Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- BhelДокумент1 страницаBhelKaarthick RahulОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Diwali EbookДокумент204 страницыDiwali EbookparivasuОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Income Tax ExamsДокумент5 страницIncome Tax ExamsMichael GreenОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Income Tax ExamsДокумент5 страницIncome Tax ExamsMichael GreenОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Ers qxijigQOxOyTcV2972cA5aJv3cUdEmJVQ6plQGBlPnAG3Eh1M7fEYlMM0mjwpUGnMYHiR8DdVGDTrqgWbjjNGY7axUccihq4LДокумент2 страницыErs qxijigQOxOyTcV2972cA5aJv3cUdEmJVQ6plQGBlPnAG3Eh1M7fEYlMM0mjwpUGnMYHiR8DdVGDTrqgWbjjNGY7axUccihq4LSamОценок пока нет
- Second Review ReportДокумент13 страницSecond Review ReportKaarthick RahulОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Chapter 10, Solution 1.Документ91 страницаChapter 10, Solution 1.Textos de Ingenieria100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Solution Manual - Thomus' Calculus, 12th EditionДокумент2 страницыSolution Manual - Thomus' Calculus, 12th EditionKaarthick RahulОценок пока нет
- Solnchap01 PDFДокумент11 страницSolnchap01 PDFAdeniji OlusegunОценок пока нет
- Springs: All India Distributer of NienhuisДокумент35 страницSprings: All India Distributer of NienhuisIrina DroliaОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- City Limits Magazine, December 1981 IssueДокумент28 страницCity Limits Magazine, December 1981 IssueCity Limits (New York)Оценок пока нет
- Prediction of CBR From Index Properties of Cohesive Soils: Magdi ZumrawiДокумент1 страницаPrediction of CBR From Index Properties of Cohesive Soils: Magdi Zumrawidruwid6Оценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Lecture 19 Code Standards and ReviewДокумент27 страницLecture 19 Code Standards and ReviewAdhil Ashik vОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Clinical Skills TrainingДокумент12 страницClinical Skills TrainingSri Wahyuni SahirОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Coke Drum Repair Welch Aquilex WSI DCU Calgary 2009Документ37 страницCoke Drum Repair Welch Aquilex WSI DCU Calgary 2009Oscar DorantesОценок пока нет
- Flipkart Labels 06 Jul 2022 09 52Документ37 страницFlipkart Labels 06 Jul 2022 09 52Dharmesh ManiyaОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- JEE Mains Paper 1 (12 Apr 2019 Shift 2) EnglishДокумент131 страницаJEE Mains Paper 1 (12 Apr 2019 Shift 2) EnglishRudraksha KushwahaОценок пока нет
- Learning Competency PDFДокумент1 страницаLearning Competency PDFLEOMAR PEUGALОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- (Problem Books in Mathematics) Antonio Caminha Muniz Neto - An Excursion Through Elementary Mathematics, Volume III - Discrete Mathematics and Polynomial Algebra (2018, Springer)Документ647 страниц(Problem Books in Mathematics) Antonio Caminha Muniz Neto - An Excursion Through Elementary Mathematics, Volume III - Discrete Mathematics and Polynomial Algebra (2018, Springer)Anonymous iH6noeaX7100% (2)
- Dynamic Study of Parabolic Cylindrical Shell A Parametric StudyДокумент4 страницыDynamic Study of Parabolic Cylindrical Shell A Parametric StudyEditor IJTSRDОценок пока нет
- DBM Uv W ChartДокумент2 страницыDBM Uv W ChartEddie FastОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Guidelines For Doing Business in Grenada & OECSДокумент14 страницGuidelines For Doing Business in Grenada & OECSCharcoals Caribbean GrillОценок пока нет
- Electronics 11 02566Документ13 страницElectronics 11 02566卓七越Оценок пока нет
- EP07 Measuring Coefficient of Viscosity of Castor OilДокумент2 страницыEP07 Measuring Coefficient of Viscosity of Castor OilKw ChanОценок пока нет
- TB 60 Repair Parts PDFДокумент282 страницыTB 60 Repair Parts PDFvatasa100% (2)
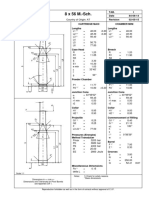
- 8 X 56 M.-SCH.: Country of Origin: ATДокумент1 страница8 X 56 M.-SCH.: Country of Origin: ATMohammed SirelkhatimОценок пока нет
- Localization On ECG: Myocardial Ischemia / Injury / InfarctionДокумент56 страницLocalization On ECG: Myocardial Ischemia / Injury / InfarctionduratulfahliaОценок пока нет
- BV DoshiДокумент6 страницBV DoshiNimОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Not CE 2015 Version R Series 1t-3.5t Operating Manua 2015-08Документ151 страницаNot CE 2015 Version R Series 1t-3.5t Operating Manua 2015-08hocine gherbiОценок пока нет
- E Voting PPT - 1Документ11 страницE Voting PPT - 1madhu100% (2)
- Work Sample 2 - Eoc and CrucibleДокумент35 страницWork Sample 2 - Eoc and Crucibleapi-259791703Оценок пока нет
- Army Aviation Digest - Apr 1971Документ68 страницArmy Aviation Digest - Apr 1971Aviation/Space History LibraryОценок пока нет
- 2010 Information ExchangeДокумент15 страниц2010 Information ExchangeAnastasia RotareanuОценок пока нет
- 01 - TechDocs, Acft Gen, ATAs-05to12,20 - E190 - 202pgДокумент202 страницы01 - TechDocs, Acft Gen, ATAs-05to12,20 - E190 - 202pgေအာင္ ရွင္း သန္ ့Оценок пока нет
- Rdramirez Aota 2018 Poster For PortfolioДокумент1 страницаRdramirez Aota 2018 Poster For Portfolioapi-437843157Оценок пока нет
- Art Integrated ProjectДокумент14 страницArt Integrated ProjectSreeti GangulyОценок пока нет
- Dist - Propor.danfoss PVG32Документ136 страницDist - Propor.danfoss PVG32Michal BujaraОценок пока нет
- A. Computed Only For A 2x2 Table B. 0 Cells (,0%) Have Expected Count Less Than 5. The Minimum Expected Count Is 3,40Документ1 страницаA. Computed Only For A 2x2 Table B. 0 Cells (,0%) Have Expected Count Less Than 5. The Minimum Expected Count Is 3,40harvey777Оценок пока нет
- Revenue Memorandum Circular No. 55-2016: For ExampleДокумент2 страницыRevenue Memorandum Circular No. 55-2016: For ExampleFedsОценок пока нет