Вам также может понравиться
- How to prepare Welding Procedures for Oil & Gas PipelinesОт EverandHow to prepare Welding Procedures for Oil & Gas PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- Working Procedure of PipelineДокумент12 страницWorking Procedure of Pipelinevishal bailurОценок пока нет
- 2 Welding Procedure 2 PDFДокумент6 страниц2 Welding Procedure 2 PDFMustafa MubderОценок пока нет
- Method Statement - Pipe WorksДокумент14 страницMethod Statement - Pipe WorksDarl Anthony Veloso100% (4)
- Method Statement For Fabrication, Installation and Testing of PipeworkДокумент31 страницаMethod Statement For Fabrication, Installation and Testing of PipeworkNaveed Ahmed Get-Info100% (1)
- Method Statement For Ug Piping 6423dp420!00!00200 00 - Rev03Документ20 страницMethod Statement For Ug Piping 6423dp420!00!00200 00 - Rev03mister pogi100% (2)
- Scope of Work (Sow)Документ10 страницScope of Work (Sow)Asongwe HansОценок пока нет
- Proposal For Structural Steel WorksДокумент1 страницаProposal For Structural Steel Worksshabban4uОценок пока нет
- P15340-CYD-PI-SP-0006 - Rev.1 (Specification For Fabrication, Erection & Testing of Piping System)Документ43 страницыP15340-CYD-PI-SP-0006 - Rev.1 (Specification For Fabrication, Erection & Testing of Piping System)Saiful AmreeОценок пока нет
- MS For AG PipingДокумент15 страницMS For AG Pipingmansih457Оценок пока нет
- Piping Work Execution Plan: Singa Gas Development ProjectДокумент15 страницPiping Work Execution Plan: Singa Gas Development ProjectNajeeb A.M100% (1)
- Method Statement For Pre FabricationДокумент5 страницMethod Statement For Pre FabricationFs67% (3)
- MS For Hydro Test ModДокумент7 страницMS For Hydro Test ModIbrahim KhanОценок пока нет
- Technical Proposal Descaling Removal Pulai - A (2013 ASD)Документ22 страницыTechnical Proposal Descaling Removal Pulai - A (2013 ASD)hash117Оценок пока нет
- 62-P-90Rev A Method Statement For Oxygen Line FabricationДокумент13 страниц62-P-90Rev A Method Statement For Oxygen Line FabricationAsadAliAliОценок пока нет
- Pipe Fabrication and Installation Work Procedure Rev-01Документ21 страницаPipe Fabrication and Installation Work Procedure Rev-01Dilshad Ahemad50% (4)
- MS For Fabrication & Erection of PipingДокумент24 страницыMS For Fabrication & Erection of PipingravikumarОценок пока нет
- Pipe Laying HDPEДокумент6 страницPipe Laying HDPEFun TonОценок пока нет
- Itp - Rev eДокумент36 страницItp - Rev ezaki_saddarОценок пока нет
- 000 ZA E 09411 Punch List ProcedureДокумент17 страниц000 ZA E 09411 Punch List Procedurealinor_tn100% (1)
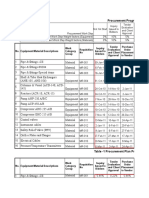
- Sample Template For Procurement Progress Calculation SheetДокумент10 страницSample Template For Procurement Progress Calculation SheetAkmal MuliawanОценок пока нет
- Fabrication ProcedurДокумент7 страницFabrication ProcedurHarry PangestuОценок пока нет
- Working Procedure For Pipes and GatesДокумент29 страницWorking Procedure For Pipes and GatesAdvance Hydro Power Works Pvt. Ltd.Оценок пока нет
- Fabrication Tracking Sheet (29-June 4.00 AmДокумент9 страницFabrication Tracking Sheet (29-June 4.00 Amvishal bailurОценок пока нет
- Cold Forming ProcedureДокумент5 страницCold Forming ProcedureMassimo FumarolaОценок пока нет
