO SISTEMA
DE MEDIO OU SONDA
A sonda o sistema de medio encarregado
de tomar os pontos coordenados sobre a superfcie
da pea que est sendo medida pela MM3C. Inicialmente, dispunha-se somente de sondas rgidas: esferas, cones, discos e cilindros. Com o passar do tempo,
desenvolveram-se sondas com mecanismos eletromecnicos, como o bem conhecido touch-trigger, que
agilizaram e ampliaram o uso das mquinas de medir.
Uma sonda do tipo touch-trigger funciona
como um interruptor eltrico: quando a ponta da
sonda faz contato com a superfcie da pea, fecha-se
ou abre-se um circuito (por exemplo, fechando ou
abrindo um contato mecnico) e envia-se um pulso
eltrico ao sistema de controle que imediatamente l
a posio indicada pelas trs escalas da mquina. A
figura 4 mostra a estrutura de uma sonda desse tipo.
Em princpio, o desenho da sonda touch-trigger restringe todos os movimentos da ponta de prova.
Dessa forma, sua posio com respeito ao corpo da
sonda sempre conhecida. Qualquer desvio ou distoro dessa posio inicial so interpretados, ento,
como um ponto de medio (Van Vliet & Schellekens, 1998).
48
As sondas do tipo touch-trigger so as mais
usadas nas MM3C mas, geralmente, quando avaliadas, apresentam um padro de trs lbulos que provoca um erro, freqentemente, da mesma ordem de
grandeza das tolerncias da pea. Pesquisas mais
recentes, variando parmetros como o comprimento e a orientao da haste usada na sonda,
demonstraram que o valor desses erros pode equivaler vrias vezes tolerncia desejada para medio
(Hocken et al., 1993). Entretanto, outras famlias
mais modernas de sondas touch-trigger tm princpios de funcionamento baseados em cristais piezeltricos, que lhes conferem melhores caractersticas
funcionais, apresentando erros (padro de lbulos)
no perceptveis no nvel de incerteza das MM3C.
Outro tipo de sonda diz respeito quelas que
utilizam princpios pticos ou optoeletrnicos (triangulao, reflexo, processamento de imagens etc.)
para determinar os pontos coordenados. As sondas
pticas no fazem contato com a superfcie das
Dezembro 2000
peas e isso possibilita a medio de peas sensveis
ao contato ou de peas especialmente finas, cuja
medio por contato requer esforos adicionais (Ni
& Wldele, 1995). Os erros sistemticos devido
sonda, seja seu princpio de medio por contato ou
ptico, podem ser, eventualmente e sob condies
bastante especficas, modelados e compensados
atravs de programas computacionais (Estler et al.,
1996; Estler et al., 1997; e Pahk et al., 1996 e
1998).
ERROS DERIVADOS DOS
PROGRAMAS COMPUTACIONAIS
Os programas computacionais associados a
uma MM3C, basicamente, armazenam os pontos
coordenados e determinam as geometrias substitutas atravs de algoritmos matemticos que definem
formas geomtricas, como ponto, reta, plano, crculo, cilindro e cone, alm de suas possveis combinaes: interseco de dois planos, distncia entre
centros etc.
Os fabricantes desenvolvem e utilizam diferentes algoritmos matemticos para definir as geometrias substitutas (mnimos quadrados, mnimo
crculo circunscrito, mximo crculo inscrito etc.) e
os implementam em programas computacionais,
sem que existam ainda especificaes, internacionalmente aceitas, para estabelecer a sua integridade
(Krecji, 1995).
Em 1986, Porta & Wldele do PhysikalischTechnische Bundesanstalt (PTB) relataram os resultados da primeira fase de um projeto da Commission of the European Communities sobre testes
realizados com os algoritmos matemticos para calcular reta, plano, crculo, cilindro e cone, usados por
12 programas diferentes de MM3C. Nesses testes
foi usado um conjunto de pontos coordenados
simulados para cada uma das geometrias. Os resultados fornecidos pelos diferentes programas,
usando os pontos simulados, foram ento comparados com os calculados por um programa de referncia desenvolvido pelo PTB. As diferenas a
encontradas foram atribudas aos algoritmos usados
e sua respectiva implementao, e no limitada
acuracidade dos computadores, mostrando, assim,
que os programas computacionais no esto livres
de erros.
REVISTA DE CINCIA & TECNOLOGIA V. 8, N 16 pp. 43-56
A implementao dos algoritmos um fator
importante. A maioria dos problemas de ajustes de
geometrias no linear. Isso obriga a usar tcnicas
recursivas para estabelecer os parmetros corretos,
mas tais tcnicas geralmente so lentas e, portanto,
muitos programadores terminam usando aproximaes lineares para agilizar os clculos, o que pode
levar a resultados incorretos (Hocken et al., 1993; e
Phillips, 1995).
Em 1988, alertou-se para o fato de que certos
algoritmos usados nos programas de MM3C para
definir erros de forma e posio no calculavam os
parmetros destes erros segundo o estabelecido pela
norma ANSI Y14.5: Dimensioning and Tolerancing
Standard. O problema principal reside na interpretao geomtrica das definies contidas nessa
norma, que no esto baseadas no uso de ajustes
por mnimos quadrados. No caso de um furo, por
exemplo, especifica-se o maior crculo inscrito e no
caso de um cilindro, o menor cilindro circunscrito;
porm, como a maioria das MM3C define as geometrias usando o ajuste por mnimos quadrados, os
programas no fornecem, em muitos casos, os resultados mais adequados (Hocken et al., 1993).
