Вам также может понравиться
- MTC - Astm A36 - Jis400 - Q235Документ2 страницыMTC - Astm A36 - Jis400 - Q235nayeemОценок пока нет
- Test Certificate: (, Phone: 26751763 MillДокумент1 страницаTest Certificate: (, Phone: 26751763 MillQc QatarОценок пока нет
- MTC, Test Report & Packing ListДокумент63 страницыMTC, Test Report & Packing Listjubair100% (1)
- Al Jazeera Steel Products MTC ReportДокумент1 страницаAl Jazeera Steel Products MTC ReportKyОценок пока нет
- 16 MM MS Plate 355 JR - India-MTCДокумент1 страница16 MM MS Plate 355 JR - India-MTCQc QatarОценок пока нет
- Test CertificateДокумент1 страницаTest CertificateAvinash JadhavОценок пока нет
- Mag General Business: Mill Test CertificateДокумент1 страницаMag General Business: Mill Test CertificateRaul Sebastiam100% (1)
- Test Certificate: Zhejiang Huaxia Flow Technology Co.,LtdДокумент1 страницаTest Certificate: Zhejiang Huaxia Flow Technology Co.,LtdjohnjaricocОценок пока нет
- Mill Test Certificate: Zibo Camel Material Co., LTDДокумент1 страницаMill Test Certificate: Zibo Camel Material Co., LTDJoseph Arturo SolisОценок пока нет
- 1.20mm T.C - Mehta SteelsДокумент1 страница1.20mm T.C - Mehta SteelsRonak FireОценок пока нет
- Mill Test Certificate: Run Date 12/07/2018 OR0019M - JAZ User ID E1037Документ1 страницаMill Test Certificate: Run Date 12/07/2018 OR0019M - JAZ User ID E1037yugandhar100% (2)
- MTC - Plate 2mx12m - 8mmДокумент4 страницыMTC - Plate 2mx12m - 8mmValesh Monis100% (1)
- Sau - MTC 0001-002163 - Acc.aºcºДокумент24 страницыSau - MTC 0001-002163 - Acc.aºcºrosa aurora montesano somarribaОценок пока нет
- MTC 4500528257 Iii - 210209Документ3 страницыMTC 4500528257 Iii - 210209Saul Omar Fernandez RojasОценок пока нет
- Hebei Jufeng Huachun Heat Insulatied Materials Co.,Ltd: Mill Test Certificate EN10204 3.1 CERTIFICATEДокумент1 страницаHebei Jufeng Huachun Heat Insulatied Materials Co.,Ltd: Mill Test Certificate EN10204 3.1 CERTIFICATEAnonymous TPoO5u8MeОценок пока нет
- En 8Документ3 страницыEn 8ajaykrishnaaОценок пока нет
- Quality Certificated 123Документ1 страницаQuality Certificated 123Zaid Raslan Ayoub100% (1)
- Varilla B7 3-8 X 144 MT (B7)Документ1 страницаVarilla B7 3-8 X 144 MT (B7)Carlos Lluen AquinoОценок пока нет
- 025 - Guard Zinc Phosphate Epoxy PrimerДокумент3 страницы025 - Guard Zinc Phosphate Epoxy PrimerBalgo BalgobinОценок пока нет
- 30 MM Round Bar - EN8 - MTCДокумент1 страница30 MM Round Bar - EN8 - MTCMohammad Adil0% (1)
- TubacexДокумент1 страницаTubacexMANUFACTURER OF FORGED FLANGES AND PIPE FITTINGSОценок пока нет
- Material TCДокумент1 страницаMaterial TCgmbakshiОценок пока нет
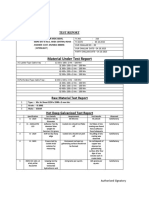
- Assure Solutions: Hydro Test ReportДокумент1 страницаAssure Solutions: Hydro Test ReportKailas NimbalkarОценок пока нет
- MTC-SML (1) - 4500528257 I - Ii - Tubos GB - SCH 6MT - 210251 - 210291 - 210377Документ3 страницыMTC-SML (1) - 4500528257 I - Ii - Tubos GB - SCH 6MT - 210251 - 210291 - 210377Saul Omar Fernandez RojasОценок пока нет
- Hyundai Steel Mill TestДокумент1 страницаHyundai Steel Mill TestJamesОценок пока нет
- Test Certificate Hot Rolled, Medium High Tensile Steel: SailДокумент3 страницыTest Certificate Hot Rolled, Medium High Tensile Steel: SailJignesh Jagjivanbhai PatelОценок пока нет
- MOE Simplex - 24.06.2016 PDFДокумент4 страницыMOE Simplex - 24.06.2016 PDFSabyasachi BangalОценок пока нет
- Vendor ListДокумент2 страницыVendor ListfarjadulhaqОценок пока нет