- MIM-WMS-03 - 2018 PESB Equipment Lifting Method StatementДокумент8 страницMIM-WMS-03 - 2018 PESB Equipment Lifting Method StatementSatrioОценок пока нет
- Procedure For Fab, Erec & Testing of Undergroud PipingДокумент12 страницProcedure For Fab, Erec & Testing of Undergroud Pipingvpsimbu86Оценок пока нет
- Specification FOR Piping Fabrication and InstallationДокумент27 страницSpecification FOR Piping Fabrication and Installationgc_panchaОценок пока нет
- A1.2.3 Method Statement 4a Redacted Version2Документ98 страницA1.2.3 Method Statement 4a Redacted Version2ChanelОценок пока нет
- Method Statement Pipe Handling and AssemblyДокумент6 страницMethod Statement Pipe Handling and AssemblyDanny NguОценок пока нет
- Fabrication Erection and Installation Procedure For PipingДокумент60 страницFabrication Erection and Installation Procedure For Pipinghasan_676489616Оценок пока нет
- Fabrication Erection Installation Procedure For PipingДокумент35 страницFabrication Erection Installation Procedure For Pipingbain100% (1)
- Qa QCДокумент10 страницQa QCBrain Dee Tech LtdОценок пока нет
- 000-ZA-E-09413 Construction Progress Meas ProcДокумент12 страниц000-ZA-E-09413 Construction Progress Meas Procalinor_tnОценок пока нет
- Itp Civil WorkДокумент9 страницItp Civil WorkChristian Albert Sinaga RumajarОценок пока нет
- QA - QC Procedure For Construction - 3Документ44 страницыQA - QC Procedure For Construction - 3Samid MidmidОценок пока нет
- 5.a. Piping Fabrication PlanДокумент15 страниц5.a. Piping Fabrication PlanOkeyman100% (5)
- WP 11 Corrosion Protection Tape Coating123Документ3 страницыWP 11 Corrosion Protection Tape Coating123KarthikОценок пока нет
- Vessel Final BoxДокумент14 страницVessel Final Boxmanoj thakkarОценок пока нет
- Progress Tracking Sheet-Piping Fabrication: Enter % Complete For Each Work StepДокумент1 страницаProgress Tracking Sheet-Piping Fabrication: Enter % Complete For Each Work StepMohamed AtefОценок пока нет
- Site Erection Procedure For Piping InstallationДокумент10 страницSite Erection Procedure For Piping InstallationIrsan HaeruddinОценок пока нет
- ITP - 003 - Rotating Equipment - IFRДокумент3 страницыITP - 003 - Rotating Equipment - IFRMari Belajar100% (1)
- Check List of Steel Structure ErectionДокумент1 страницаCheck List of Steel Structure ErectionUtku Can KılıçОценок пока нет
- Daily Report - XLSX 01Документ1 страницаDaily Report - XLSX 01kishoryawaleОценок пока нет
- Project Execution Plan: Document NoДокумент26 страницProject Execution Plan: Document NoLeon PeterОценок пока нет
- Construction Method Statement: Fabrication & Erection of Piping SystemДокумент24 страницыConstruction Method Statement: Fabrication & Erection of Piping SystemHarun Akkaya100% (2)
- Hydrotest Check List PDFДокумент1 страницаHydrotest Check List PDFSaut Maruli Tua Samosir100% (1)
- WP 11 Corrosion Protection Tape CoatingДокумент3 страницыWP 11 Corrosion Protection Tape CoatingKarthikОценок пока нет
- Blasting Painting Procedure For Structural Steel Rev 00Документ17 страницBlasting Painting Procedure For Structural Steel Rev 00Praful N KОценок пока нет
- 008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFДокумент23 страницы008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFKöksal PatanОценок пока нет