A International Standard Organization (ISO)
desenvolve, atualmente, uma norma com mtodos
de teste para elementos substitutos definidos usando
mnimos quadrados (Krecji, 1995).
ERROS DERIVADOS DA
ESTRATGIA DE MEDIO
Nos dias de hoje, a estratgia para medir uma
pea determinada pela experincia do operador
da MM3C. Ele escolhe qual caracterstica ser
medida primeiro, onde colocar os sistemas de coordenadas da pea para facilitar a medio, qual
opo do programa usar para medir os parmetros
da pea e, sobretudo, quantos pontos tomar e como
dispers-los sobre a superfcie dela.
Entre todas essas escolhas, as que mais afetam
o resultado da medio so as duas ltimas: o
nmero de pontos e a localizao destes sobre a
superfcie da pea. Esses dois fatores esto interligados, diretamente, com a efetividade das aproximaes feitas na implementao dos algoritmos
escolhidos para definir as geometrias. O grau de
concordncia das aproximaes implementadas
49
com os valores matematicamente corretos depende
da natureza da aproximao e do grupo particular
de pontos analisados. As aproximaes podem funcionar bem para muitas medies, mas tambm
podem provocar erros considerveis, quando analisada uma quantidade diferente de pontos coordenados ou quando estes so distribudos de forma
diferente sobre a superfcie da pea (Hocken et al.,
1993; Weckenmann et al., 1995; Phillips, 1995; e
Weckenmann et al., 1998).
Do ajuste de geometrias por mnimos quadrados, a partir de um nmero insuficiente de pontos
coordenados e de uma inadequada distribuio desses pontos, pode-se obter resultados muito diferentes dos reais. Por exemplo, segundo Coy (1990), no
clculo de erros de formas, os resultados podem ser
cinco vezes maiores que os verdadeiros. Situaes
similares acontecem na medio de todas as geometrias, apesar da existncia de procedimentos de
medio (tcnica de reverso) que, se aplicados,
permitem reduzir esses erros (Estler, 1985; Hocken
et al., 1977; e Evans et al., 1996). Entretanto, tais
tcnicas no s requerem um nmero grande de
pontos, o que aumenta o tempo de medio, mas
tambm uma rigorosa capacitao do operador da
mquina de medir.
Por outro lado, sabe-se que os erros causados
pelo nmero inadequado de pontos so, na maioria
dos casos, muito menores quando se utilizam 50 ou
mais pontos para definir a geometria (Hocken et al.,
1993). Contudo, no processo de inspeo, deseja-se
medir as peas o mais rpido possvel, o que implica
que a maioria dos usurios de MM3C medem as
caractersticas das peas tomando o mnimo de pontos possveis.
Nos ltimos anos, o objetivo principal de
vrios trabalhos de pesquisa tem sido a busca do
mnimo de pontos necessrios para descrever adequadamente cada geometria, segundo o algoritmo
(mnimos quadrados, minimax etc.) usado para
determinar seus parmetros principais e considerando tambm sua distribuio sobre a superfcie da
pea (Caskey et al. 1991; Odayappan, 1992; Bourdet et al., 1993; Machireddy, 1993; Phillips et al.,
1994; Weckenmann et al., 1995; e Edgeworth &
Wilhelm, 1999). Odayappan (1992) prope um
nmero de pontos mnimo a quatro dos algoritmos
50
mais usados pelas MM3C para medir crculos:
mnimos quadrados, minimax, mnimo crculo circunscrito e mximo inscrito. A recomendao feita
neste trabalho considera, inclusive, o nmero de
lbulos da pea.
De tudo o que foi exposto anteriormente,
pode-se concluir serem necessrios maiores volumes
de dados para evitar os erros causados pela quantidade indevida de pontos e a sua distribuio. Isso
requer o desenvolvimento de MM3C mais rpidas,
de modo a compensar o aumento do tempo de medio (Hocken et al., 1993). Por outro lado, para evitar
que as decises a respeito da escolha do critrio de
avaliao e da quantidade de pontos e sua distribuio sejam tomadas pelos operrios de forma intuitiva
e baseada na experincia, so necessrios sistemas
inteligentes, capazes de analisar a geometria a ser
medida e decidir o algoritmo, a quantidade de pontos
e a distribuio mais apropriada para a medio
(Hocken 1993; e Weckenmann et al., 1995).
INFLUNCIAS DAS
PROPRIEDADES DA
PEA A SER MEDIDA
Toda pea manufaturada geometricamente
imperfeita; nela esto presentes os efeitos das falhas
do processo de sua manufatura. Quando se fixa a
pea no desempeno de uma MM3C, podem ocorrer outras distores, que, juntamente com suas
imperfeies geomtricas e seu acabamento superficial, podem levar a uma interpretao incorreta dos
resultados da medio de determinada caracterstica. Os erros causados pelas imperfeies da pea
esto diretamente relacionados com as caractersticas da estratgia de medio e, principalmente, com
aqueles aspectos, discutidos anteriormente, associados ao nmero de pontos tomados e distribuio
deles sobre a superfcie da pea (Hocken et al.,
1993; e Phillips, 1995).