- MAG General Business Mill Test CertificateДокумент1 страницаMAG General Business Mill Test CertificateRaul Sebastiam67% (3)
- BF20112602 English MTC PDFДокумент2 страницыBF20112602 English MTC PDFSvetlana VujovićОценок пока нет
- Material Test Report: Cse. Chiang Sung Enterprise Co., LTDДокумент3 страницыMaterial Test Report: Cse. Chiang Sung Enterprise Co., LTDChethan Nagaraju KumbarОценок пока нет
- IS 4923 Chemical CompositionДокумент1 страницаIS 4923 Chemical CompositionTulasidas MalajiОценок пока нет
- MTC Details-MS: Client:-Spacemaker P.O.No: JOB No.: 1122/19 Report No-1122/01Документ6 страницMTC Details-MS: Client:-Spacemaker P.O.No: JOB No.: 1122/19 Report No-1122/01sankarapandianОценок пока нет
- CBH-21-007 Stud Bolt M6 X 1000 ZC3 8.8Документ1 страницаCBH-21-007 Stud Bolt M6 X 1000 ZC3 8.8qualityОценок пока нет
- IS 2062 Structural Steel GuideДокумент10 страницIS 2062 Structural Steel GuideJagjeet SinghОценок пока нет
- Al Jazeera Steel Mill Test ReportДокумент1 страницаAl Jazeera Steel Mill Test Reportsnehalmdeshmukh100% (1)
- MTC Annexure (6 Inch)Документ16 страницMTC Annexure (6 Inch)maheshОценок пока нет
- KBR Inspection Test Plan For Anchor Bolts: Level 1 Level 2 Level 3Документ4 страницыKBR Inspection Test Plan For Anchor Bolts: Level 1 Level 2 Level 3kamlОценок пока нет
- Offshore A312A358 R2Документ1 страницаOffshore A312A358 R2Prathamesh OmtechОценок пока нет
- MTC - Al JazeeraДокумент1 страницаMTC - Al JazeeraArmağan DemirelОценок пока нет
- Plate A36 t.8mm Dan 16mm MTC Topsco Baja 12531Документ3 страницыPlate A36 t.8mm Dan 16mm MTC Topsco Baja 12531Ganjar Samiaji100% (1)
- Mill'S Test Certificate ACC. TO EN 10204 / 3.1Документ2 страницыMill'S Test Certificate ACC. TO EN 10204 / 3.1Durulsan MakinaОценок пока нет
- Mill Test Certificate 91Документ1 страницаMill Test Certificate 91Zaid Raslan Ayoub100% (1)
- MTC PDFДокумент170 страницMTC PDFShoukat Zaki0% (2)
- Test Certificate: CM/L-NO:5530357Документ10 страницTest Certificate: CM/L-NO:5530357TARUNKUMARОценок пока нет
- Mill Test Certificate: Din 125 Washer Electro Zinc PlatedДокумент1 страницаMill Test Certificate: Din 125 Washer Electro Zinc PlatedFodor ZoltanОценок пока нет
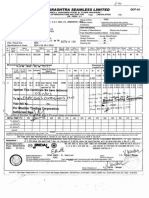
- MAHARASHTRA SEAMLESS LIMITED CERTIFICATE OF MANUFACTURE AND TEST FOR PIPESДокумент1 страницаMAHARASHTRA SEAMLESS LIMITED CERTIFICATE OF MANUFACTURE AND TEST FOR PIPESPetroPower OilandgasОценок пока нет
- 14mm Gr60Документ1 страница14mm Gr60alshaya steelОценок пока нет
- Sample Valve Material CertificatesДокумент18 страницSample Valve Material CertificatesFLOW VALVE AUTOMATION100% (2)
- Lish No Certificate Po 4008 0111 00 Imn 8000 2019 PDFДокумент1 страницаLish No Certificate Po 4008 0111 00 Imn 8000 2019 PDFliving goodОценок пока нет
- WPS-2 InchДокумент2 страницыWPS-2 InchKarthikeyan MpОценок пока нет
- Inc 800 MTC - FlangeДокумент1 страницаInc 800 MTC - Flangeranjith_007100% (1)
- Material QuivalentДокумент4 страницыMaterial QuivalentUma SankarОценок пока нет
- 65X M L - 211224 - 180120 - Converted - by - AbcdpdfДокумент1 страница65X M L - 211224 - 180120 - Converted - by - AbcdpdfVidhyarthi Photocopy KhargoneОценок пока нет
- MTCДокумент3 страницыMTCziashaukatОценок пока нет
- TV 100x100x5#S235JRДокумент5 страницTV 100x100x5#S235JRRazvan CristeaОценок пока нет
- Vedanta Limited Integrated Field Plan Inspection ReportsДокумент23 страницыVedanta Limited Integrated Field Plan Inspection ReportsPRAKASH PANDEYОценок пока нет