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureДокумент11 страницEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureJaveed A. Khan100% (1)
- PQPДокумент54 страницыPQPMustafa Liverpool50% (2)
- Power & Water Project Method Statement For Spool Fabrication of Steel PipingДокумент11 страницPower & Water Project Method Statement For Spool Fabrication of Steel Pipinglion100_saadОценок пока нет
- WeeklyДокумент84 страницыWeeklysdan100% (1)
- Punch List Report: Client Date Project No. Discipline Location Date of InspectionДокумент1 страницаPunch List Report: Client Date Project No. Discipline Location Date of InspectionHanuman RaoОценок пока нет
- Procédure MTДокумент11 страницProcédure MTAslaouiОценок пока нет
- GRSM 00 Cons PL 015 Rev.2 Pipeline Tie in ProcedureДокумент7 страницGRSM 00 Cons PL 015 Rev.2 Pipeline Tie in ProcedureAgus SupriadiОценок пока нет
- Oman-India Fertilizer Project OIFДокумент24 страницыOman-India Fertilizer Project OIFBassam Dahham83% (6)
- Daily Progress Report-Construction Team 09-02-2017Документ8 страницDaily Progress Report-Construction Team 09-02-2017Scribd UserОценок пока нет
- Bolt Torquing ReferenceДокумент8 страницBolt Torquing ReferenceDILSHAD AHEMADОценок пока нет
- 2.3 Hot WorkДокумент9 страниц2.3 Hot Workvishal bailurОценок пока нет
- Vaibhav Arun BailurДокумент3 страницыVaibhav Arun Bailurvishal bailurОценок пока нет
- API 570, Piping Inspection Code (June 2006) .: (DAY 2 - Sections 1 To 6)Документ5 страницAPI 570, Piping Inspection Code (June 2006) .: (DAY 2 - Sections 1 To 6)vishal bailur100% (1)
- Code Calculations: (Pressure Testing Requirements) Exercise-5Документ5 страницCode Calculations: (Pressure Testing Requirements) Exercise-5vishal bailurОценок пока нет
- Closed Book PortionДокумент5 страницClosed Book Portionvishal bailurОценок пока нет
- Open Book PortionДокумент6 страницOpen Book Portionvishal bailurОценок пока нет
- Code Calculations: Api 570 - Piping Inspector Certification Preparatory CourseДокумент8 страницCode Calculations: Api 570 - Piping Inspector Certification Preparatory Coursevishal bailurОценок пока нет
- Walkie Talkie With BatteryДокумент4 страницыWalkie Talkie With Batteryvishal bailurОценок пока нет
- Punch Points API RP 578 Material Verification Program (DAY 5)Документ7 страницPunch Points API RP 578 Material Verification Program (DAY 5)vishal bailurОценок пока нет
- Catalyst Loading by Dense Method Multi Bed Reactor Inert AtmosphereДокумент7 страницCatalyst Loading by Dense Method Multi Bed Reactor Inert Atmospherevishal bailurОценок пока нет
- Punch Points ASME Sec. V - Non Destructive ExaminationsДокумент6 страницPunch Points ASME Sec. V - Non Destructive Examinationsvishal bailurОценок пока нет
- F-Sp-Hse06-01 Rev 03 Hira NewДокумент14 страницF-Sp-Hse06-01 Rev 03 Hira Newvishal bailurОценок пока нет
- Catalyst Loading by Dense Method (SingleBed) in Inert AtmosphereДокумент5 страницCatalyst Loading by Dense Method (SingleBed) in Inert Atmospherevishal bailurОценок пока нет
- Cat Loading by Sock Method in Inert AtmosphereДокумент5 страницCat Loading by Sock Method in Inert Atmospherevishal bailurОценок пока нет