O peso das peas tambm influencia o resultado das medies com MM3C. A posio e a montagem da pea no desempeno causam deformaes
na estrutura da mquina, cuja forma e grandeza
dependem do tipo e do tamanho da prpria
MM3C. Como ocorre com as deformaes causadas pelo peso prprio dos componentes mveis da
mquina, as deformaes causadas pelo peso das
Dezembro 2000
peas se transformam em modificaes dos pontos
coordenados (Cardoza, 1995). A rigidez do desempeno e dos elementos estruturais das mquinas ,
portanto, um fator determinante da grandeza desses
erros, mas, em geral, existem algumas formas de
evit-los ou diminu-los.
A influncia da rugosidade da superfcie das
peas pode ser diminuda pelo uso de uma ponta
com dimetro adequado. Existem estudos que vinculam o tamanho do dimetro da ponta da sonda
ao valor de cut-off (um dos parmetros adotados na
medio de rugosidade) para estabelecer o limite
mximo de nmeros de pontos necessrios a uma
medio precisa dos erros de forma (Anbari &
Trumpold, 1989). Para eliminar a influncia do peso
da pea nos resultados da medio, podem ser usadas diferentes tcnicas de reverso (Estler, 1985; e
Evans et al., 1996).
ERROS INDUZIDOS
TERMICAMENTE
Embora os efeitos trmicos em uma MM3C
sejam muito menores do que em mquinas-ferramentas, em razo da ausncia de foras de corte e
de motores potentes (Hocken, 1980), a segunda
fonte de erros mais importante em uma mquina de
medir so as mudanas e os gradientes de temperatura. Segundo Bryan (1995), a compensao, via
programa computacional, dos erros geomtricos
torna as MM3C to precisas quanto os instrumentos usados para levantar seus mapas de erros. O
limite dessa correo a repetibilidade, cuja causa1
mais relevante so as mudanas de temperatura.
Mesmo que, na maioria das vezes, as MM3C
sejam usadas em ambientes com temperatura controlada (20C), a temperatura ambiente e, conseqentemente, a temperatura da mquina e da pea a
ser medida podem variar. Essas variaes derivam
de diversas fontes e provocam os chamados erros
trmicos, que, segundo Hocken (1993), podem ser
do tipo e grandeza daqueles resultantes das imperfeies da geometria da mquina.
As principais fontes de erros trmicos para
MM3C esto resumidas a seguir:
1 Existem outras causas para a repetibilidade: histerese, sujeira, vibraes, variaes no fornecimento de ar etc.
REVISTA DE CINCIA & TECNOLOGIA V. 8, N 16 pp. 43-56
influncia do ambiente depende da existncia ou no de um sistema de controle de temperatura. A temperatura ambiente pode variar em
funo da presena de lmpadas acessas, da temperatura externa e da proximidade do calor
gerado por outras mquinas ou instrumentos;
pessoas o calor das pessoas prximas
mquina e a manipulao desta e das peas sem
o devido isolamento trmico provocam variaes de temperatura na pea e na mquina;
memria trmica quando ocorre uma
mudana no ambiente, cada elemento de um
sistema de medio necessita de um perodo de
tempo diferente para esquecer as condies
ambientais anteriores. Os elementos estruturais
de uma MM3C, suas escalas e as peas a serem
medidas por ela podem ser de materiais diferentes e, portanto, possuem coeficientes de expanso trmica tambm diferentes. Isso significa que
elas entram em equilbrio trmico com o ambiente em intervalos de tempo diferentes, durante
os quais modificam temporariamente suas respectivas geometrias;
calor gerado pela prpria MM3C de forma
geral, as MM3C geram um mnimo de calor
interno (Hocken, 1980; e Bryan, 1995). O uso
de mancais aerostticos elimina a maior parte
dos atritos e os motores usados nas mquinas
automatizadas no so potentes.
O calor gerado por essas fontes de dois
tipos: temperaturas uniformes diferentes de 20C e
temperaturas no uniformes (Bryan, 1995; e Vieira
Sato, 1998).
Das fontes anteriormente enunciadas, a nica
que pode gerar temperaturas uniformes o ambiente.
O padro de comprimento definido para uma
temperatura de referncia de 20C. Portanto, os elementos das mquinas, as escalas e as peas fabricadas de materiais com coeficientes de expanso
trmica diferentes tm suas dimenses definidas para
essa temperatura e, quando submetidos a outras temperaturas, se expandem de formas diferentes, provocando os denominados erros de expanso diferencial
(nominal differential expansion-UNDE). Os erros de
expanso diferencial podem ser quase que totalmente
corrigidos e existem procedimentos gerais normalizados para a sua correo (ANSI/ASME Standard
51
B89.6.2, 1973; e ANSI/ASME B89.4.1 itens 3.1,
3.2, 4.1 e 4.2, 1997).
Entretanto, os coeficientes de expanso trmica usados nos clculos so, geralmente, valores
tabelados que no correspondem exatamente aos
coeficientes atuais. As diferenas so causadas por
variaes inevitveis dos materiais, sofridas durante
o processo de fabricao de qualquer pea. Os efeitos dessas diferenas so considerados no clculo da
incerteza da expanso diferencial (uncertainty of
nominal differential expansion-UNDE), definida
pela ANSI/ASME Standard B89.6.2 de 1973 como
a soma das incertezas da expanso nominal da pea
e do padro (escala).
