Вам также может понравиться
- 7.6 Control of Monitoring and Measuring DevicesДокумент2 страницы7.6 Control of Monitoring and Measuring Devicesejub6447Оценок пока нет
- Safety Data SheetДокумент6 страницSafety Data SheetWici WiciОценок пока нет
- In ProcessДокумент5 страницIn Processvg_vvgОценок пока нет
- Engineering (AUTOCAD) Draughting StandardДокумент12 страницEngineering (AUTOCAD) Draughting Standardonyejekwe0% (1)
- Gme-Qs-L2-202 Specification For Quality Assurance R1 27-09-2016Документ37 страницGme-Qs-L2-202 Specification For Quality Assurance R1 27-09-2016Kannan MurugesanОценок пока нет
- KI Quality Manual Rev. D 12-28-2012Документ35 страницKI Quality Manual Rev. D 12-28-2012kzl009Оценок пока нет
- Deviation ManagementДокумент43 страницыDeviation ManagementAmit Mishra100% (1)
- Control of Records: Organization Details JustificationДокумент1 страницаControl of Records: Organization Details JustificationaezacsОценок пока нет
- Risk & Opportunities Analysis PDFДокумент2 страницыRisk & Opportunities Analysis PDFpremnath RОценок пока нет
- Mechanical Engineering Design CADДокумент33 страницыMechanical Engineering Design CADمحمد عبداللهОценок пока нет
- Product Non Conformance ReportДокумент2 страницыProduct Non Conformance ReportAlaa100% (1)
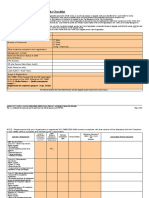
- H.8 Supplier Audit ChecklistДокумент1 страницаH.8 Supplier Audit ChecklistYayat MiharyaОценок пока нет
- Snt-Tc-1a-2016 QB - Key-003Документ19 страницSnt-Tc-1a-2016 QB - Key-003prabhakaran.S100% (8)
- (CE-PHFH-017) - Transportation Validation Report-1.0Документ23 страницы(CE-PHFH-017) - Transportation Validation Report-1.0Viqar Inamdar100% (1)
- Employee Training LogДокумент1 страницаEmployee Training Logjt2328Оценок пока нет
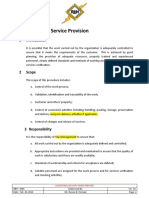
- CLAUSE 8.5 Production and Service ProvisionДокумент10 страницCLAUSE 8.5 Production and Service ProvisionNavnath TamhaneОценок пока нет
- ISO-Control of Non Conforming ProductsДокумент3 страницыISO-Control of Non Conforming Productsnoufal27100% (2)
- C209 19Документ32 страницыC209 19picott100% (2)
- Metal Duct Selection and ApplicationДокумент6 страницMetal Duct Selection and ApplicationMoiz TinwalaОценок пока нет
- 1.1 DCM-814 Change Control 121722 R6Документ7 страниц1.1 DCM-814 Change Control 121722 R6Carmela Franchesca ReyesОценок пока нет
- International Standards Regulation Conference 03 November 2020Документ152 страницыInternational Standards Regulation Conference 03 November 2020Benjamin MossoОценок пока нет
- ISO 13485: 2016 Planner and Delta Checklist: InstructionsДокумент10 страницISO 13485: 2016 Planner and Delta Checklist: InstructionsYogesh H NarkhedeОценок пока нет
- SOP - Complaint & SurveyДокумент5 страницSOP - Complaint & SurveySheila BonusОценок пока нет
- HSE Calendar Jan 2023Документ4 страницыHSE Calendar Jan 2023RathikaОценок пока нет
- M09 Production and Service ProvisionДокумент4 страницыM09 Production and Service ProvisionMay Ann DuronОценок пока нет
- GRN Goods Received Note Adjusted JSДокумент1 страницаGRN Goods Received Note Adjusted JSIbrahim PatelОценок пока нет
- Customer Related ProcessesДокумент3 страницыCustomer Related ProcessesatiquegeeОценок пока нет
- Final Submission of Assignment For Contract Mamangeemnt 310 PDFДокумент39 страницFinal Submission of Assignment For Contract Mamangeemnt 310 PDFMuhammad Anamul Hoque100% (1)
- CP-SS BLK-01Документ5 страницCP-SS BLK-01yogesh WakchaureОценок пока нет
- Materials Receipt and InspectionДокумент6 страницMaterials Receipt and InspectionMj AndresОценок пока нет
- Prepared By: Signature: Name: Khuram Shahzad Date: Designation: SR - Manager QA/QCДокумент2 страницыPrepared By: Signature: Name: Khuram Shahzad Date: Designation: SR - Manager QA/QCMhammad NaveedОценок пока нет