- Lighting Layout Power Layout: Single Line Diagram LegendДокумент1 страницаLighting Layout Power Layout: Single Line Diagram LegendAnieken AyoОценок пока нет
- Rescue Boat Lsa 5.1Документ4 страницыRescue Boat Lsa 5.1Celal BozdoganОценок пока нет
- Data Structures OutlineДокумент5 страницData Structures Outlineshahzad jalbaniОценок пока нет
- Acquisition (Pagtamo) Meaning-Making (Pag-Unawa) Transfer (Paglilipat)Документ2 страницыAcquisition (Pagtamo) Meaning-Making (Pag-Unawa) Transfer (Paglilipat)MAY BEVERLY MORALES100% (8)
- PR-1078 - Hydrogen Sulphide Management ProcedureДокумент22 страницыPR-1078 - Hydrogen Sulphide Management Procedureromedic360% (1)
- Injection Moulding - Quality Molded PartsДокумент28 страницInjection Moulding - Quality Molded PartsQuản Lê Đình100% (3)
- Thyristor PDFДокумент10 страницThyristor PDFMihir HembramОценок пока нет
- Community Building PDFДокумент2 страницыCommunity Building PDFLauren100% (1)
- RAEX 300 DatasheetДокумент2 страницыRAEX 300 Datasheetabdulloh_99Оценок пока нет
- Dilg-Mbcrpp Isf Q2 2023Документ2 страницыDilg-Mbcrpp Isf Q2 2023Mallari GabrielОценок пока нет
- Hitman Contracts PC ManualДокумент14 страницHitman Contracts PC ManualChernoll MendoncaОценок пока нет
- Workover Kill Fluid Density CalculationДокумент3 страницыWorkover Kill Fluid Density CalculationSanny Astari100% (1)
- STR Mpa-MpmДокумент8 страницSTR Mpa-MpmBANGGAОценок пока нет
- CVДокумент2 страницыCVAkash JainОценок пока нет
- Weatherford Artificial Lifts Reciprocating Rod Lift OverviewДокумент7 страницWeatherford Artificial Lifts Reciprocating Rod Lift OverviewKentodalОценок пока нет
- Ece T 2012 ToppersДокумент13 страницEce T 2012 ToppersRajesh LingamalluОценок пока нет
- Automated Marking Score For English PT3 (New Format)Документ17 страницAutomated Marking Score For English PT3 (New Format)Azri ArbaianОценок пока нет
- Commodity Sourcing Strategy ProjectДокумент5 страницCommodity Sourcing Strategy ProjectMohit TalwarОценок пока нет
- 94-0518-4 Mini-RadaScan Engineers and Service GuideДокумент15 страниц94-0518-4 Mini-RadaScan Engineers and Service GuideAlex Sandoval100% (1)
- INTEC 2019 User Manual PDFДокумент30 страницINTEC 2019 User Manual PDFshriramsusindarОценок пока нет
- Trodat Standard Self Inking Stamp and Accessory Mini CatalogДокумент12 страницTrodat Standard Self Inking Stamp and Accessory Mini CatalogpromotesourceОценок пока нет
- Case Study Analysis of Apex Corporation PDFДокумент2 страницыCase Study Analysis of Apex Corporation PDFAJОценок пока нет
- Confined Spaces: Avoiding Common Mistakes in Gas DetectionДокумент1 страницаConfined Spaces: Avoiding Common Mistakes in Gas Detectiontrravi1983Оценок пока нет
- LennoxДокумент32 страницыLennoxCharly ColumbОценок пока нет
- En 10268Документ4 страницыEn 10268Alex LacerdaОценок пока нет
- SAP BW Basic Configuration SettingsДокумент29 страницSAP BW Basic Configuration SettingsSIKANDARОценок пока нет
- Physics 23 Fall 1993 Lab 2 - Adiabatic Processes: PV NRTДокумент13 страницPhysics 23 Fall 1993 Lab 2 - Adiabatic Processes: PV NRTvipul ch v v n s sОценок пока нет
- Eminence Deltalite II 2515Документ1 страницаEminence Deltalite II 2515Suto BandОценок пока нет
- EmpanelHospList HelpFAQДокумент13 страницEmpanelHospList HelpFAQaditi001Оценок пока нет