As outras trs fontes de erros trmicos mencionadas geram temperaturas no uniformes: gradientes e variaes de temperatura. Qualquer mudana
na temperatura do ambiente altera as dimenses da
estrutura da mquina e de suas escalas, assim como
da pea. No entanto, as mudanas de temperatura
ocorridas no espao imediato ao redor da mquina
e da pea so chamadas de gradientes trmicos ou
efeitos estticos (Bryan, 1995) e causam expanses
significativamente diferentes nas diversas partes de
cada um dos elementos da mquina e da pea.
Mudanas grandes e rpidas de temperatura
provocam flexes nos elementos das mquinas em
razo de a resposta nas partes finas ser mais rpida
do que nas partes grossas. O uso de sistemas de controle de temperatura que faam circular o ar rapidamente, como tambm de materiais suficientemente
homogneos quanto a suas propriedades de expanso trmica minimiza ou permite controlar de certa
forma os efeitos dos gradientes de temperatura
(Bryan, 1995; e Genest, 1997). Porm, segundo a
ANSI/ASME Standard B89.6.2 - 1973, revisada em
1979, no existe uma formulao geral para estimar
os efeitos desses gradientes.
A anlise das variaes de temperatura
muito mais complexa do que a dos gradientes.
Vieira Sato (1998) define as variaes de temperatura como a diferena do gradiente de temperatura
em determinado ponto da mquina ou da pea com
relao ao gradiente do estado inicial, quando todo
o sistema est temperatura ambiente. Contudo,
sabe-se que, quando uma mquina opera a temperaturas diferentes de 20C, tais correes no elimi-
52
nam 100% dos erros trmicos. O ndice de erro
trmico (thermal error indexTEI), definido na
norma anteriormente mencionada, proporciona
uma estimativa do erro trmico geral como sendo
uma porcentagem do erro total permitido.
Segundo Balsamo et al. (1990), a compensao dos erros trmicos com programas computacionais faz sentido, somente, quando requerida uma
grande acuracidade. Esse autor define e resume as
condies ambientais razoveis, que minimizam
os efeitos trmicos presentes em uma medio com
MM3C:
1. temperatura mdia igual a 20C;
2. variao de temperatura menor que 2C;
3. gradiente de temperatura ao longo de qualquer
direo menor que 2C/m;
4. variaes de temperatura no tempo que proporcionem condies quase estacionrias.
Erros Dinmicos
Nas mquinas de medir a trs coordenadas, os
efeitos dinmicos so menores porque as foras
envolvidas na medio so muito pequenas e, geralmente, os movimentos so lentos (Hocken, 1980).
Na prtica, entretanto, reconhece-se que a acuracidade das MM3C especialmente sensvel s vibraes externas e internas (Ni, 1995). Fora do
laboratrio, vrias fontes de vibraes podem afetar
as MM3C; entre as mais comuns encontram-se as
mquinas-ferramentas, os compressores de ar, equipamentos de ventilao, rodovias e ferrovias. A
forma mais efetiva de minimizar o efeito das vibraes nas MM3C controlar suas prprias fontes,
isolando-as. Por exemplo, pode-se aumentar a distncia entre uma mquina-ferramenta e a mquina
de medir, ou isolar a mquina-ferramenta em sua
base. Mas isso nem sempre possvel e, usualmente,
apesar de ser menos eficiente, isola-se a MM3C,
apoiando-a em suportes com isolamento externo de
vibrao (Ni, 1995).
Mesmo assim, impossvel obter uma fundao totalmente isenta da influncia das vibraes.
Torna-se ento necessrio garantir que o resduo
ainda presente das vibraes esteja sob os critrios
do fabricante da mquina de medir. Algumas normas tcnicas internacionais sugerem testes para analisar as vibraes nas MM3C (ver, entre outras, BS
Dezembro 2000
6808 Part 3, 1989; e ANSI/ASME B89.4.1,
1997).
Por outro lado, sabe-se que as sondas usadas
nas MM3C so, especialmente, sensveis a influncias dinmicas (inclusive quando a velocidade de
movimentao baixa), embora pouco tenha sido
publicado a respeito. Algumas pesquisas bastante
recentes estudam as limitaes das sondas em relao ao seu comportamento sob influncias dinmicas (Van Vliet & Schllekens, 1996) e propem
modelos que possibilitam, em certa medida, a compensao dos erros resultantes dessas limitaes
(Weekers & Schellekens, 1995; e Mu & Ngoi,
1999).
OUTROS FATORES QUE
AFETAM O DESEMPENHO
DAS MM3C
A umidade, a presso atmosfrica, o sistema
que fornece a energia eltrica, assim como a qualidade do ar comprimido, todos esses so fatores
externos cujo comportamento tambm influencia o
desempenho das MM3C. Em geral, para todos eles
existem especificaes que, se respeitadas, eliminam
ou, pelo menos, diminuem em grande parte os seus
efeitos sobre o desempenho das mquinas de medir.
CONCLUSES
O estudo da literatura existente sobre MM3C
mostrou que no existem at o momento procedimentos internacionalmente aceitos, por usurios e
fabricantes, para avaliar o seu desempenho metrolgico. Em geral, ainda no possvel estabelecer uma
cadeia metrolgica para fins de rastreabilidade,
requisito esse de importncia vital para que se tenha
confiabilidade nas medies executadas. As especificaes e normas existentes (ver, entre outras, VDI/
VDE 2.617, 1986-1989; JIS B 7.440, 1987;
CMMA, 1989; BS 6.808, 1989; ISO/CD 10.360-2,
1993; e ANSI/ASME B89.4.1, 1997) propem Testes de Desempenho baseados na medio de artefatos-padro em um nmero limitado de posies
dentro do volume de trabalho de uma mquina.