- Joining Stainless Steel by Soldering, Brazing and Resistance WeldingДокумент4 страницыJoining Stainless Steel by Soldering, Brazing and Resistance WeldingA K SinghОценок пока нет
- Acero MadridДокумент46 страницAcero MadridviyfОценок пока нет
- Acerto Steel 2Документ51 страницаAcerto Steel 2viyfОценок пока нет
- Is 341-1973Документ18 страницIs 341-1973Karishma Prabhu100% (1)
- Bearing For GearboxДокумент32 страницыBearing For Gearboxeng13100% (1)
- Glenfield Air ValvesДокумент16 страницGlenfield Air ValvesTanmoy DuttaОценок пока нет
- Butterfly Valve ManualДокумент5 страницButterfly Valve ManualTanmoy DuttaОценок пока нет
- Datasheet Type 40104010HD enДокумент3 страницыDatasheet Type 40104010HD enTanmoy DuttaОценок пока нет
- Type 4010 and 4010HD non return valvesДокумент3 страницыType 4010 and 4010HD non return valvesTanmoy DuttaОценок пока нет
- Non Return Check Valves With Lever and Counterweight PDFДокумент7 страницNon Return Check Valves With Lever and Counterweight PDFhuyenthaigiaОценок пока нет
- STI/14846/1 Dec.2000Документ8 страницSTI/14846/1 Dec.2000Tanmoy DuttaОценок пока нет
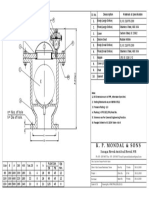
- K.P.Mondal & Sons: Works: Dasnagar, Howrah Amta Road, Howrah, West BengalДокумент1 страницаK.P.Mondal & Sons: Works: Dasnagar, Howrah Amta Road, Howrah, West BengalTanmoy DuttaОценок пока нет
- IS 5312 Part 1 Product ManualДокумент6 страницIS 5312 Part 1 Product ManualTanmoy DuttaОценок пока нет
- Butterfly Valve ManualДокумент5 страницButterfly Valve ManualTanmoy DuttaОценок пока нет
- Drawing1 Layout2 PDFДокумент1 страницаDrawing1 Layout2 PDFTanmoy DuttaОценок пока нет
- IS 14846 Product ManualДокумент5 страницIS 14846 Product ManualKrishna Prasad KanchojuОценок пока нет
- Product Manual For Resilient Seated Cast Iron Air Relief Valves For Water Works Purposes ACCORDING TO IS 14845: 2000Документ5 страницProduct Manual For Resilient Seated Cast Iron Air Relief Valves For Water Works Purposes ACCORDING TO IS 14845: 2000Tanmoy DuttaОценок пока нет
- CI Tamper Proffe-ModelДокумент1 страницаCI Tamper Proffe-ModelTanmoy DuttaОценок пока нет
- Assem1 - Sheet1Документ1 страницаAssem1 - Sheet1Tanmoy DuttaОценок пока нет
- Jis F7305Документ1 страницаJis F7305Tanmoy DuttaОценок пока нет
- Technical DetailsДокумент4 страницыTechnical DetailsTanmoy DuttaОценок пока нет
- Dual Plate 800 NB-ModelДокумент1 страницаDual Plate 800 NB-ModelTanmoy DuttaОценок пока нет
- Bill of Materials Cast Iron Double Door Foot ValveДокумент1 страницаBill of Materials Cast Iron Double Door Foot ValveTanmoy DuttaОценок пока нет
- Air Valve Kinetic 80 MM With ISVДокумент1 страницаAir Valve Kinetic 80 MM With ISVTanmoy DuttaОценок пока нет
- CI Sluice Valve With ActuatorДокумент1 страницаCI Sluice Valve With ActuatorTanmoy DuttaОценок пока нет
- DI Air Release Valve-ModelДокумент1 страницаDI Air Release Valve-ModelTanmoy DuttaОценок пока нет
- DJ Adaptor Body SpecificationДокумент1 страницаDJ Adaptor Body SpecificationTanmoy DuttaОценок пока нет
- MATERIALS FOR CAST IRON NON RETURN VALVEДокумент1 страницаMATERIALS FOR CAST IRON NON RETURN VALVETanmoy DuttaОценок пока нет
- Jis F7305Документ1 страницаJis F7305Tanmoy DuttaОценок пока нет
- Technical DetailsДокумент4 страницыTechnical DetailsTanmoy DuttaОценок пока нет
- 300 NRV ModelДокумент1 страница300 NRV ModelTanmoy DuttaОценок пока нет
- MaskДокумент1 страницаMaskTanmoy DuttaОценок пока нет
- Jis F7301Документ1 страницаJis F7301Tanmoy DuttaОценок пока нет
- Sec 1038Документ4 страницыSec 1038Lauren BowenОценок пока нет