- Kensington Emergency Response PlanДокумент16 страницKensington Emergency Response Planj brother100% (2)
- C QM 0102 Product RealizationДокумент2 страницыC QM 0102 Product RealizationGhulam MustafaОценок пока нет
- Iso13485 QM01 Scope PDFДокумент4 страницыIso13485 QM01 Scope PDFQuality and Safety Consultants Co.Оценок пока нет
- Device Master Record Index: Sl. No. Document No. Device Specifications (DS)Документ6 страницDevice Master Record Index: Sl. No. Document No. Device Specifications (DS)normalОценок пока нет
- ESCL-SOP-011, Design and Development Procedure - Doc Rev 01Документ6 страницESCL-SOP-011, Design and Development Procedure - Doc Rev 01adiqualityconsultОценок пока нет
- QMS 055 SampleДокумент8 страницQMS 055 SampleMostafa FawzyОценок пока нет
- CounterfeitДокумент5 страницCounterfeitVivek GoudОценок пока нет
- ISO 9001-2015 Supplier Audit Checklist SAMPLEДокумент2 страницыISO 9001-2015 Supplier Audit Checklist SAMPLEFaisal0% (1)
- P3FH-RPT-QAQC-00-004-A3 B: Fabrication Procedure For Machinery & Mechanical EquipmentДокумент55 страницP3FH-RPT-QAQC-00-004-A3 B: Fabrication Procedure For Machinery & Mechanical EquipmentFriska ThaniaОценок пока нет
- Procedure For Designing and Developing ProjectДокумент3 страницыProcedure For Designing and Developing ProjectMalu Paras LacsonОценок пока нет
- Donggi Senoro LNG Project: Inspection and Test Plan FOR Hot Oil Heater ErectionДокумент5 страницDonggi Senoro LNG Project: Inspection and Test Plan FOR Hot Oil Heater ErectionAlif Rahmat FebriantoОценок пока нет
- Sop Feedback ManagementДокумент4 страницыSop Feedback Managementalaa.saadi711Оценок пока нет
- Equipment Installation, Servicing, On-Site Support SOPДокумент3 страницыEquipment Installation, Servicing, On-Site Support SOPBPG ServiceОценок пока нет
- PM - 7.01 Product Realization PlanДокумент2 страницыPM - 7.01 Product Realization PlanMangBedjoОценок пока нет
- SWIFT Gpi Customer Credit Transfer and Cover Services Service Rulebook Advance Information RejectReturn 20201218Документ395 страницSWIFT Gpi Customer Credit Transfer and Cover Services Service Rulebook Advance Information RejectReturn 20201218satyabratabarahОценок пока нет
- How To Streamline Sterile Package Validation: Key RegulationsДокумент9 страницHow To Streamline Sterile Package Validation: Key RegulationsNila AshokanОценок пока нет
- Sop 7.4.4 Counterfeit Parts PreventionДокумент6 страницSop 7.4.4 Counterfeit Parts PreventionEDGAR GONZALEZОценок пока нет
- Mil STD 331Документ295 страницMil STD 331HI HIОценок пока нет
- Iso13485 QM06 MngResponsibilityДокумент9 страницIso13485 QM06 MngResponsibilityQuality and Safety Consultants Co.Оценок пока нет
- COMP-OPP-02 Procedure For Control and Validation of Service ProvisionДокумент6 страницCOMP-OPP-02 Procedure For Control and Validation of Service ProvisionISODCC DSPIОценок пока нет
- Design ProcewssДокумент10 страницDesign ProcewsscanettijОценок пока нет
- How To Upload PsДокумент16 страницHow To Upload Psrohan sharmaОценок пока нет
- MAHAGENCO Vendor Registration Policy-Process - REVДокумент4 страницыMAHAGENCO Vendor Registration Policy-Process - REVKoushik DeyОценок пока нет
- ISO 13485 2003 Vs FDA QSR 42 69Документ28 страницISO 13485 2003 Vs FDA QSR 42 69Ancuta FeierОценок пока нет
- Procedure For Contract ReviewДокумент7 страницProcedure For Contract ReviewAmine ChahiОценок пока нет
- PSI First Article Inspection ReportДокумент3 страницыPSI First Article Inspection ReportwentropremОценок пока нет
- Management Responsibility Draft 4 10 March 2014Документ101 страницаManagement Responsibility Draft 4 10 March 2014mkpqОценок пока нет
- 93 42 EEC ChecklistДокумент15 страниц93 42 EEC ChecklistdulichsinhthaiОценок пока нет