Os parmetros de avaliao obtidos a partir
desses testes fornecem informao sobre alguns
aspectos da capacidade de uma mquina de medir,
mas, de forma muito geral ou conservadora, sobre-
REVISTA DE CINCIA & TECNOLOGIA V. 8, N 16 pp. 43-56
estimando na maioria das vezes os seus erros. Alm
disso, tais testes garantem rastreabilidade somente
para as condies de avaliao em que so realizados e para peas idnticas ao padro utilizado.
Qualquer mudana das condies do teste por
exemplo, na orientao da pea no volume de trabalho impede a rastreabilidade, assim como as
variaes na geometria das peas implicam diretamente uma ausncia de vnculo com a cadeia de
dimenses rastreveis.
Na literatura, a abordagem metrologicamente
correta para estabelecer a rastreabilidade das medidas feitas com mquinas de medir a trs coordenadas ao metro padro chamada de princpio do
comparador. Esse princpio pressupe a medio
de uma pea idntica s peas que sero inspecionadas, nas mesmas condies e do mesmo modo em
que se realiza a inspeo (Swyt, 1995; e Piratelli,
1998). Porm, impraticvel dispor de uma peapadro para cada pea possvel de ser medida em
uma MM3C.
Na busca de uma alternativa vivel para a aplicao do princpio do comparador, surgiram pesquisas envolvendo modelos matemticos, cuja
implementao chamada de Mquina Virtual de
Medir a Trs Coordenadas. A partir dos erros volumtricos das mquinas, eles tentam simular o seu
comportamento metrolgico em diferentes operaes de medio (Kunzmann, 1993; Schwenke et
al., 1994; e Cardoza, 1995). As propostas mais interessantes dessa abordagem diferem, principalmente,
no mtodo utilizado para calibrar os erros individuais
da mquina de medir e no modelo que os combina
para gerar seu mapa de erros volumtricos.
Finalmente, nenhuma das propostas estudadas, especificadas em normas ou no, para a avaliao do desempenho metrolgico de MM3C
mostra, de forma explcita, o clculo da incerteza de
medio das diferentes medies. Na prtica, tanto
os fabricantes como os usurios utilizam os mais
variados critrios para avaliar o desempenho e a
incerteza das MM3C (Knapp et al., 1991; e Swyt
1995). Isso permite concluir que existem ainda muitas lacunas no desenvolvimento tcnico-cientfico
relativo s formas de testes para essas mquinas, a
partir das quais seja possvel extrair as caractersticas
53
que determinam seu desempenho e garantem sua
rastreabilidade.
Agradecimentos
Os autores agradecem FAPESP pelo suporte
financeiro (94/5765-2; 96/5961-1).
REFERNCIAS BIBLIOGRFICAS
ANBARI, N. & TRUMPOLD, H. The influence of surface roughness in dependence of the probe ball radius measuring the actual
size. CIRP Sc. Tech. Comm. Report (Surface Metrology), 1989.
ANSI/ASME B89.4.1 (formerly ANSI/ASME B89.1.12M): Methods for performance evaluation of coordinate measuring machines, 1997.
ANSI/ASME Standard B89.6.2: Temperature and Humidity Environment for Dimensional Inspection, 1973.
BALSAMO, A.; MARQUES, D. & SARTORI, S. A method for thermal deformation corrections of CMMs. Annals of the CIRP,
1990.
BELFORTE, G.S. et al. Coordinate Measuring Machines and Machine Tools Selfcalibration and Error Correction. Annals of
the CIRP, 36 (1), 1987.
BOSCH, J.A. Coordinate Measuring Machines and Systems. New York: Marcel Dekker, Inc., 1995.
BOURDET, P.; LARTIGUE, C. & LEVEAUX, F. Effects of data point distribution and mathematical model on finding the bestfit sphere to data. Precision Engineering, 15 (3): 150-157, July 1993.
BRYAN, J.B. Temperature Fundamentals. In: Bosch, J.A. Coordinate Measuring Machines and Systems. New York: Marcel
Dekker, Inc., 1995.
BS 6808 Parts 1-3: British Standard Coordinate Measuring Machines, 1989.
BURDEKIN, M. & VOUTSADOPOULOS, C. Computer aided calibration of the geometric errors of multi-axis coordinate
measuring machines. Proc. Instn. Mech. Engrs., 195: 231-239, 1981.
CARDOZA, J.A.S. Mquinas Virtuais de Medir a Trs Coordenadas. So Carlos, 1995. [Tese de doutorado, EESC/USP].
CASKEY, G. et al. Sampling Techniques for Coordinate Measuring Machines. Proc. of the NSF Conference, 1991.
CIRP STC Me Working Party on 3D.A proposal for defining and specifying the dimensional uncertainty of multi-axis measuring machines. Annals of the CIRP, 27 (2), 1978.
CMMA-Coordinate Measuring Machines Manufacturing Association. CMMA - Accuracy Specification for Coordinate Measuring Machines, London, 1989.
COY, J. Sampling error for co-ordinate measurement. Proceedings of the 28thInternational MATADOR Conference, pp. 481489, Manchester, April 1990.
De NIJS, PR-NOME et al. Modeling of a coordinate measuring machine for the analysis of its dynamic behavior. Annals of the
CIRP, 37 (1), 1988.