- Media and Information LiteracyДокумент38 страницMedia and Information LiteracyRense Jun PunsalanОценок пока нет
- Company ProfilesДокумент14 страницCompany ProfilesKeiser MonteroОценок пока нет
- Sa 312Документ1 страницаSa 312babis1980Оценок пока нет
- Technical Specifications For Peb For Pune Ware House 17.10.11Документ21 страницаTechnical Specifications For Peb For Pune Ware House 17.10.11chepurthiОценок пока нет
- Company Survey ReportДокумент2 страницыCompany Survey ReportPradip Tapan BanerjeeОценок пока нет
- ACROW Bridges - Vehicular BridgesДокумент2 страницыACROW Bridges - Vehicular BridgesAbhisek BasnyatОценок пока нет
- BibliographiesДокумент2 страницыBibliographiesVa LicОценок пока нет
- Unist Coolube 2210ALДокумент2 страницыUnist Coolube 2210ALMann Sales & MarketingОценок пока нет
- Sample FRP Tank SpecificationДокумент8 страницSample FRP Tank Specificationapparaokr100% (1)
- Ajanta Pharma Ltd. Status of Export OverduesДокумент60 страницAjanta Pharma Ltd. Status of Export Overduesananda_joshi5178Оценок пока нет
- MLTC CATRAM Market Study Container Terminals West and Central AfricaДокумент133 страницыMLTC CATRAM Market Study Container Terminals West and Central AfricazymiscОценок пока нет
- Bangalore IT Directors Contact ListДокумент4 страницыBangalore IT Directors Contact ListDeep sharmaОценок пока нет
- Chhattisgarh Technical University Civil Engineering SchemeДокумент19 страницChhattisgarh Technical University Civil Engineering SchemeNeeraj Kumar ThakurОценок пока нет
- Stud Rails ESR-2494Документ3 страницыStud Rails ESR-2494Bruno PilieciОценок пока нет
- History of Canadian AirportsДокумент51 страницаHistory of Canadian Airportssyed.imamОценок пока нет
- Air DeccanДокумент50 страницAir DeccanAngita KumariОценок пока нет
- A Project Report On Logistics Management in VRL Logistics LTD VarurДокумент95 страницA Project Report On Logistics Management in VRL Logistics LTD VarurBabasab Patil (Karrisatte)81% (16)
- M8 Router Handling Instructions GuideДокумент68 страницM8 Router Handling Instructions GuideyoranvaneekelenОценок пока нет
- Surface Vehicle Standard: Rev. FEB2004 J434Документ12 страницSurface Vehicle Standard: Rev. FEB2004 J434Douglas RodriguesОценок пока нет
- Transportation Laws Notes - Atty. Zarah Villanueva-CastroДокумент15 страницTransportation Laws Notes - Atty. Zarah Villanueva-CastroLex Talionis Fraternitas83% (12)
- Introduction To Petroleum Engineering - Final - Oil and Gas TransportationДокумент12 страницIntroduction To Petroleum Engineering - Final - Oil and Gas TransportationshanecarlОценок пока нет
- Blacksmithing 101 - How To Make A Forge and Start Hammering Metal - Popular MechanicsДокумент6 страницBlacksmithing 101 - How To Make A Forge and Start Hammering Metal - Popular MechanicsByram JОценок пока нет
- A 93 1Документ14 страницA 93 1jkhgvdj mnhsnjkhgОценок пока нет
- Cathelco C-Shield ICCP BrochureДокумент12 страницCathelco C-Shield ICCP BrochureHerik AziziОценок пока нет
- The Importance of Proper Rotation TechniqueДокумент2 страницыThe Importance of Proper Rotation Techniqueaske7sp8055Оценок пока нет
- B 747 400 Master MelДокумент229 страницB 747 400 Master MelSece Mejia FrancoОценок пока нет
- W&C Sec 7 Issue 5Документ68 страницW&C Sec 7 Issue 5tvsameel7208Оценок пока нет
- CESPL Brochure PDFДокумент73 страницыCESPL Brochure PDFAshiniBatraОценок пока нет
- 4.0 Manpower Mobilization Plan (TA)Документ7 страниц4.0 Manpower Mobilization Plan (TA)anjangandak2932100% (1)