- ESCL SOP 011 Design and Development Procedure PDFДокумент8 страницESCL SOP 011 Design and Development Procedure PDFACCELOR HRОценок пока нет
- Procedure For Alerts and Modifications - AOCДокумент4 страницыProcedure For Alerts and Modifications - AOCMohamed EzzatОценок пока нет
- Eop 45 01Документ10 страницEop 45 01Muhammad ArslanОценок пока нет
- 4-04-1 Contract ReviewДокумент4 страницы4-04-1 Contract Reviewjeric bañaderaОценок пока нет
- Certification Procedure: Perry Johnson Registrars, Inc. Quality SystemsДокумент25 страницCertification Procedure: Perry Johnson Registrars, Inc. Quality SystemsPrashanth BNОценок пока нет
- Phillips Precision QMS RevCДокумент21 страницаPhillips Precision QMS RevCqmicertification100% (2)
- CF 601 1 Purchasing Quality Assurance RequirementsДокумент3 страницыCF 601 1 Purchasing Quality Assurance RequirementsTrent CockerhamОценок пока нет
- Excerpt From Table of Contents For Quality Manual of Aerospace CompanyДокумент1 страницаExcerpt From Table of Contents For Quality Manual of Aerospace CompanyluzmindaОценок пока нет
- Control of Monitoring and Measuring EquipmentДокумент3 страницыControl of Monitoring and Measuring EquipmentLinda Setya WatiОценок пока нет
- Conformity Assessment (Management System Certification)Документ5 страницConformity Assessment (Management System Certification)Talal AhmedОценок пока нет
- MDSAP QMS P0005 Management Responsibility Review ProcedureS508Документ5 страницMDSAP QMS P0005 Management Responsibility Review ProcedureS508drmohamed120Оценок пока нет
- Check Posisi Bogie Railink 13-10-16Документ8 страницCheck Posisi Bogie Railink 13-10-16sriОценок пока нет
- Railink Soeta-InteriorДокумент10 страницRailink Soeta-InteriorsriОценок пока нет
- DRAWING LIST (Group 86) : Project Name: Doc. Number: Date of IssueДокумент6 страницDRAWING LIST (Group 86) : Project Name: Doc. Number: Date of IssuesriОценок пока нет
- STOCKДокумент412 страницSTOCKsriОценок пока нет
- WWWT North America Guide AkzoNobelДокумент68 страницWWWT North America Guide AkzoNobelMario DumaineОценок пока нет
- OPSS 907 - Apr11Документ11 страницOPSS 907 - Apr11umerfr2Оценок пока нет
- Mil PRF 27260CДокумент11 страницMil PRF 27260CDon Bryan GalazОценок пока нет
- 7.62x51 Cartridge Case Feasibility Study SCAMP 1981Документ118 страниц7.62x51 Cartridge Case Feasibility Study SCAMP 1981Anonymous jIzz7woS6Оценок пока нет
- Project Standards and Specifications Fired Heaters Rev01Документ7 страницProject Standards and Specifications Fired Heaters Rev01Rathikanti JanardhanОценок пока нет
- SRSExample WebappДокумент8 страницSRSExample WebappRicha SagarОценок пока нет
- 56 SDMS 01Документ14 страниц56 SDMS 01Ayman SaberОценок пока нет
- MD 7Документ9 страницMD 7Sunny PanwarОценок пока нет
- Summary of Testing Phases PDFДокумент9 страницSummary of Testing Phases PDFTamil SelviОценок пока нет
- ⑦参 How to Read Dwg. (Begining) -1Документ94 страницы⑦参 How to Read Dwg. (Begining) -1Anil PainyuliОценок пока нет
- Surface Vehicle Standard: Personal Watercraft-FlotationДокумент4 страницыSurface Vehicle Standard: Personal Watercraft-FlotationGerman Barrientos HernandezОценок пока нет
- CS 230 Pavement Maintenance Assessment Procedure-WebДокумент99 страницCS 230 Pavement Maintenance Assessment Procedure-WebFERNANDOОценок пока нет
- Specification For New StreetsДокумент107 страницSpecification For New StreetsAniket DОценок пока нет
- Astm E1187Документ4 страницыAstm E1187AlbertoОценок пока нет
- Instructions To Bidders (ITB) : A. GeneralДокумент4 страницыInstructions To Bidders (ITB) : A. GeneralSouvik DasОценок пока нет
- Material Approval Form (Maf)Документ1 страницаMaterial Approval Form (Maf)linzhiweigmОценок пока нет
- Mis PPT FinalДокумент44 страницыMis PPT Finalmonika19mayОценок пока нет
- GFGFДокумент8 страницGFGFAaron WilsonОценок пока нет