Di GIACOMO, B. Computer aided calibration and hybrid compensation of geometric errors in coordinate measuring machines. Manchester, 1986. [Ph.D. Thesis, Institute of Science and Technology/University of Manchester].
EDWORTH, R. & WILHELM, R.G. Adaptive sampling for coordinate metrology. Precision Engineering, 23: 144-154, 1999.
EMERY, J. K. Dimensional Metrology Standardization. Mechanical Engineering, 40-45, 1965.
ESTLER, W.T. Calibration and use of optical straightedges in the metrology of precision machines, Optical Engineering, 24 (3):
372-379, May/June 1985.
ESTLER, W.T. et al. Practical Aspects of touch-trigger probe error compensation. Precision Engineering, 21: 1-17, 1997.
____________. Error compensation for CMM touch-trigger probes. Precision Engineering, 19: 85-97, 1996.
EVANS, C.; HOCKEN, R. & ESTLER, W.T. Self-Calibration: Reversal, Redundancy, Error Separation and Absolute Testing.
Annals of the CIRP, 45 (2), 1996.
GENEST, D. Thermal Effects: understanding their causes can minimize their influence on precision measurement. Mfg.The
Brown&Sharpe Publication of Precision Measurement, v. 4, issue 2, 1997.
HARVIE, A. Factors affecting component measurement on coordinate measuring machine. Precision Engineering, 18 (1): 1318, 1986.
HOCKEN, R. Technology of Machine Tool, v. 5: Machine Tool Accuracy. Lawrence Livermore Laboratory/Univ. of California,
1980.
HOCKEN, R.; RAJA, J. & BABU, U. Sampling Issues in Coordinate Metrology. Mfg. Rev., Dec. 1993.
HOCKEN, R. et al. Three Dimensional Metrology. Annals of the CIRP, 26 (2): 403-408, 1977.
ISO/CD 10.360-2: Methods for the Assessment of the Performance and Verification of Co-ordinate Measuring Machines, 1993.
JIS B 7440: Test Code for Accuracy of Coordinate Measuring Machines, 1987.
54
Dezembro 2000
KNAPP, W.; TSCHUDI, U. & BUCHER, A. Comparison of Different Artifacts for Interim coordinate measuring machine checking: a report from the Swiss Standard Committee. Precision Engineering, 13 (4): 277-281, 1991.
KRECJI, J.V. Application Software. In: Bosch, J.A. Coordinate Measuring Machines and Systems. New York: Marcel Dekker,
Inc., 1995.
KUNZMANN, H.; TRAPET, E. & WLDELE, F. Concept for the Traceability of Measurements with Coordinate Measuring
Machines. 7th Int. Precision Eng. Seminar, Kobe, 1993.
KUNZMANN, H; WLDELE, F & NI, J. Accuracy Enhancement. In: Bosch, J.A. Coordinate Measuring Machines and Systems. New York: Marcel Dekker, Inc., 1995.
MACHIREDDY, R.K.; HARI, J. & HOCKEN, R. Sampling Techniques for Measurement of the Plane-Surface Using a Coordinate Measuring Machine. National. Des. Engrg. Conference. ASME, 1993.
MARTINEZ ORREGO, R.M. Um mtodo de calibrao direta para mquinas de medir a trs coordenadas. So Carlos, 1999.
[Tese de doutorado, EESC/USP].
MU, Y.H. & NGOI, K.A. Dynamic Error Compensation of Coordinate Measuring Machines for High-Speed Measurement.
Int. J. of Advanced manufacturing Technology, 5 (11): 810-814, 1999.
NI, J. Environmental Control. In: Bosch, J.A. Coordinate Measuring Machines and Systems. New York: Marcel Dekker, Inc.,
1995.
NI, J. & WLDELE, F. Coordinate Measuring Machines. In: Bosch, J.A. Coordinate Measuring Machines and Systems. New
York: Marcel Dekker, Inc., 1995.
ODAYAPPAN, O. Development of Methodologies for Measurement of circles on a Coordinate Measuring Machine. Charlotte,
1992. [Master Thesis, UNC Charlotte].
PAHK, H.; KIM, J. & LEE, K. Integrated compensation system for errors introduced by measurement probe and machine geometry in commercial CMMs. International Journal of Machine Tools Manufacturer, 36 (9): 1.045-1.058, 1996.
PAHK, H.J.; BURDEKIN, M. & PEGGS, G.N. Development of Virtual Measuring Machine Incorporating Probe Error. Proceedings of the Institution of Mechanical Engineers, part B: Journal of Engineering Manufacture, 212 (issue B7):
533-548, 1998.
PEGGS, G.N. Traceability for co-ordinate measurement technology. 27th International MATADOR Conference, Manchester,
pp. 463-468, 1990.
PHILLIPS, S.D. Performance Evaluations. In: Bosch, J.A. Coordinate Measuring Machines and Systems. New York: Marcel
Dekker, Inc., 1995.
PHILLIPS, S.D. et al. A Study on the Interaction of Form Error and Sampling Strategy for Spheres. NIST Journal of Research,
1994.
PIRATELLI, A. Mtodo para avaliao do desempenho de mquinas de medir a trs coordenadas atravs de planejamento de
experimento. So Carlos, 1998. [Tese de doutorado, EESC/USP].
PORTA, C. & WLDELE, F. Testing of three coordinate measuring machine evaluation algorithms. Report EUR 10909 EN,
CEC, 1986.
PRODUCTIONS POINT: Performance Evaluation of coordinate measuring machines. Precision Engineering, 5 (3), July/1983.
SARTORI, S. Geometric error measurement and compensation of machines. Annals of the CIRP, 44 (2), 1995.
SCHELLEKENS, P. & ROSIELLE, N. Design for precision: currents status and trends. Annals of the CIRP, 47 (1): 557-586,
1998.
SCHWENKE, H. et al. Experience with the Error Assessment of Coordinate Measurements by Simulations, Proceedings of the
3rd International Conference on Ultraprecision in Manufacturing Engineering. Aachen, pp. 370-373, 1994.
SWYT, D.A. The international standard of length. In: Bosch, J.A. Coordinate Measuring Machines and Systems. New York:
Marcel Dekker, Inc., 1995.
TRUMPOLD, H. Grundlagen der Lngenprftechnik-Eine Einfhrung. Fachb. Leipzig, 1984.
VAN VLIET, W.P. & SCHELLEKENS, P.H.J. Accuracy Limitations of Fast Mechanical Probing. Annals of the CIRP, 45 (1): 483487, 1996.
______________. Development of a fast mechanical probe for coordinate measuring machines. Precision Engineering, 22 (3):
141-152, 1998.
VDI/VDE 2617 Parts 1-4: Accuracy of Coordinate Measuring Machine. Dsseldorf, 1986-89.
VIEIRA SATO, D.P. Uma contribuio ao modelo de sintetizao de erros em mquinas ferramentas. So Carlos, 1998. [Tese de
doutorado, EESC/USP].
WECKENMANN, A. et al. Functionality-oriented evaluation and sampling strategy in coordinate metrology. Precision Engineering, 17: 244-252, 1995.
REVISTA DE CINCIA & TECNOLOGIA V. 8, N 16 pp. 43-56
55
_________________. The Influence of Measurement Strategy on the Uncertainty of CMM-Measurements. Annals of the CIRP,
47 (1): 451-454, 1998.
WEEKERS, W.G. & SCHELLENKENS, P.H.J. Assessment of Dynamics Errors of CMMs for fast Probing. Annals of the CIRP,
44 (1): 469-474, 1995.
ZHANG, G. et al. Error compensation of coordinate measuring machines. Annals of the CIRP, 34 (1): 445-448, 1985.
56
Dezembro 2000
Вам также может понравиться
- Lista 52019Документ2 страницыLista 52019rodrigohermandasilvaОценок пока нет
- Atividade7 1Документ1 страницаAtividade7 1rodrigohermandasilvaОценок пока нет
- Atividade7 1Документ1 страницаAtividade7 1rodrigohermandasilvaОценок пока нет
- Atividade1 RespostaДокумент1 страницаAtividade1 RespostarodrigohermandasilvaОценок пока нет
- Atividade 7Документ1 страницаAtividade 7rodrigohermandasilvaОценок пока нет
- Lista 42019 RespostaДокумент3 страницыLista 42019 RespostarodrigohermandasilvaОценок пока нет
- Lista 42019 RespostaДокумент3 страницыLista 42019 RespostarodrigohermandasilvaОценок пока нет
- Atividade 7Документ1 страницаAtividade 7rodrigohermandasilvaОценок пока нет
- Atividade2 RespostaДокумент1 страницаAtividade2 RespostarodrigohermandasilvaОценок пока нет
- Atividade 7Документ1 страницаAtividade 7rodrigohermandasilvaОценок пока нет
- Atividade 7Документ1 страницаAtividade 7rodrigohermandasilvaОценок пока нет
- Atividade2 RespostaДокумент1 страницаAtividade2 RespostarodrigohermandasilvaОценок пока нет
- Atividade1 RespostaДокумент1 страницаAtividade1 RespostarodrigohermandasilvaОценок пока нет
- Gestão Da Qualidade - Estudo de Caso 2 - AVONДокумент2 страницыGestão Da Qualidade - Estudo de Caso 2 - AVONrodrigohermandasilvaОценок пока нет
- Question Á Rio 6 AvaДокумент1 страницаQuestion Á Rio 6 AvarodrigohermandasilvaОценок пока нет
- Atividade 7Документ1 страницаAtividade 7rodrigohermandasilvaОценок пока нет
- Esta É A Fábula de Um Alto Executivo QueДокумент1 страницаEsta É A Fábula de Um Alto Executivo QuerodrigohermandasilvaОценок пока нет
- Dinâmica de Curso - GestaoQualidadeДокумент2 страницыDinâmica de Curso - GestaoQualidaderodrigohermandasilvaОценок пока нет
- Questionário 3 AVAPlano EficiênciaДокумент1 страницаQuestionário 3 AVAPlano EficiênciarodrigohermandasilvaОценок пока нет
- Exerci Cio Ferra Ment As 1Документ1 страницаExerci Cio Ferra Ment As 1rodrigohermandasilvaОценок пока нет
- Exercício de Gestão Da QualidadeДокумент1 страницаExercício de Gestão Da QualidaderodrigohermandasilvaОценок пока нет
- Questionário 2 AVAMapeamento ImpactosДокумент1 страницаQuestionário 2 AVAMapeamento ImpactosrodrigohermandasilvaОценок пока нет
- Question Á Rio 7 AvaДокумент1 страницаQuestion Á Rio 7 AvarodrigohermandasilvaОценок пока нет
- Questionário 4 AVATratamentosДокумент1 страницаQuestionário 4 AVATratamentosrodrigohermandasilvaОценок пока нет
- Questionário 4 AVATratamentosДокумент1 страницаQuestionário 4 AVATratamentosrodrigohermandasilvaОценок пока нет
- Questionário 2 AVAMapeamento RotulagemДокумент1 страницаQuestionário 2 AVAMapeamento RotulagemrodrigohermandasilvaОценок пока нет
- Questionário 2 AVAMapeamento RotulagemДокумент1 страницаQuestionário 2 AVAMapeamento RotulagemrodrigohermandasilvaОценок пока нет
- Questionário 2 AVAMapeamento EnergiaДокумент1 страницаQuestionário 2 AVAMapeamento EnergiarodrigohermandasilvaОценок пока нет
- Question Á Rio 6 AvaДокумент1 страницаQuestion Á Rio 6 AvarodrigohermandasilvaОценок пока нет
- Questionário 2 AVAMapeamento ImpactosДокумент1 страницаQuestionário 2 AVAMapeamento ImpactosrodrigohermandasilvaОценок пока нет
- 6º Rodada - Gabarito - Simulado (Sem Comentários)Документ7 страниц6º Rodada - Gabarito - Simulado (Sem Comentários)Drielly DiasОценок пока нет
- Atividade Prática c1 2020Документ11 страницAtividade Prática c1 2020AdrieleMariaОценок пока нет
- A Revolução Da Inteligência Artificial - Tim Urban CompletoДокумент116 страницA Revolução Da Inteligência Artificial - Tim Urban CompletoDocumentários CiênciaОценок пока нет
- Organização de Computadores - Simulado - Aula8Документ5 страницOrganização de Computadores - Simulado - Aula8ddrum21Оценок пока нет
- A Importancia Do ComputadorДокумент18 страницA Importancia Do ComputadorCleberCabralОценок пока нет
- Turbo PascalДокумент55 страницTurbo PascalFabio SouzaОценок пока нет
- Animate Me Amor Criativo - Ruth Clamplett PDFДокумент388 страницAnimate Me Amor Criativo - Ruth Clamplett PDFBender RodriguezОценок пока нет
- Manual - de - Uso kw301Документ9 страницManual - de - Uso kw301Deivid dmelloОценок пока нет
- Apostila Mix in The Box Com Paulo Anhaia - Versão BetaДокумент151 страницаApostila Mix in The Box Com Paulo Anhaia - Versão BetaThiago Arlotta50% (2)
- Introdução À Ciência Da Computação Com Java e Orientação A Objetos Autor Alfredo Goldman, Fabio Kon e Paulo J. S. SilvaДокумент190 страницIntrodução À Ciência Da Computação Com Java e Orientação A Objetos Autor Alfredo Goldman, Fabio Kon e Paulo J. S. SilvaJorge BatlleОценок пока нет
- Manual MGT 300 EVO DespoluirДокумент22 страницыManual MGT 300 EVO DespoluirArlyson SousaОценок пока нет
- Fonte de PCДокумент51 страницаFonte de PC19489197Оценок пока нет
- Curso 207039 Aula 14 Grifado 52dcДокумент176 страницCurso 207039 Aula 14 Grifado 52dcLetícia MagalhãesОценок пока нет
- Wonderland Ave. Portugiesisch BrasilienДокумент11 страницWonderland Ave. Portugiesisch BrasilienMarcela GrandolphoОценок пока нет
- Segurança Da Informação (Física e Lógica)Документ8 страницSegurança Da Informação (Física e Lógica)Amandha BathoryОценок пока нет
- Monografia - Segurança Da Informação PDFДокумент29 страницMonografia - Segurança Da Informação PDFBruno Gaignoux100% (2)
- DYNON SkyView Classic Manual TradduzidoДокумент258 страницDYNON SkyView Classic Manual TradduzidoTadeu do CantoОценок пока нет
- CNCДокумент161 страницаCNCFernando50% (2)
- Narrativa Transmídia e TransficcionalidadeДокумент14 страницNarrativa Transmídia e TransficcionalidadeJoséCarlosMassanОценок пока нет
- AcadêmicoДокумент5 страницAcadêmicoAnonymous QHwCgAT0r43% (7)
- Desmistificando - Usuário 666Документ17 страницDesmistificando - Usuário 666Aldrin Philippe Santos PereiraОценок пока нет
- Micro Control AdoresДокумент143 страницыMicro Control AdoresRogerio Marques MendonçaОценок пока нет
- Pim UnipДокумент10 страницPim UnipwalpatryОценок пока нет
- Manual Do Forge Pro 10Документ152 страницыManual Do Forge Pro 10Ivan Santos Gomes Dias100% (2)
- Ativa CompAtiva Compartilhamento de Arquivos e Impressoras Pela GPOartilhamento de Arquivos e Impressoras Pela GPOДокумент2 страницыAtiva CompAtiva Compartilhamento de Arquivos e Impressoras Pela GPOartilhamento de Arquivos e Impressoras Pela GPOAscoDigitalОценок пока нет
- Componentes de Um ComputadorДокумент8 страницComponentes de Um ComputadorAnderson DiasОценок пока нет
- Portfólio de Sistemas OperacionaisДокумент54 страницыPortfólio de Sistemas OperacionaisVicente Paulo Maciel100% (1)
- Manual de Instalacao GPSДокумент2 страницыManual de Instalacao GPSFilipe BatistaОценок пока нет
- Simulado de Informatica IiДокумент9 страницSimulado de Informatica IiDamião OliveiraОценок пока нет